TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025057851
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023167642
出願日
2023-09-28
発明の名称
タイヤ用モールド及びタイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B29C
33/02 20060101AFI20250402BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】サイプを刻むためのブレードの損傷を抑制できる、タイヤ用モールド4の提供。
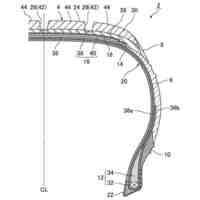
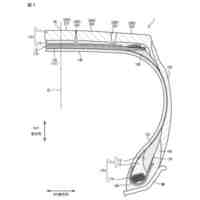
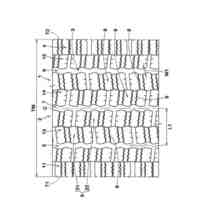
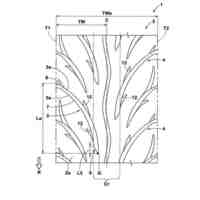
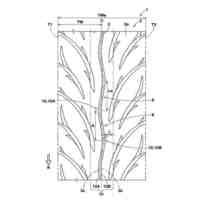
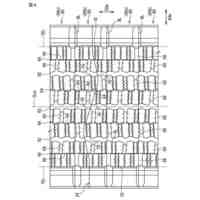
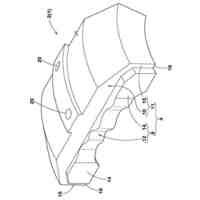
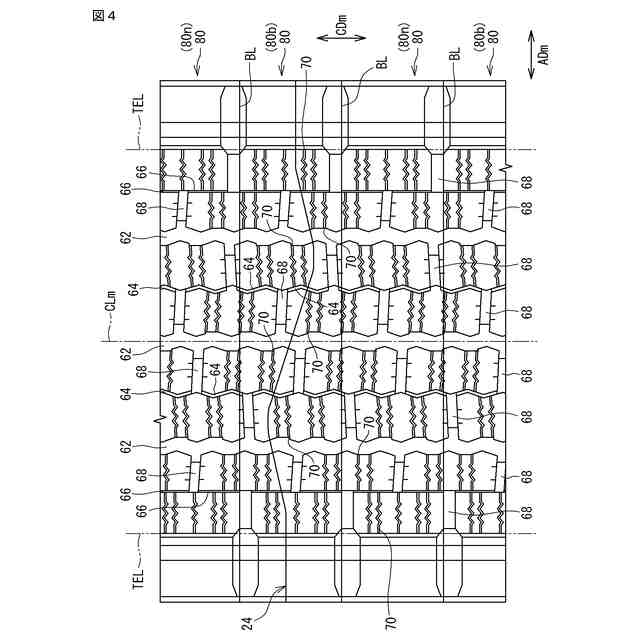
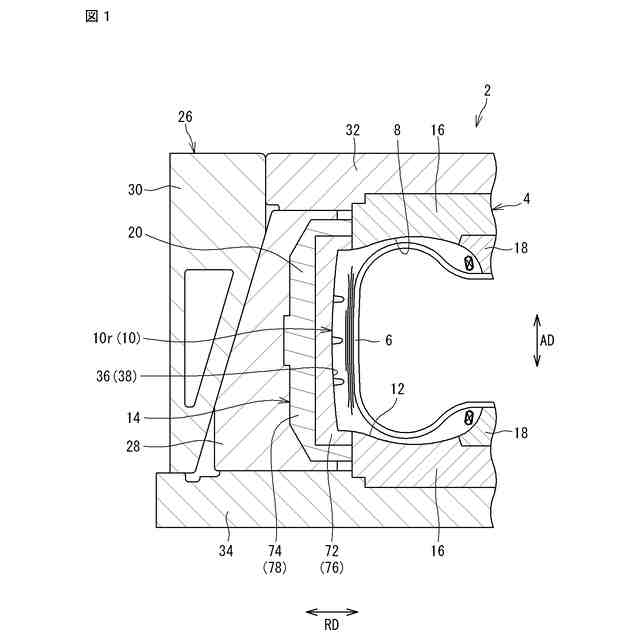
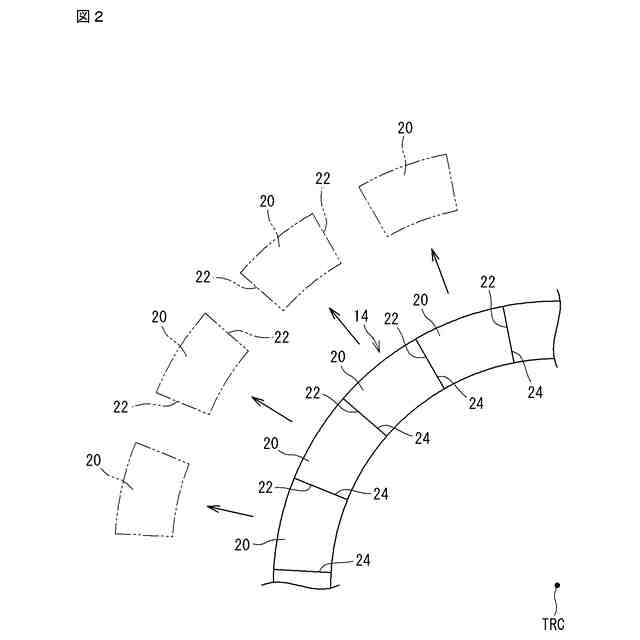
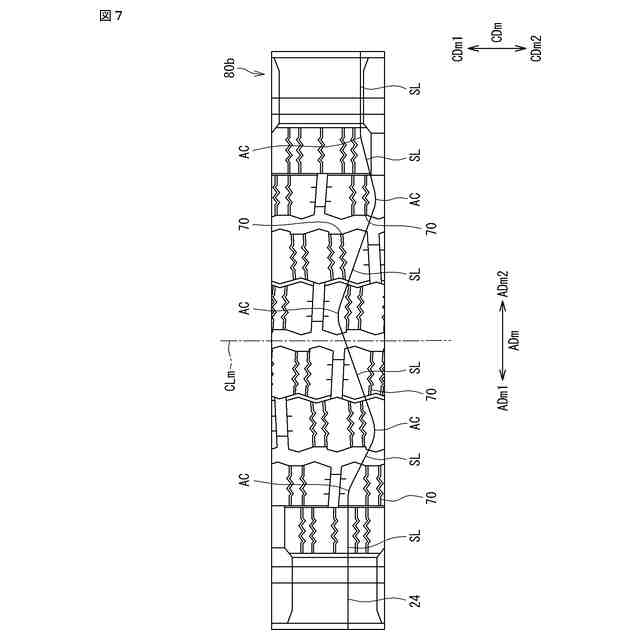
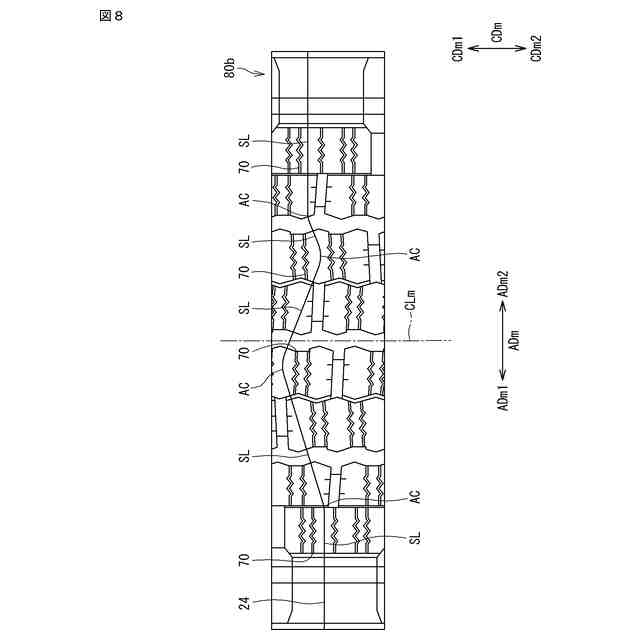
【解決手段】モールド4は、タイヤ10のトレッド部40を形成するトレッドリング14を備える。トレッドリング14の内周面はトレッド成形面36を備える。トレッド成形面36は、複数の周方向凸部62と、複数の横ブレード70とを備える。トレッドリング14は、トレッド成形面36を横断する複数の分割面24を備える。複数の分割面24はトレッドリング14を複数のセグメント20に分割する。トレッドリング14に含まれるセグメント20の数は17以上である。分割面24は、軸方向に並ぶ複数の直線SLと、隣り合う2本の直線SLの間を繋ぐ複数の円弧ACとを含む。分割面24は、横ブレード70と交差しない。
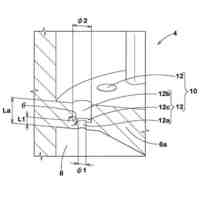
【選択図】図4
特許請求の範囲
【請求項1】
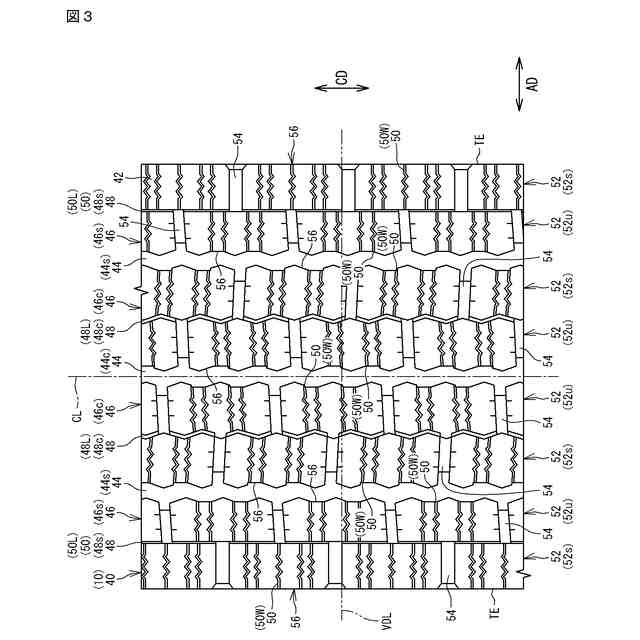
トレッド部を備え、前記トレッド部が、軸方向に並ぶ複数の周方向溝と、周方向に並ぶ複数の横サイプとを含む、トレッドパターンを有し、複数の前記周方向溝によって複数の陸部が前記トレッド部に構成され、各陸部に複数の前記横サイプが刻まれ、各前記横サイプが周方向に対してなす角度が20度以上であり、前記トレッド部の外面に軸方向にのびる直線を引くと、前記直線が少なくとも一つの横サイプと交差する、又は、前記直線が前記横サイプと交差しなくても、前記横サイプまでの距離が1.5mm未満の位置を通る、タイヤを形成するためのモールドであって、
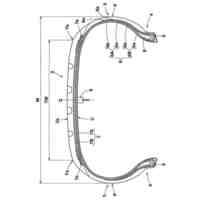
前記モールドが、前記トレッド部を形成するトレッドリングを備え、
前記トレッドリングの内周面が、前記トレッドパターンを前記トレッド部に形成するトレッド成形面を備え、
前記トレッド成形面が、複数の前記周方向溝を形成する複数の周方向凸部と、複数の前記横サイプを形成する複数の横ブレードとを備え、
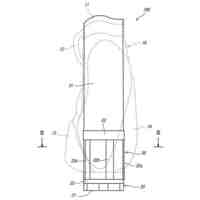
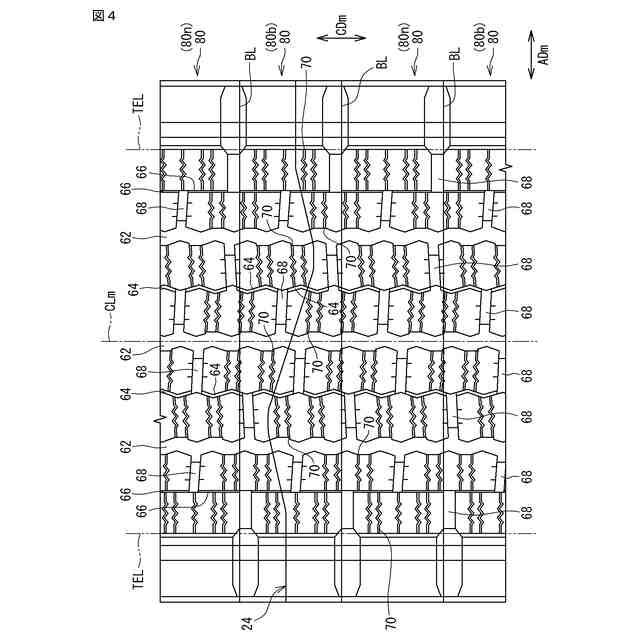
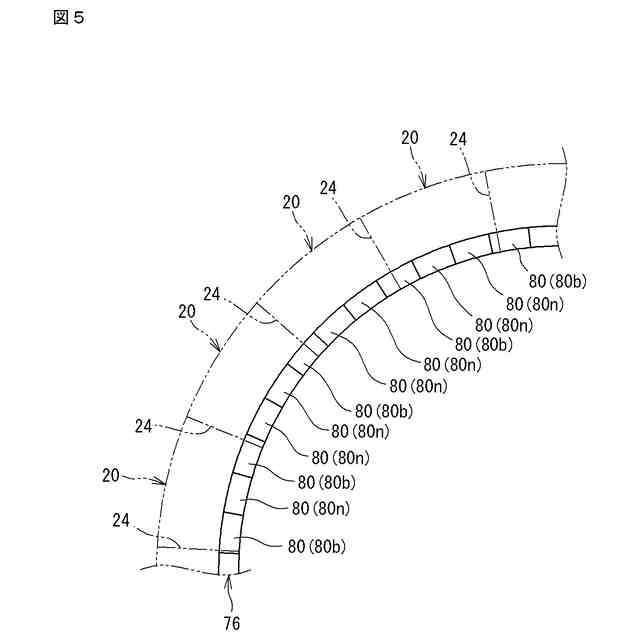
前記トレッドリングが、前記トレッド成形面を横断する複数の分割面を備え、
複数の前記分割面が前記トレッドリングを複数のセグメントに分割し、
前記トレッドリングに含まれる前記セグメントの数が17以上であり、
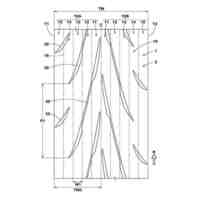
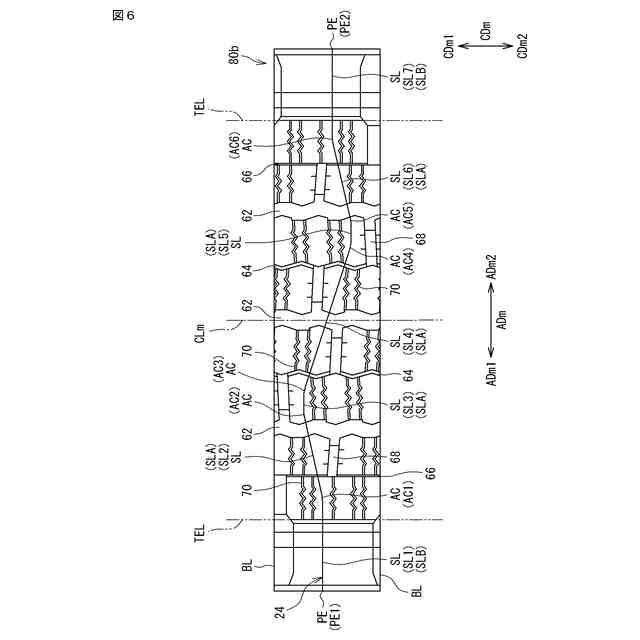
前記トレッド成形面の展開図において、前記分割面が、軸方向に並ぶ複数の直線と、隣り合う2本の前記直線の間を繋ぐ複数の円弧とを含み、
複数の前記直線のうち、軸方向最外側に位置する2本の直線がそれぞれ、軸方向と実質的に平行にのびる基準直線であり、
前記分割面が、前記横ブレードと交差しない、
タイヤ用モールド。
続きを表示(約 490 文字)
【請求項2】
前記トレッド成形面の展開図において、前記横ブレードから前記分割面までの距離が1.5mm以上である、
請求項1に記載のタイヤ用モールド。
【請求項3】
前記円弧の半径が10.0mm以上である、
請求項2に記載のタイヤ用モールド。
【請求項4】
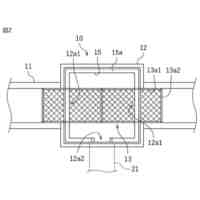
前記横ブレードが、前記横ブレードの長さ方向及び高さ方向に広がるブレード本体を備え、
前記ブレード本体の厚さが0.6mm以下である、
請求項1に記載のタイヤ用モールド。
【請求項5】
前記ブレード本体が、前記横ブレードの長さ方向及び高さ方向にジグザグにのびるブレードである、
請求項4に記載のタイヤ用モールド。
【請求項6】
前記トレッドリングに含まれる前記セグメントの数が素数である、
請求項1に記載のタイヤ用モールド。
【請求項7】
生タイヤをモールド内で加圧及び加熱する工程を含み、
前記モールドが、請求項1から6のいずれかに記載のモールドである、
タイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤ用モールド及びタイヤの製造方法に関する。詳細には、本発明は、トレッド部に多数のサイプが刻まれたタイヤのためのモールド及びこのモールドを用いたタイヤの製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
タイヤはモールドを用いて成形される。モールドは、トレッド部を成形するトレッドリングを有する。割モールドタイプのモールドでは、トレッドリングは複数のセグメントを有する。各セグメントは隣に位置するセグメントと密着する合わせ面を備える。トレッドリングにおいて、セグメント同士が密着している部分が分割面である。分割面は、隣り合うセグメントの合わせ面が密着することで構成される。
【0003】
スタッドレスタイヤやスノータイヤのようなタイヤのトレッド部、詳細にはトレッド部に設けられた多数のブロックには、略軸方向にのびる多数のサイプが刻まれる。これら横サイプを刻むために、セグメントは内向きに突出する多数の横ブレードを有する。横サイプの溝幅は極めて狭い。そのため、横ブレードは、極めて薄いブレードで構成される。
【0004】
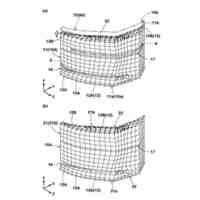
モールドを開くとき、セグメントはその全体がタイヤ径方向に沿って外向きに動く。そのため、セグメントが有する横ブレードの中には、セグメントの移動の向きと概ね一致する方向にのびる通常ブレードと、セグメントの移動の向きに対して傾斜してのびる特異ブレードとが存在する。
【0005】
タイヤをモールドから取り出す際、特異ブレードには、通常ブレードに作用する力よりも大きな力が作用する。そのため、特異ブレードには、折れや曲がりのような損傷が生じやすい。このような損傷はタイヤの品質を損なうという懸念がある。そこで、高品質なタイヤを安定に製造するために、横ブレードに損傷が生じにくいモールドが求められている。例えば、下記の特許文献1では、トレッドリングに含まれるセグメントの数を増やして横ブレードの損傷を抑制することが検討されている。
【先行技術文献】
【特許文献】
【0006】
特開2021-62547号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、サイプを刻むためのブレードの損傷を抑制できる、タイヤ用モールドを提供することにある。
【課題を解決するための手段】
【0008】
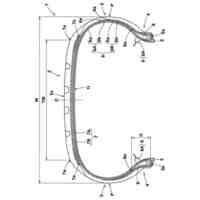
本発明に係るタイヤ用モールドは、トレッド部を備え、前記トレッド部が、軸方向に並ぶ複数の周方向溝と、周方向に並ぶ複数の横サイプとを含む、トレッドパターンを有し、複数の前記周方向溝によって複数の陸部が前記トレッド部に構成され、各陸部に複数の前記横サイプが刻まれ、各前記横サイプが周方向に対してなす角度が20度以上であり、前記トレッド部の外面に軸方向にのびる直線を引くと、前記直線が少なくとも一つの横サイプと交差する、又は、前記直線が前記横サイプと交差しなくても、前記横サイプまでの距離が1.5mm未満の位置を通る、タイヤを形成するためのモールドである。前記モールドは、前記トレッド部を形成するトレッドリングを備える。前記トレッドリングの内周面は、前記トレッドパターンを前記トレッド部に形成するトレッド成形面を備える。前記トレッド成形面は、複数の前記周方向溝を形成する複数の周方向凸部と、複数の前記横サイプを形成する複数の横ブレードとを備える。前記トレッドリングは、前記トレッド成形面を横断する複数の分割面を備える。複数の前記分割面は前記トレッドリングを複数のセグメントに分割する。前記トレッドリングに含まれる前記セグメントの数は17以上である。前記トレッド成形面の展開図において、前記分割面は、軸方向に並ぶ複数の直線と、隣り合う2本の前記直線の間を繋ぐ複数の円弧とを含む。複数の前記直線のうち、軸方向最外側に位置する2本の直線がそれぞれ、軸方向と実質的に平行にのびる基準直線である。前記分割面は、前記横ブレードと交差しない。
【0009】
本発明に係るタイヤの製造方法は、生タイヤをモールド内で加圧及び加熱する工程を含む。前記モールドは、前述のモールドである。
【発明の効果】
【0010】
本発明によれば、サイプを刻むためのブレードの損傷を抑制できる、タイヤ用モールドが得られる。このモールドは、高品質なタイヤの安定な製造に貢献できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
10日前
住友ゴム工業株式会社
タイヤ
26日前
住友ゴム工業株式会社
タイヤ
20日前
住友ゴム工業株式会社
タイヤ
12日前
住友ゴム工業株式会社
タイヤ
12日前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
押出装置
3日前
住友ゴム工業株式会社
ゴルフボール
18日前
住友ゴム工業株式会社
ゴルフボール
18日前
住友ゴム工業株式会社
空気入りタイヤ
6日前
住友ゴム工業株式会社
二輪車用タイヤ
6日前
住友ゴム工業株式会社
空気入りタイヤ
6日前
住友ゴム工業株式会社
キャディバッグ
26日前
住友ゴム工業株式会社
自動二輪車用タイヤ
10日前
住友ゴム工業株式会社
自動二輪車用タイヤ
10日前
住友ゴム工業株式会社
捕集構造および捕集具
2日前
住友ゴム工業株式会社
タイヤモデルの作成方法
12日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
27日前
住友ゴム工業株式会社
アイアン型ゴルフクラブヘッド
20日前
住友ゴム工業株式会社
ベントホール洗浄診断システム
18日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
3日前
住友ゴム工業株式会社
タイヤ用モールド及びタイヤの製造方法
25日前
住友ゴム工業株式会社
空気入りタイヤの製造方法及び加硫金型
17日前
住友ゴム工業株式会社
混合装置、ボトルユニット及びパンク修理キット
27日前
住友ゴム工業株式会社
混合装置、ボトルユニット及びパンク修理キット
27日前
住友ゴム工業株式会社
計測システム、計測方法、治具、及び加振用ブロック
2日前
住友ゴム工業株式会社
トレッド成形用金型及びトレッド成形用金型の製造方法
17日前
住友ゴム工業株式会社
紙送りローラ
10日前
住友ゴム工業株式会社
タイヤの静的特性の予測方法、予測装置及び予測モデルの作成方法
20日前
住友ゴム工業株式会社
ゴム組成物およびタイヤ
19日前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ