TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064710
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174655
出願日
2023-10-06
発明の名称
トレッド成形用金型及びトレッド成形用金型の製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
33/02 20060101AFI20250410BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 セグメントの端面の加工時間を短縮しつつ、耐摩耗性能及びノイズ性能に優れたタイヤを製造することが可能なトレッド成形用金型を提供する。
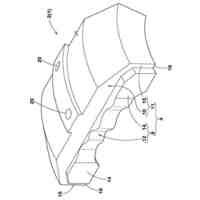
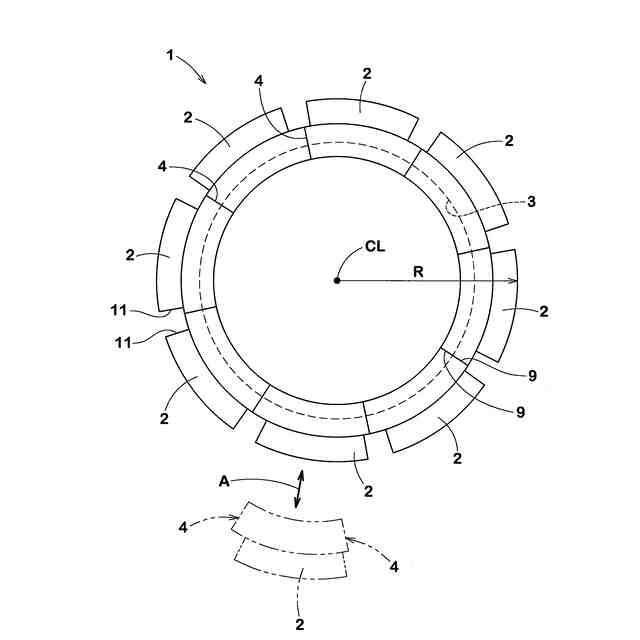
【解決手段】 タイヤのトレッドパターンを成形するための環状のトレッド成形用金型1である。トレッド成形用金型1は、タイヤ周方向に対応する金型周方向に分割可能な複数のセグメント2を含んでいる。セグメント2は、成形面と、一対の端面4とを含んでいる。端面4は、成形面から金型半径方向の外側に延びる第1面9と、第1面9よりも金型半径方向外側に位置する主部10を含む第2面11とを含んでいる。第1面9は、成形面の少なくとも一部を曲線で横切るような曲面部12を含んで構成されており、かつ、金型閉状態において、隣接する他のセグメントの第1面9と当接している。第2面11は、隣接する他のセグメントの第2面11とは当接しないように、第1面9から金型周方向にオフセットされている。
【選択図】図4
特許請求の範囲
【請求項1】
タイヤのトレッドパターンを成形するための環状のトレッド成形用金型であって、
タイヤ周方向に対応する金型周方向に分割可能な複数のセグメントを含み、
前記複数のセグメントのそれぞれは、前記トレッドパターンを成形するための成形面と、前記成形面の金型周方向の両端からタイヤ半径方向に対応する金型半径方向の外側に延びる一対の端面とを含み、
前記端面のそれぞれは、前記成形面から金型半径方向の外側に延びる第1面と、前記第1面よりも金型半径方向外側に位置する主部を含む第2面とを含み、
前記第1面は、前記成形面の少なくとも一部を曲線で横切るような曲面部を含んで構成されており、かつ、前記複数のセグメントが環状に連続するように組み立てられた金型閉状態において、隣接する他のセグメントの前記第1面と当接し、
前記第2面は、前記金型閉状態において、隣接する他のセグメントの前記第2面とは当接しないように、前記第1面から金型周方向にオフセットされている、
トレッド成形用金型。
続きを表示(約 1,400 文字)
【請求項2】
前記第1面は、前記曲面部と、前記曲面部の金型幅方向の両外側に位置する一対の平面部とを含む、請求項1に記載のトレッド成形用金型。
【請求項3】
前記一対の平面部は、前記成形面よりも金型幅方向の外側に位置する、請求項2に記載のトレッド成形用金型。
【請求項4】
前記第2面は、1又は複数の平面で構成されている、請求項1ないし3のいずれか1項に記載のトレッド成形用金型。
【請求項5】
前記第2面は、前記主部と、前記第1面の金型幅方向の両外側に位置する一対の副部とを含む、請求項1ないし3のいずれか1項に記載のトレッド成形用金型。
【請求項6】
前記主部及び前記一対の副部は、連続する単一の平面である、請求項5に記載のトレッド成形用金型。
【請求項7】
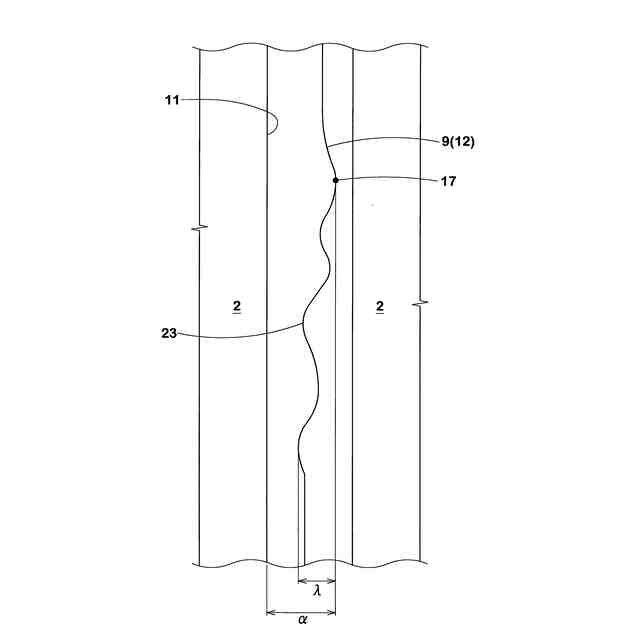
前記第2面は、前記第1面の金型周方向の最突出端から、金型周方向にオフセット量αを有し、
前記オフセット量αは、前記曲面部の金型周方向の最大振幅量以上である、請求項1ないし3のいずれか1項に記載のトレッド成形用金型。
【請求項8】
前記複数のセグメントを金型半径方向外側から保持する複数のセクターを含み、
前記複数のセグメントのそれぞれは、前記複数のセクターのそれぞれとの位置決めを行うための凹部を備え、
前記凹部は、前記第2面から金型周方向に5mm以上隔てた位置に設けられている、請求項1ないし3のいずれか1項に記載のトレッド成形用金型。
【請求項9】
前記複数のセグメントのそれぞれは、前記複数のセクターのそれぞれを固定するための取付孔を備え、
前記取付孔は、前記第2面から金型周方向に5mm以上隔てた位置に設けられている、
請求項8に記載のトレッド成形用金型。
【請求項10】
タイヤのトレッドパターンを成形するための環状のトレッド成形用金型の製造方法であって、
前記トレッド成形用金型は、タイヤ周方向に対応する金型周方向に分割可能な複数のセグメントを含み、
前記複数のセグメントのそれぞれは、前記トレッドパターンを成形するための成形面と、前記成形面の金型周方向の両端からタイヤ半径方向に対応する金型半径方向外側に延びる一対の端面とを含み、
前記端面のそれぞれは、前記成形面から金型半径方向外側に延びる第1面と、前記第1面よりも金型半径方向外側に位置する主部を含む第2面とを含み、
前記第1面は、前記複数のセグメントが環状に連続するように組み立てられた金型閉状態において、隣接する他のセグメントの前記第1面と当接するものであり、
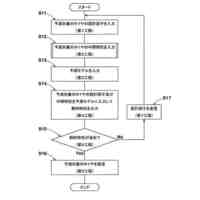
前記製造方法は、
前記セグメントの前記端面のそれぞれに前記第1面を加工する第1工程と、
前記セグメントの前記端面のそれぞれに前記第2面を加工する第2工程とを含み、
前記第1工程は、前記成形面の少なくとも一部を曲線で横切るような曲面部を含んで前記第1面を形成し、
前記第2工程は、前記金型閉状態において、前記第2面が、隣接する他のセグメントの前記第2面とは当接しないように、前記第1面から金型周方向にオフセットされた1又は複数の平面で前記第2面を形成する、
トレッド成形用金型の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、トレッド成形用金型等に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般に、タイヤのトレッドパターンは、金型を用いて加硫成形される。加硫成形に用いられるトレッド成形用金型として、例えば、複数のセグメントを環状に連続するように組み立てたものが知られている。このような金型でトレッド部を加硫成形すると、トレッド部に、隣接するセグメント間の合わせ目に対応した横断線が形成される。このような横断線は、トレッド部の耐摩耗性能や走行時のノイズ性能を悪化させるおそれがある。
【0003】
近年、上記の課題を改善するために、隣接するセグメント間の合わせ目に、タイヤ軸方向に対して傾斜した傾斜合わせ目を採用することが提案されている(下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2020-23175号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述の課題をより効果的に解決するために、隣接するセグメント間の合わせ目として、曲面の合わせ目を採用することが試みられている。しかしながら、セグメントの端面に、このような曲面を精度良く加工(切削加工)するには多くの時間を要するという問題があった。
【0006】
本発明は、以上のような問題点に鑑み案出なされたもので、セグメントの端面の加工時間を短縮しつつ、耐摩耗性能及びノイズ性能に優れたタイヤを製造することが可能なトレッド成形用金型を提供することを主たる目的としている。
【課題を解決するための手段】
【0007】
本発明は、タイヤのトレッドパターンを成形するための環状のトレッド成形用金型であって、タイヤ周方向に対応する金型周方向に分割可能な複数のセグメントを含み、前記複数のセグメントのそれぞれは、前記トレッドパターンを成形するための成形面と、前記成形面の金型周方向の両端からタイヤ半径方向に対応する金型半径方向の外側に延びる一対の端面とを含み、前記端面のそれぞれは、前記成形面から金型半径方向の外側に延びる第1面と、前記第1面よりも金型半径方向外側に位置する主部を含む第2面とを含み、前記第1面は、前記成形面の少なくとも一部を曲線で横切るような曲面部を含んで構成されており、かつ、前記複数のセグメントが環状に連続するように組み立てられた金型閉状態において、隣接する他のセグメントの前記第1面と当接し、前記第2面は、前記金型閉状態において、隣接する他のセグメントの前記第2面とは当接しないように、前記第1面から金型周方向にオフセットされている、トレッド成形用金型である。
【発明の効果】
【0008】
本発明のトレッド成形用金型は、上記の構成を採用したことにより、セグメントの端面の加工時間が短縮される。また、本発明のトレッド成形用金型は、耐摩耗性能及びノイズ性能に優れたタイヤを製造することが可能である、
【図面の簡単な説明】
【0009】
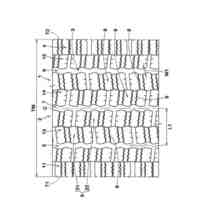
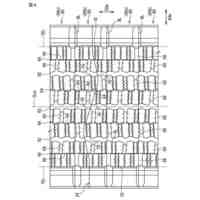
トレッド成形用金型の平面図である。
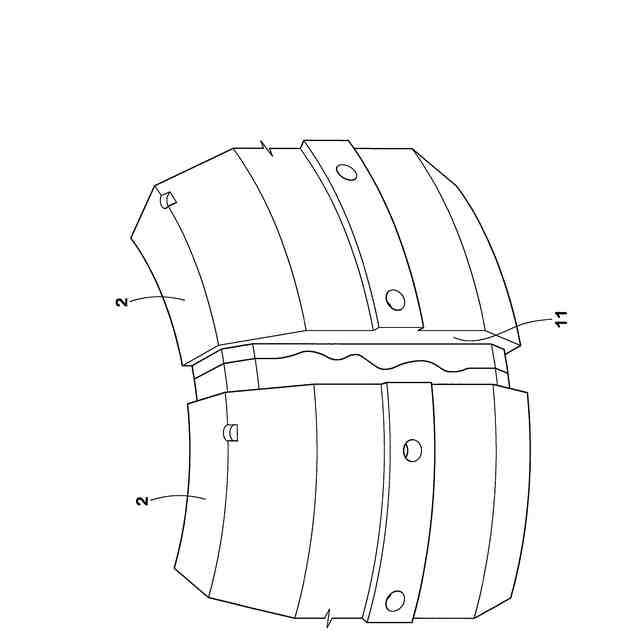
金型閉状態にある2つのセグメントの部分斜視図である。
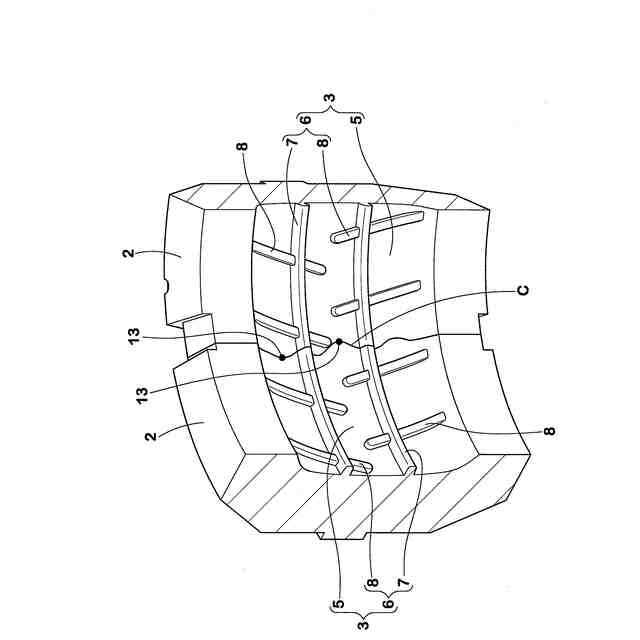
図2のセグメントを図2とは反対側から見た成形面を示す部分斜視図である。
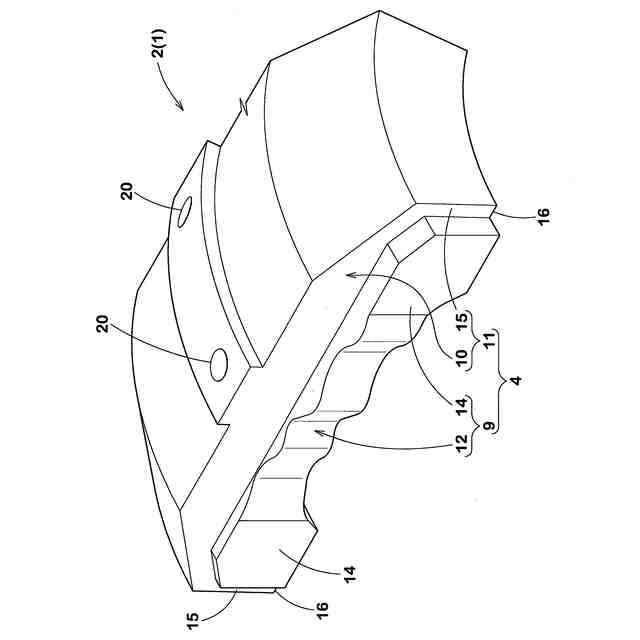
1つのセグメントの端面を示す部分斜視図である。
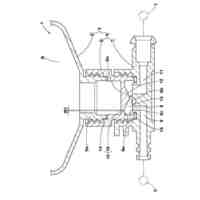
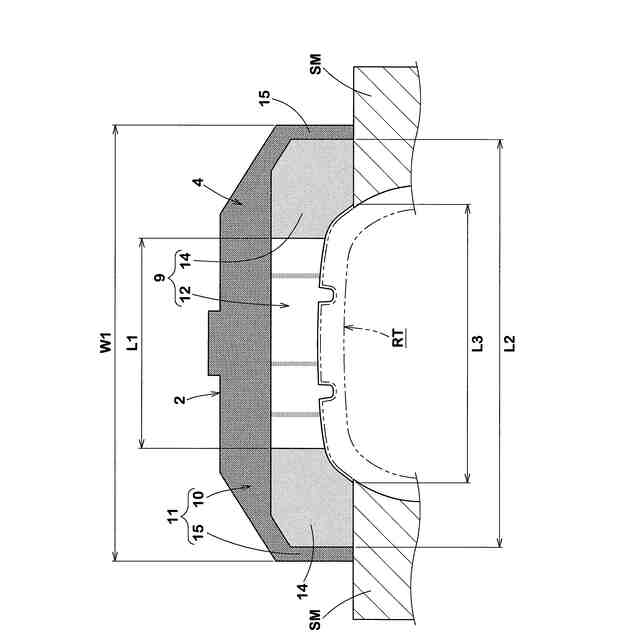
セグメントを端面から見たタイヤ加硫中の状態を示す図である。
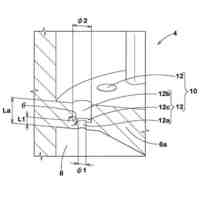
図2の2つのセグメントの当接部分を金型半径方向外側から見た拡大図である。
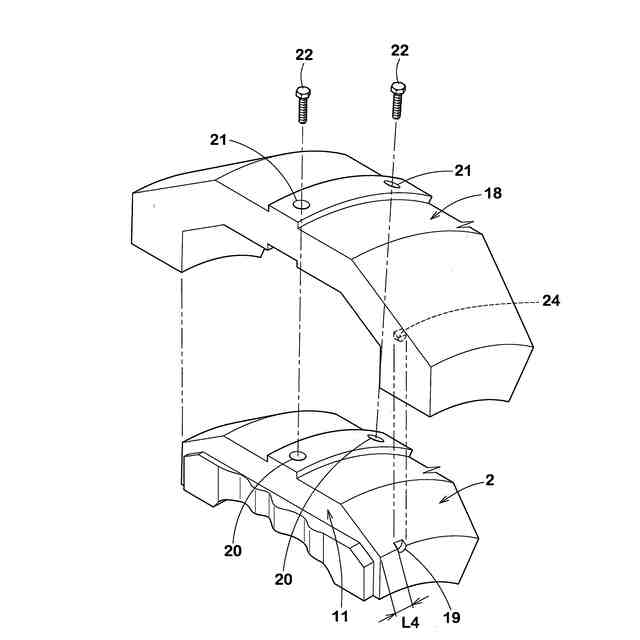
セグメントとセグメントを保持するためのセクターとを示す部分斜視図である。
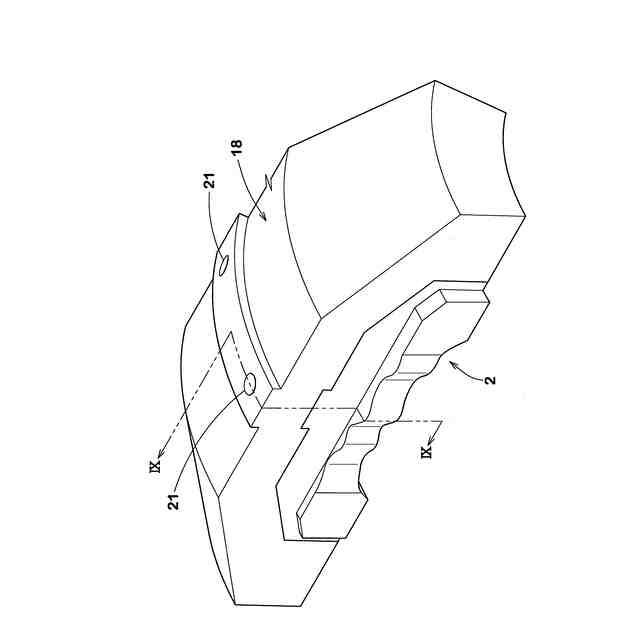
セグメントにセクターを固定した状態を示す部分斜視図である。
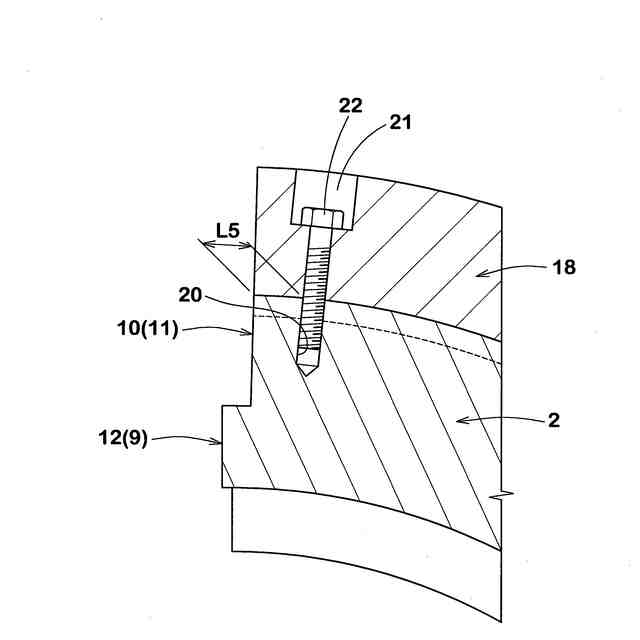
図8のIX-IX線断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態が図面に基づき説明される。図面は、発明の内容の理解を助けるために、誇張表現や、実際の構造の寸法比とは異なる表現が含まれることが理解されなければならない。また、各実施形態を通して、同一又は共通する要素については同一の符号が付されており、重複する説明が省略される。さらに、実施形態及び図面に表された具体的な構成は、本発明の内容理解のためのものであって、本発明は、図示されている具体的な構成に限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
7日前
住友ゴム工業株式会社
タイヤ
13日前
住友ゴム工業株式会社
タイヤ
17日前
住友ゴム工業株式会社
ゴルフボール
5日前
住友ゴム工業株式会社
ゴルフボール
5日前
住友ゴム工業株式会社
キャディバッグ
13日前
住友ゴム工業株式会社
ベントホール洗浄診断システム
5日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
19日前
住友ゴム工業株式会社
アイアン型ゴルフクラブヘッド
7日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
14日前
住友ゴム工業株式会社
空気入りタイヤの製造方法及び加硫金型
4日前
住友ゴム工業株式会社
タイヤ用モールド及びタイヤの製造方法
12日前
住友ゴム工業株式会社
混合装置、ボトルユニット及びパンク修理キット
14日前
住友ゴム工業株式会社
混合装置、ボトルユニット及びパンク修理キット
14日前
住友ゴム工業株式会社
トレッド成形用金型及びトレッド成形用金型の製造方法
4日前
住友ゴム工業株式会社
タイヤの静的特性の予測方法、予測装置及び予測モデルの作成方法
7日前
住友ゴム工業株式会社
ゴム組成物およびタイヤ
6日前
住友ゴム工業株式会社
タイヤ設計支援装置、タイヤの設計方法、学習済みモデルの生成装置及び学習済みモデルの生成方法
20日前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
4か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
6か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
2か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
株式会社FTS
成形装置
3か月前
東レ株式会社
一体化成形品の製造方法
8か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社不二越
射出成形機
19日前
東レ株式会社
炭素繊維シートの製造方法
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ