TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025059378
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169431
出願日
2023-09-29
発明の名称
研磨パッド及び研磨パッドの製造方法
出願人
富士紡ホールディングス株式会社
代理人
個人
主分類
B24B
37/22 20120101AFI20250403BHJP(研削;研磨)
要約
【課題】研磨層の物性・気泡構造を大きく変更することなく、ハネ形状の改善を可能とする研磨パッドを提供することを目的とする。
【解決手段】被研磨物8を研磨加工するための研磨面を有する研磨層4と、前記研磨層4の研磨面と反対側に配置される基材層6と、を備える研磨パッド3であって、前記基材層4は、MAGによる応力緩和試験で200秒経過時の応力緩和率が20%以上であり、前記基材層4は、圧縮モードの動的粘弾性測定でtanδが20~100℃において常に0.12以上である、研磨パッド3。
【選択図】図1
特許請求の範囲
【請求項1】
被研磨物を研磨加工するための研磨面を有する研磨層と、前記研磨層の研磨面と反対側に配置される基材層と、を備える研磨パッドであって、
前記基材層は、MAGによる応力緩和試験で200秒経過時の応力緩和率が20%以上であり、
前記基材層は、圧縮モードの動的粘弾性測定でtanδが20~100℃において常に0.12以上である、研磨パッド。
続きを表示(約 260 文字)
【請求項2】
前記基材層が、涙型気泡を含み、湿式成膜フィルム又は樹脂付着量が0.125g/cm
3
以下である樹脂含浸不織布である、請求項1に記載の研磨パッド。
【請求項3】
金属研磨用の研磨パッドである、請求項1に記載の研磨パッド。
【請求項4】
金属面を有する被研磨物を研磨する研磨方法であって、
金属面を有する被研磨物を用意する工程と、
請求項1に記載の研磨パッドの研磨面を前記金属面に接触させ、前記金属面を研磨する工程とを含む、研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関する。詳細には、本発明は、光学材料、半導体ウェハ、半導体デバイス、ハードディスク用基板等の研磨に好適に用いることができる研磨パッドに関する。特に半導体ウェハの上に酸化物層、金属層等が形成されたデバイスを研磨するのに好適に用いられる。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
通常、半導体ウェハ等の研磨は、研磨パッドとウェハとの間にスラリー(研磨液)を供給しながら加圧した状態で相対的に摺動させて化学的作用と機械的研磨の複合作用によってウェハ表面を平坦化する、いわゆるCMP技術によって行なわれる。
【0003】
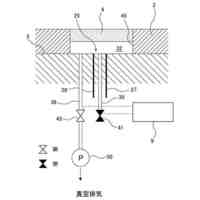
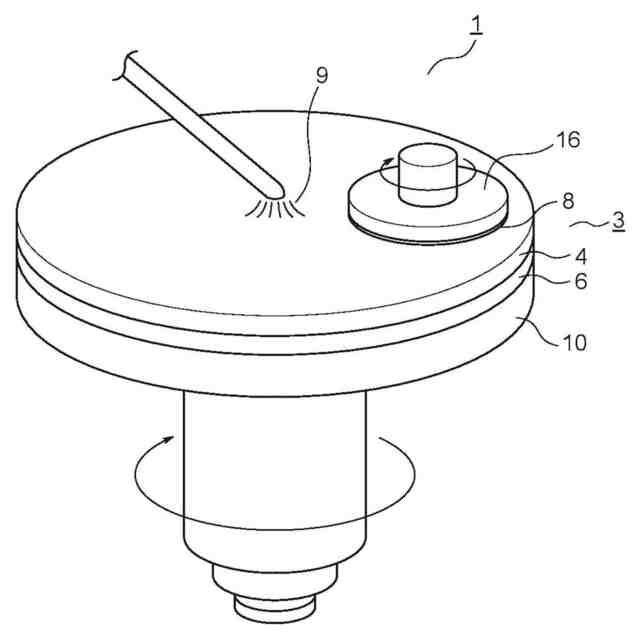
CMP法について、図1を用いて説明する。図1のように、CMP法を実施する研磨装置1には、研磨パッド3が備えられ、当該研磨パッド3は、保持定盤16及び被研磨物8がずれないように保持するリテーナリング(図1では図示しない)に保持された被研磨物8に当接するとともに、研磨を行う層である研磨層4と研磨層4を支持する基材層6を含む。研磨パッド3は、被研磨物8が押圧された状態で回転駆動され、被研磨物8を研磨する。その際、研磨パッド3と被研磨物8との間には、スラリー9が供給される。スラリー9は、水と各種化学成分や硬質の微細な砥粒の混合物(分散液)であり、その中の化学成分や砥粒が流されながら、被研磨物8との相対運動により、研磨効果を増大させるものである。スラリー9は溝又は孔を介して研磨面に供給され、排出される。
【0004】
ところで、上記研磨パッド3としては、研磨層4にポリウレタンフォームを用いたものが従来から用いられているが、被研磨物8のプロファイル異常、特に被研磨物8の周縁部であるエッジ部分でのプロファイル異常が発生することがある。
エッジプロファイルの異常としては、酸化膜研磨においては、被研磨物のエッジ部分が中央部より大きく研磨される「端部ダレ」という過研磨現象や、エッジ部分より少し内側の周縁部に凹凸が生じる「リバウンド」という研磨不良現象が、Cu膜(ダマシン構造)の様な金属膜研磨においては被研磨物のエッジ部分が中央部に比べて研磨されず「ハネ形状」となってしまう研磨不良現象が発生する。
【0005】
特許文献1には、発泡体中の気泡の構造を特定なものとすることにより、研磨層の硬度を一定の範囲におさえて研磨傷の発生を抑制しつつ「端部ダレ」を防ぐ研磨パッドが開示されている。また、特許文献2には、研磨層の硬度と引裂強度を所定範囲とすることで「端部ダレ」の問題がない研磨パッドが開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2012-714号公報
特開2016-190313号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記特許文献1、2に記載の研磨パッドは、研磨層の物性や気泡構造を特定のものとする必要があり、「端部ダレ」の改善ができたとしても他の研磨性能に劣る可能性があった。また、「端部ダレ」を改善するものの、別のエッジプロファイル異常である「ハネ形状」の改善については言及されていない。
【0008】
本発明は、上記の問題点に鑑みてなされたものであり、研磨層の物性・気泡構造を大きく変更することなく、ハネ形状の改善を可能とする研磨パッドを提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題に鑑み、鋭意研究したところ、特定の基材層を用いることにより、「ハネ形状」が改善されることを見出し、本発明に到達した。
すなわち、本発明は以下を包含する。
[1] 被研磨物を研磨加工するための研磨面を有する研磨層と、前記研磨層の研磨面と反対側に配置される基材層と、を備える研磨パッドであって、
前記基材層は、MAGによる応力緩和試験で200秒経過時の応力緩和率が20%以上であり、
前記基材層は、圧縮モードの動的粘弾性測定でtanδが20~100℃において常に0.12以上である、研磨パッド。
[2] 前記基材層が、涙型気泡を含み湿式成膜フィルム又は樹脂付着量が0.125g/cm
3
以下である樹脂含浸不織布である、[1]に記載の研磨パッド。
[3] 金属研磨用の研磨パッドである、[1]に記載の研磨パッド。
[4] 金属面を有する被研磨物を研磨する研磨方法であって、
金属面を有する被研磨物を用意する工程と、
請求項1に記載の研磨パッドの研磨面を前記金属面に接触させ、前記金属面を研磨する工程とを含む、研磨方法。
【発明の効果】
【0010】
本発明の研磨パッドは、基材層にMAGによる応力緩和試験で200秒経過時の応力緩和率が20%以上であり、かつ、圧縮モードの動的粘弾性測定でtanδが20~100℃において常に0.12以上である低反発材料を用いることで、エッジプロファイル異常(特に金属膜におけるハネ形状)が抑制される。また、圧力応答性に優れるためエッジプロファイルの制御がしやすい。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
10日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
7日前
株式会社精工技研
研磨装置および研磨方法
6日前
キヤノン電子株式会社
加工工具、及び、加工装置
17日前
株式会社IHI
ブラストガン
1か月前
トヨタ自動車株式会社
バリ取り装置
18日前
日本特殊研砥株式会社
超弾性砥石
今日
NTN株式会社
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
6日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
1か月前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
5日前
富士紡ホールディングス株式会社
研磨パッド
5日前
富士紡ホールディングス株式会社
研磨パッド
7日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
13日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社荏原製作所
透明液充填方法
2か月前
三菱重工業株式会社
加工器具及び加工方法
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ