TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058756
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168890
出願日
2023-09-28
発明の名称
粉体樹脂塗装方法及び粉体樹脂塗装装置
出願人
本田技研工業株式会社
代理人
個人
,
個人
,
個人
主分類
H02K
15/12 20250101AFI20250402BHJP(電力の発電,変換,配電)
要約
【課題】ステータのコイルエンド部全体の塗膜が厚くなりすぎることなく、コイルエンド部のブリッジ部に所定の膜厚の塗膜を形成することができる粉体樹脂塗装方法及び粉体樹脂塗装装置を提供すること。
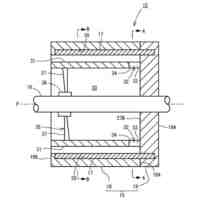
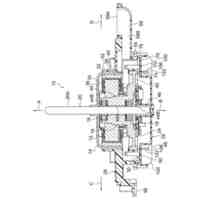
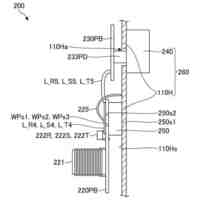
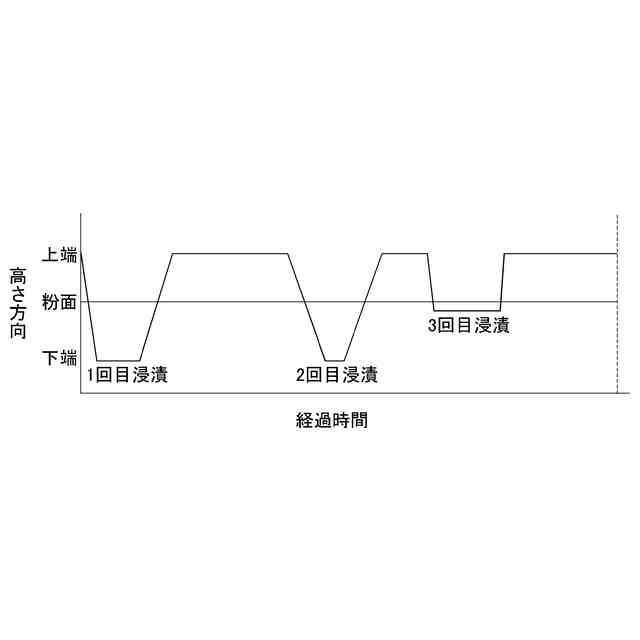
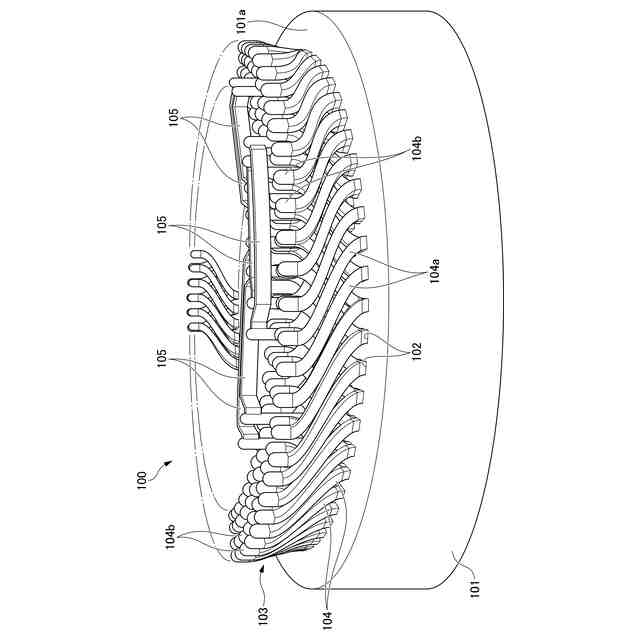
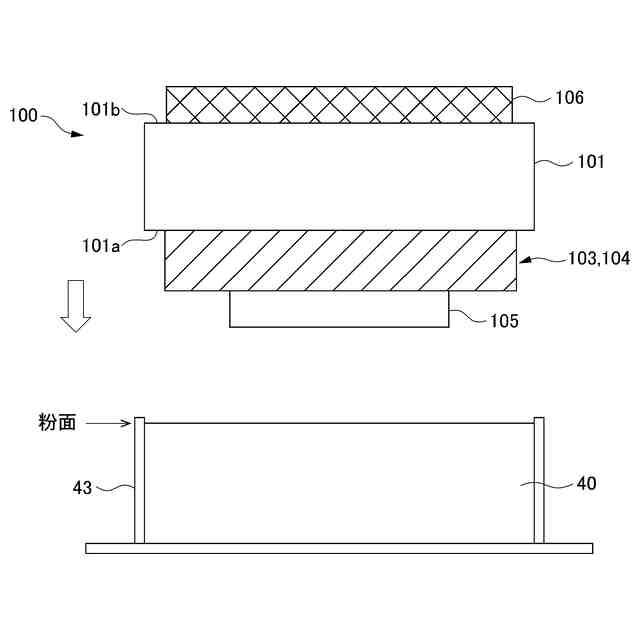
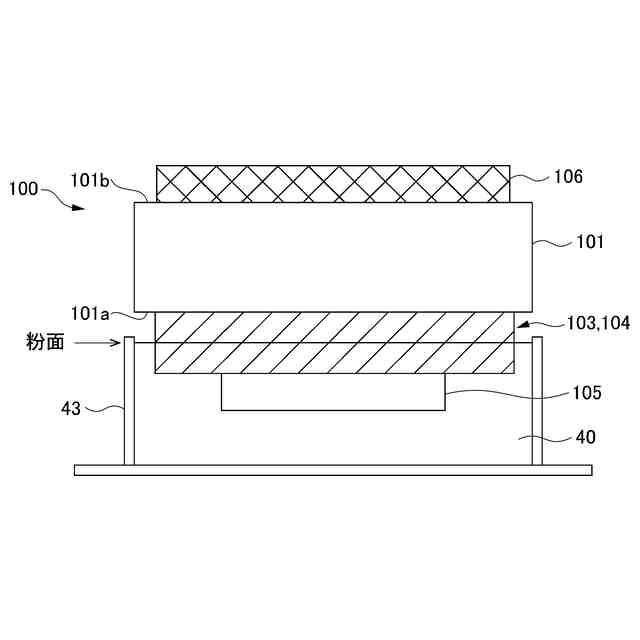
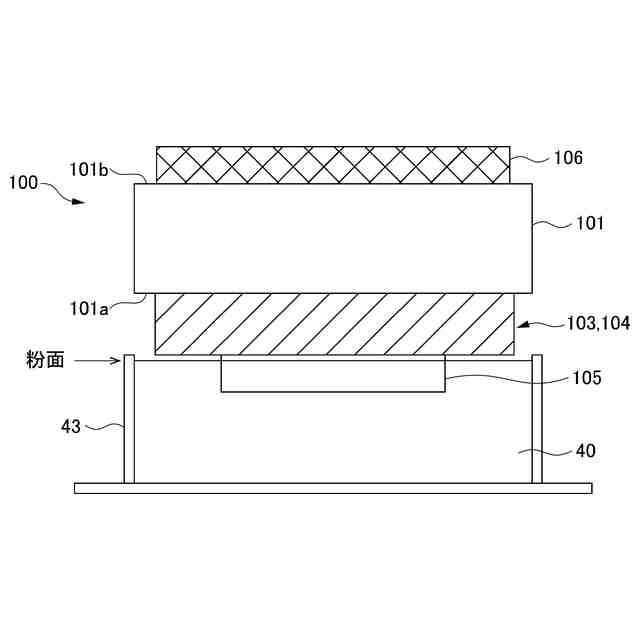
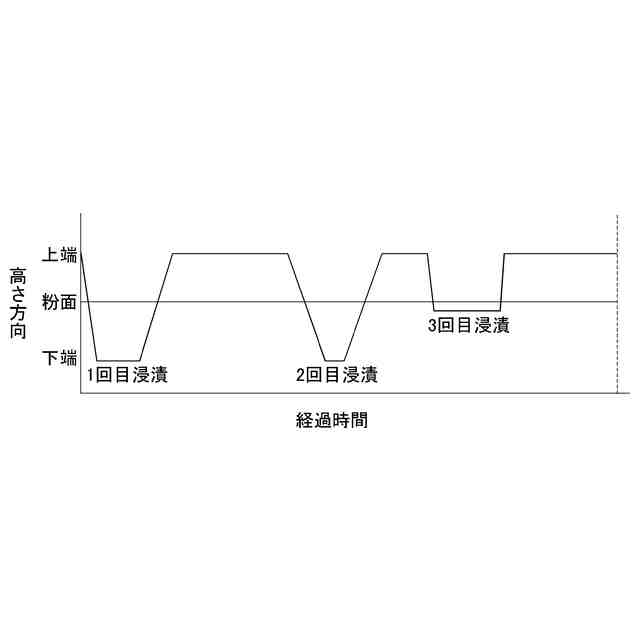
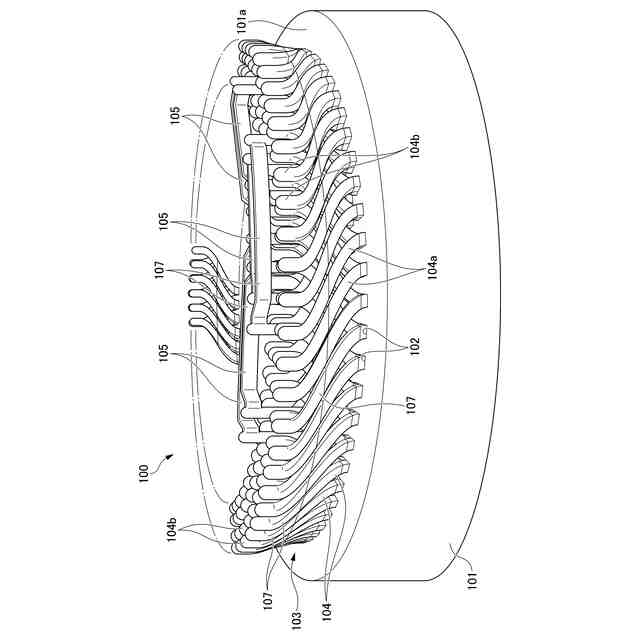
【解決手段】ステータコア101から突出するコイルエンド部103に、コイル同士の溶接部104bと、溶接部104bよりもステータコア101から遠い位置に配置されて複数の溶接部104b間を接続するブリッジ部105と、を有するステータ100のコイルエンド部103に粉体樹脂40を塗装する粉体樹脂塗装方法であって、粉体樹脂40に、加熱状態のコイルエンド部103を浸漬させて溶接部104b及びブリッジ部105に粉体樹脂40を溶着させる第1の浸漬工程の他に、粉体樹脂40に、ブリッジ部105のみを浸漬させてブリッジ部105に粉体樹脂40を溶着させる第2の浸漬工程を少なくとも1回付加する。
【選択図】図8
特許請求の範囲
【請求項1】
ステータコアから突出するコイルエンド部に、コイル同士の溶接部と、前記溶接部よりも前記ステータコアから遠い位置に配置されて複数の前記溶接部間を接続するブリッジ部と、を有するステータの前記コイルエンド部に粉体樹脂を塗装する粉体樹脂塗装方法であって、
前記粉体樹脂に、加熱状態の前記コイルエンド部を浸漬させて前記溶接部及び前記ブリッジ部に前記粉体樹脂を溶着させる第1の浸漬工程の他に、前記粉体樹脂に、前記ブリッジ部のみを浸漬させて前記ブリッジ部に前記粉体樹脂を溶着させる第2の浸漬工程を少なくとも1回付加する、粉体樹脂塗装方法。
続きを表示(約 720 文字)
【請求項2】
前記第2の浸漬工程は、前記第1の浸漬工程の後に実行する、請求項1に記載の粉体樹脂塗装方法。
【請求項3】
前記第2の浸漬工程は、前記コイルエンド部に前記粉体樹脂を塗装する最後の工程である、請求項2に記載の粉体樹脂塗装方法。
【請求項4】
ステータコアから突出するコイルエンド部に、コイル同士の溶接部と、前記溶接部よりも前記ステータコアから遠い位置に配置されて複数の前記溶接部間を接続するブリッジ部と、を有するステータの前記コイルエンド部に粉体樹脂を塗装する粉体樹脂塗装装置であって、
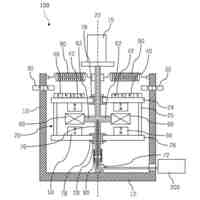
前記粉体樹脂を貯留する粉体槽と、
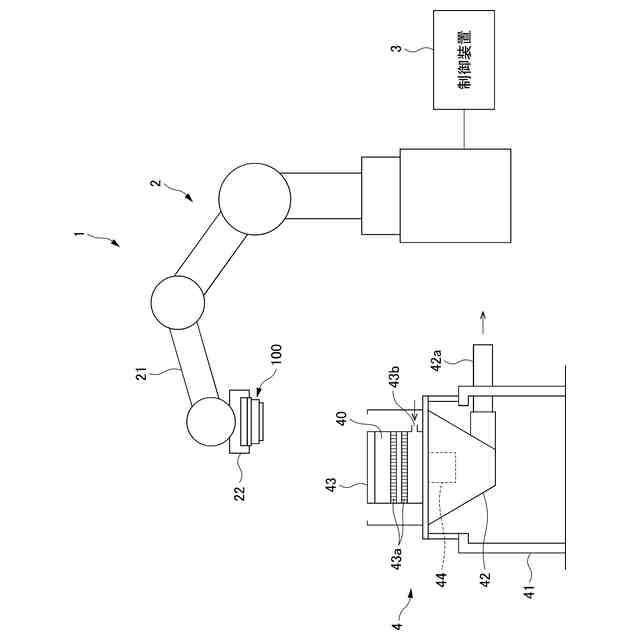
前記ステータを保持するとともに、前記粉体槽に前記コイルエンド部を浸漬させる動作を行う搬送装置と、
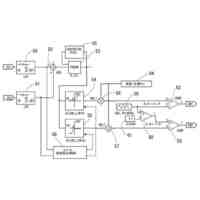
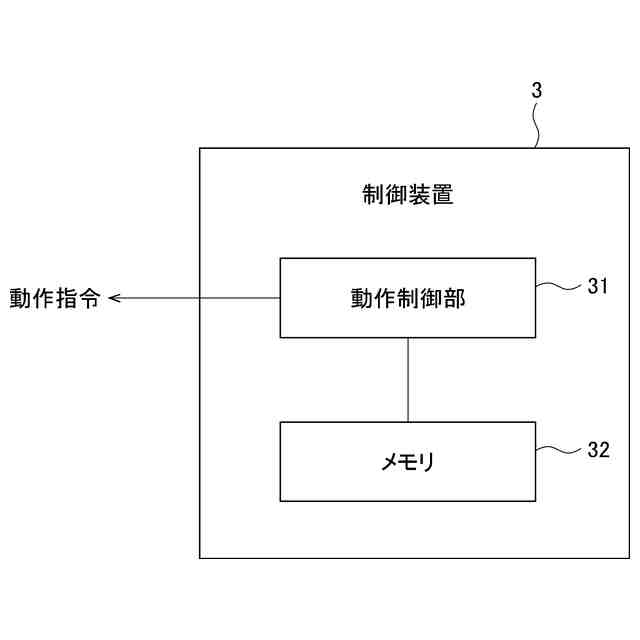
前記搬送装置の動作を制御する制御装置と、を備え、
前記制御装置は、加熱状態の前記コイルエンド部を前記粉体槽に浸漬させて前記溶接部及び前記ブリッジ部に前記粉体樹脂を溶着させる第1の浸漬動作の他に、前記ブリッジ部のみを前記粉体槽に浸漬させて前記ブリッジ部に前記粉体樹脂を溶着させる第2の浸漬動作を、少なくとも1回付加するように前記搬送装置の動作を制御する、粉体樹脂塗装装置。
【請求項5】
前記制御装置は、前記第2の浸漬動作を、前記第1の浸漬動作の後に実行するように前記搬送装置の動作を制御する、請求項4に記載の粉体樹脂塗装装置。
【請求項6】
前記制御装置は、前記第2の浸漬動作を、前記コイルエンド部に前記粉体樹脂を塗装する動作の最後に実行するように前記搬送装置の動作を制御する、請求項5に記載の粉体樹脂塗装装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粉体塗装方法及び粉体塗装装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、粉体樹脂を貯留する粉体槽に予め加熱しておいたワークを浸漬し、ワークの熱によって粉体樹脂を溶融させ、溶融した粉体樹脂をワーク表面に溶着させて塗膜を形成する粉体樹脂塗装方法が知られている(例えば、特許文献1参照)。
【0003】
このような粉体樹脂塗装は、回転電機に使用されるステータのコイルエンド部に配置されるコイル同士の溶接部に塗膜を形成する際に使用されている。
【先行技術文献】
【特許文献】
【0004】
特許第6616382号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ワークの温度は粉体樹脂のワーク表面への溶着状態に影響する。そのため、粉体樹脂塗装時のワークの温度は、ワーク表面に所定の膜厚の高精度な塗膜を形成する上で重要な要素である。しかし、ステータのコイルエンド部は、コイル同士の溶接部の他に、複数の溶接部間を接続するブリッジ部を有しており、これらの部位毎に温度が異なることによって、膜厚が不均一になり易い。
【0006】
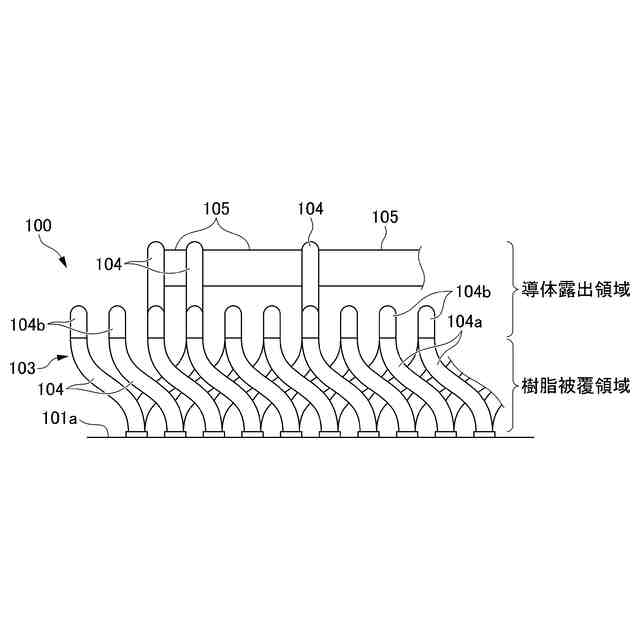
特にブリッジ部は、溶接部よりも広い面積を有し、溶接部よりも突出してステータコアから遠い位置に配置されるため、溶接部に比較して低温になり易い。そのため、コイルエンド部全体を粉体樹脂に浸漬させると、溶接部の塗膜よりもブリッジ部の塗膜の方が薄くなり易く、特にブリッジ部の角膜厚が薄く形成される傾向がある。その結果、ブリッジ部において、塗膜膜厚の下限要件を満たさなくなるおそれがある。
【0007】
塗膜は、粉体樹脂への浸漬回数を増加させることで厚くすることができるが、浸漬回数を増加させると、コイルエンド部の塗膜が厚くなりすぎ、コイルエンド部の内径の増加によってロータとの干渉のおそれが生じる。また、膜厚増加のために粉体樹脂への1回当たりの浸漬時間を増加させることも考えられるが、温度が低い部位は、浸漬時間を長くしても粉体樹脂への熱伝達が飽和するため、粉体樹脂の溶融が進まず、膜厚増加は望めない。
【0008】
そこで、本発明は、ステータのコイルエンド部全体の塗膜が厚くなりすぎることなく、コイルエンド部のブリッジ部に所定の膜厚の塗膜を形成することができる粉体樹脂塗装方法及び粉体樹脂塗装装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
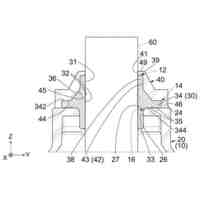
(1) ステータコア(例えば、後述のステータコア101)から突出するコイルエンド部(例えば、後述のコイルエンド部103)に、コイル同士の溶接部(例えば、後述の溶接部104b)と、前記溶接部よりも前記ステータコアから遠い位置に配置されて複数の前記溶接部間を接続するブリッジ部(例えば、後述のブリッジ部105)と、を有するステータ(例えば、後述のステータ100)の前記コイルエンド部に粉体樹脂(例えば、後述の粉体樹脂40)を塗装する粉体樹脂塗装方法であって、前記粉体樹脂に、加熱状態の前記コイルエンド部を浸漬させて前記溶接部及び前記ブリッジ部に前記粉体樹脂を溶着させる第1の浸漬工程の他に、前記粉体樹脂に、前記ブリッジ部のみを浸漬させて前記ブリッジ部に前記粉体樹脂を溶着させる第2の浸漬工程を少なくとも1回付加する、粉体樹脂塗装方法である。
【0010】
上記(1)によれば、ステータのコイルエンド部全体の塗膜が厚くなりすぎることなく、塗膜が薄くなり易いコイルエンド部のブリッジ部に所定の膜厚の塗膜を安定して高精度に形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高電荷低電位電荷搬送体
5日前
個人
ファスナー式コード束ね
6日前
株式会社豊田自動織機
回転電機
5日前
個人
回転電気装置及び発電装置
7日前
ニチコン株式会社
電力変換装置
11日前
未来工業株式会社
ゲージ
5日前
株式会社豊田自動織機
回転電機のロータ
6日前
矢崎総業株式会社
配電装置
11日前
株式会社コスメック
自立発電装置
7日前
日産自動車株式会社
インバータ
11日前
コーセル株式会社
スイッチング電源装置
5日前
高周波熱錬株式会社
電源装置
6日前
日本航空電子工業株式会社
シール構造体
1日前
高周波熱錬株式会社
電源装置
6日前
矢崎総業株式会社
グロメット
1日前
ニデック株式会社
ステータ、モータ及びドローン
6日前
株式会社ミツバ
端子ユニット
5日前
株式会社ミツバ
モータ制御装置
5日前
株式会社ミツバ
モータ制御装置
5日前
株式会社オリジン
充電器
1日前
株式会社ミツバ
モータ制御装置
5日前
株式会社村田製作所
電源装置及びプログラム
7日前
本田技研工業株式会社
回転電機
5日前
株式会社ミツバ
モータ制御装置
5日前
本田技研工業株式会社
回転電機
1日前
豊田合成株式会社
太陽光発電給電装置
7日前
株式会社アイシン
バッテリケース
7日前
TOTO株式会社
無線送電システム
11日前
株式会社アイシン
車両用駆動装置
6日前
株式会社力電
励磁突入電流の抑制回路システム
6日前
シンフォニアテクノロジー株式会社
電力変換装置
7日前
株式会社豊田自動織機
充電器
1日前
株式会社明電舎
電力変換装置
5日前
株式会社デンソー
モータ
5日前
株式会社ミツバ
ロータ製造方法及びロータ製造装置
8日前
ダイキン工業株式会社
電気装置、空気調和機
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ