TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025061874
公報種別
公開特許公報(A)
公開日
2025-04-11
出願番号
2025012020,2020168649
出願日
2025-01-28,2020-10-05
発明の名称
研磨布
出願人
ニッタ・デュポン株式会社
代理人
弁理士法人藤本パートナーズ
主分類
B24B
37/24 20120101AFI20250403BHJP(研削;研磨)
要約
【課題】本発明は、適度に樹脂を含有しても研磨レートが低下し難い研磨布を提供する。
【解決手段】本発明は、形成材料として、不織布と、該不織布に含浸された樹脂とを備えた研磨布であって、見掛け密度が0.30~0.50g/cm
3
であり、前記形成材料の存在比率の標準偏差が21.7%以下であり、通気抵抗値が23mmH
2
O以上である、研磨布である。
【選択図】なし
特許請求の範囲
【請求項1】
形成材料として、不織布と、該不織布に含浸された樹脂とを備えた研磨布であって、
見掛け密度が0.30~0.50g/cm
3
であり、
前記形成材料の存在比率の標準偏差が21.7%以下であり、
通気抵抗値が23mmH
2
O以上である、研磨布。
続きを表示(約 97 文字)
【請求項2】
圧縮率が5%以下である、請求項1に記載の研磨布。
【請求項3】
前記形成材料の存在比率の平均値が22~45%である、請求項1又は2に記載の研磨布。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨布に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、シリコンウェハなどの被研磨物を研磨するのに、形成材料として、不織布と、該不織布に含浸された樹脂とを備えた研磨布が用いられている(例えば、特許文献1)。
【0003】
ここで、研磨布においては、柔軟性が高すぎる場合に端部ダレが生じることが知られている。
樹脂の含浸量を増やして研磨布を硬くすると端部ダレ等の問題を回避できるが、その場合は、研磨布を形成する形成材料の存在比率が高くなる。
被研磨物の研磨時には、形成材料の存在していない部分(空隙)が削り屑の収容スペースとなるため、樹脂の含浸量を増やしすぎると目詰まりし易くなり、その結果、研磨レートが低下しやすくなる。
【先行技術文献】
【特許文献】
【0004】
特開2006-43811号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明は、上記問題点に鑑み、適度に樹脂を含有しても研磨レートが低下し難い研磨布を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明に係る研磨布は、形成材料として、不織布と、該不織布に含浸された樹脂とを備えた研磨布であって、
見掛け密度が0.30~0.50g/cm
3
であり、
前記形成材料の存在比率の標準偏差が21.7%以下であり、
通気抵抗値が23mmH
2
O以上である。
【0007】
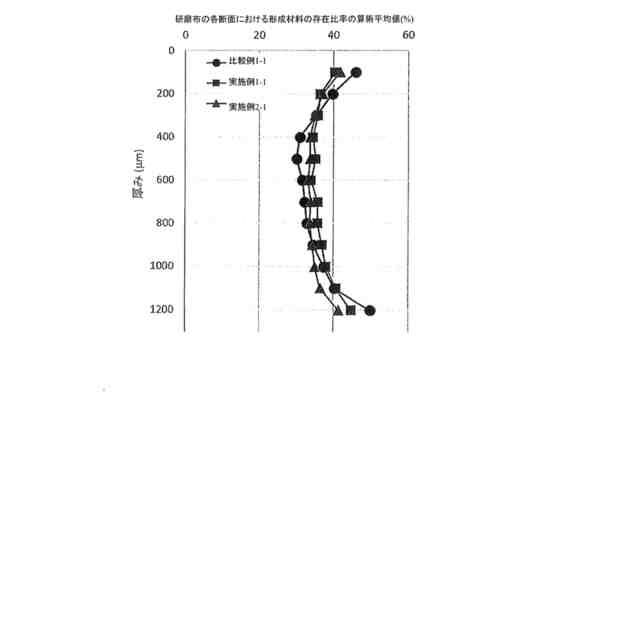
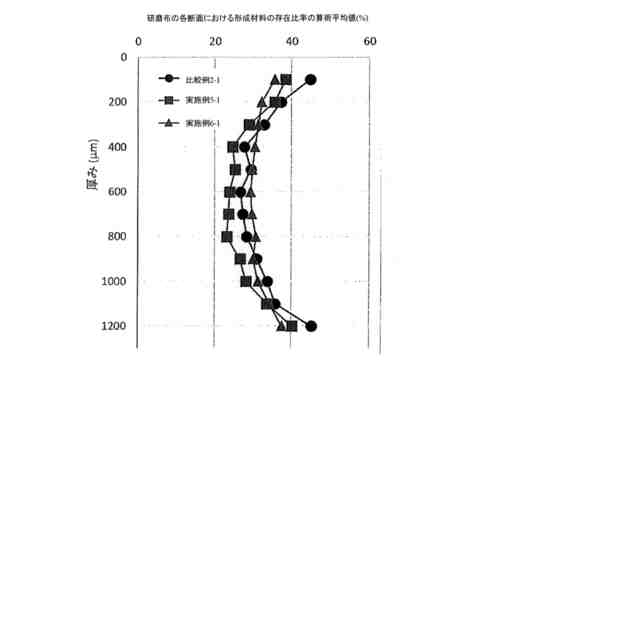
また、斯かる研磨布は、前記形成材料の存在比率の標準偏差が21.7%以下であることにより、研磨布の表面から内部まで空隙の割合が比較的均一になる。そして、斯かる研磨布は、研磨布の表面から内部まで空隙が繋がりやすくなり、その結果、削り屑が多少空隙に詰まっても、研磨レートが低下し難くなる。
【発明の効果】
【0008】
以上より、本発明によれば、適度に樹脂を含有しても研磨レートが低下し難い研磨布を提供し得る。
【図面の簡単な説明】
【0009】
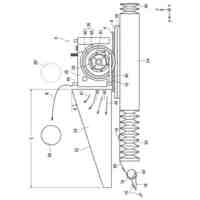
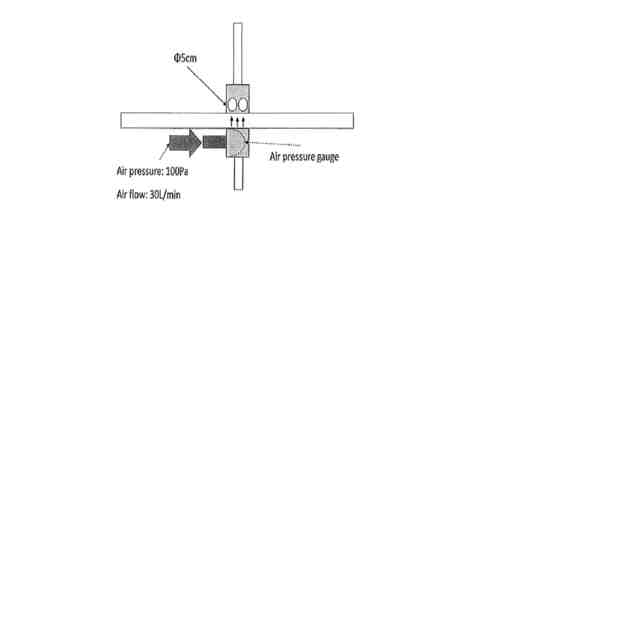
通気抵抗値(APR)の測定に用いた装置の概略図。
実施例1-1、2-1及び比較例1-1の研磨布の各断面における形成材料の存在比率の算術平均値。
実施例5-1、6-1及び比較例2-1の研磨布の各断面における形成材料の存在比率の算術平均値。
実施例1-1、2-1、3、4及び比較例1-1の研磨布を用いてウェハを研磨したときの研磨レート。
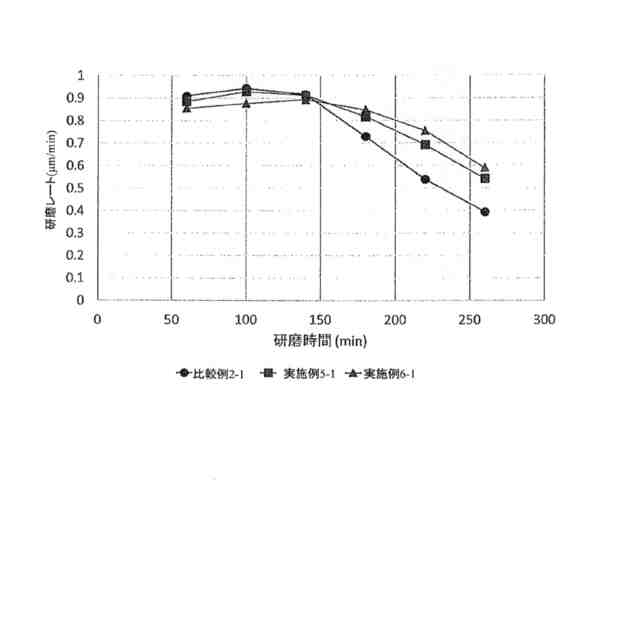
実施例5-1、6-1及び比較例2-1の研磨布を用いてウェハを研磨したときの研磨レート。
実施例1-1、2-1、3、4及び比較例1-1の研磨布を用いてウェハを研磨したときの研磨レート低下率。
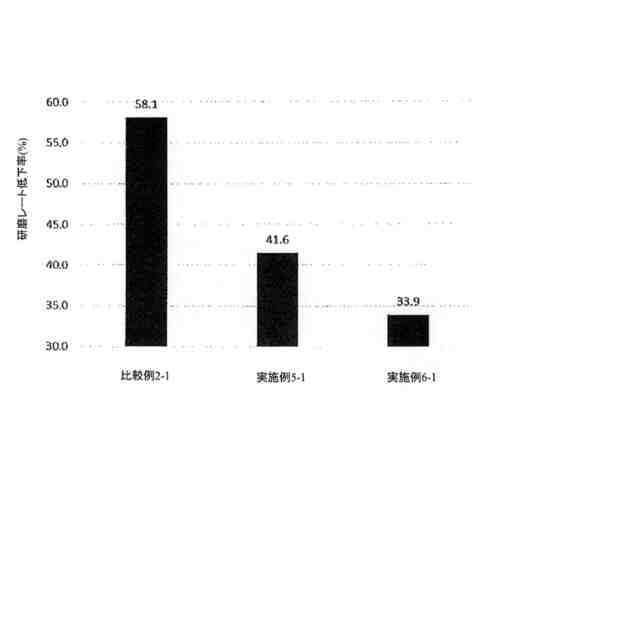
実施例5-1、6-1及び比較例2-1の研磨布を用いてウェハを研磨したときの研磨レート低下率。
実施例1-1の研磨布の表面のSEM画像(50倍)。
実施例1-1の研磨布の断面のSEM画像(50倍)。
比較例1-1の研磨布の表面のSEM画像(50倍)。
比較例1-1の研磨布の断面のSEM画像(50倍)。
実施例5-1の研磨布の表面のSEM画像(50倍)。
実施例5-1の研磨布の断面のSEM画像(50倍)。
比較例2-1の研磨布の表面のSEM画像(50倍)。
比較例2-1の研磨布の断面のSEM画像(50倍)。
【発明を実施するための形態】
【0010】
以下、添付図面を参照しつつ、本発明の一実施形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
1か月前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
29日前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社IHI
ブラストガン
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社精工技研
研磨装置および研磨方法
28日前
株式会社ディスコ
加工方法、及び、切削装置
20日前
NTN株式会社
加工装置
1か月前
日本特殊研砥株式会社
超弾性砥石
22日前
信越半導体株式会社
洗浄処理装置
2か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
28日前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
トヨタ紡織株式会社
プレス金型の研磨方法
6日前
富士紡ホールディングス株式会社
研磨パッド
27日前
富士紡ホールディングス株式会社
研磨パッド
27日前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
29日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
4か月前
株式会社ディスコ
研削装置
2か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
加工装置
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ