TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025050563
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159427
出願日
2023-09-25
発明の名称
トルク締め個所検出システム
出願人
三菱電機株式会社
代理人
個人
,
個人
主分類
B25B
23/14 20060101AFI20250328BHJP(手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ)
要約
【課題】周囲の環境の影響を受けることなく、締結部品の締め付け位置を検出することが可能なトルク締め個所検出システムを提供する。
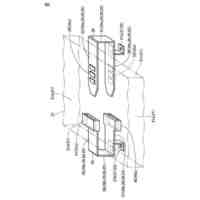
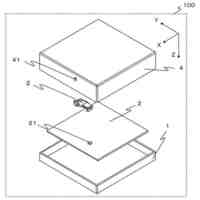
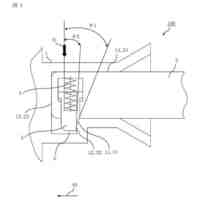
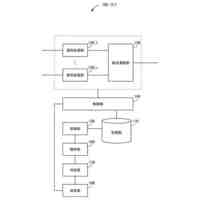
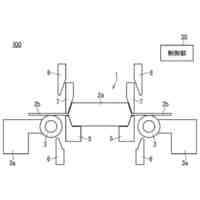
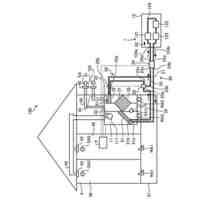
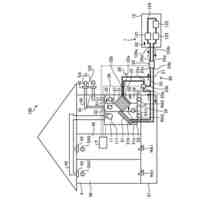
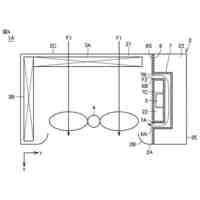
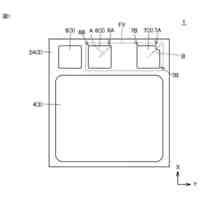
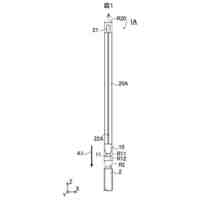
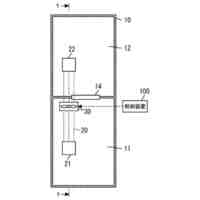
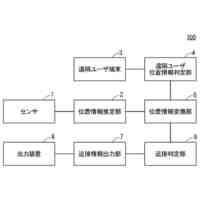
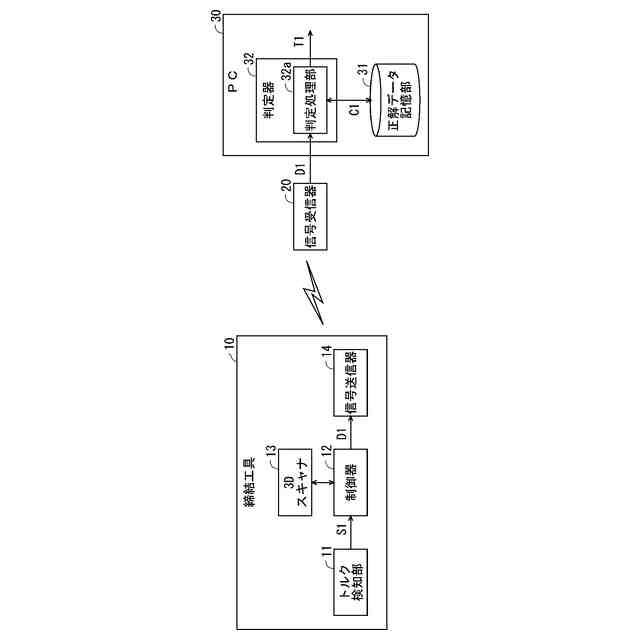
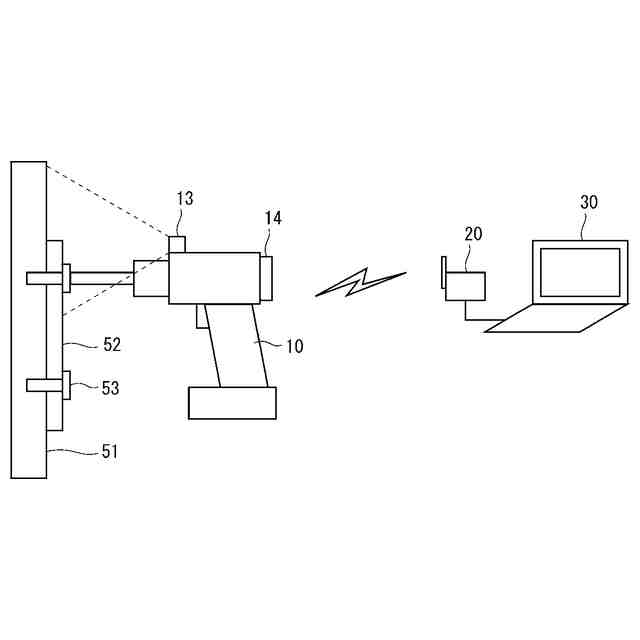
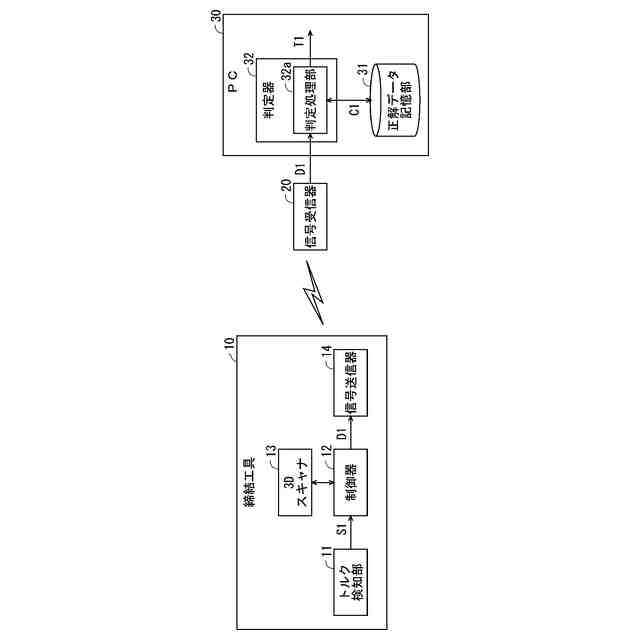
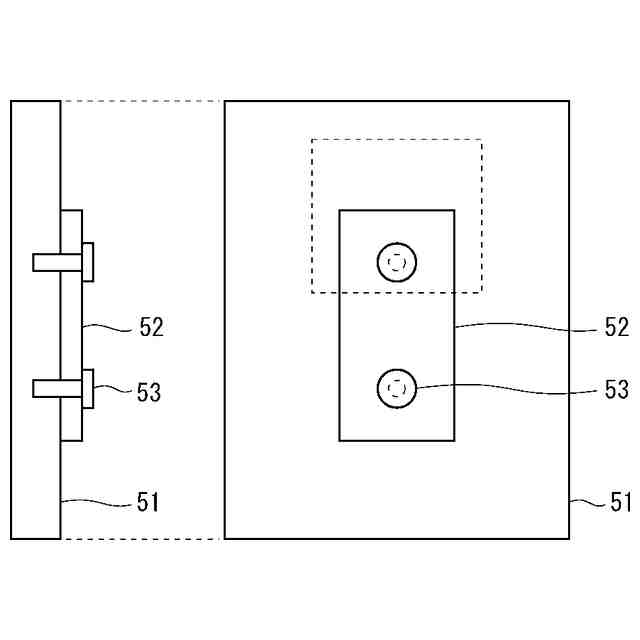
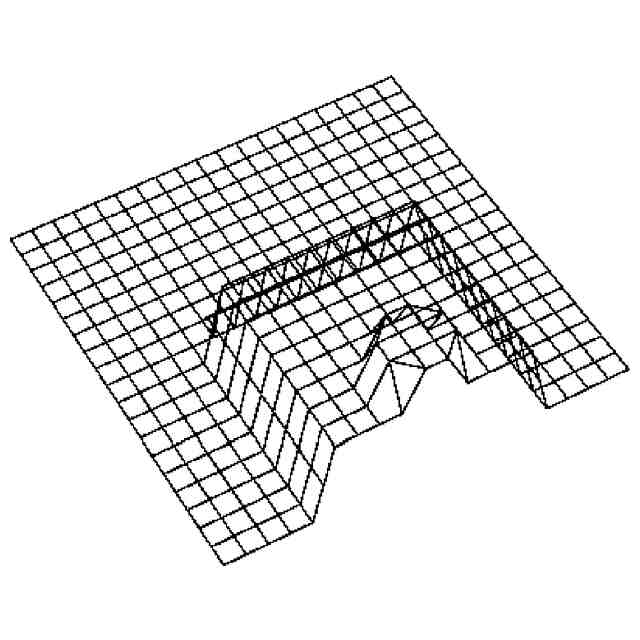
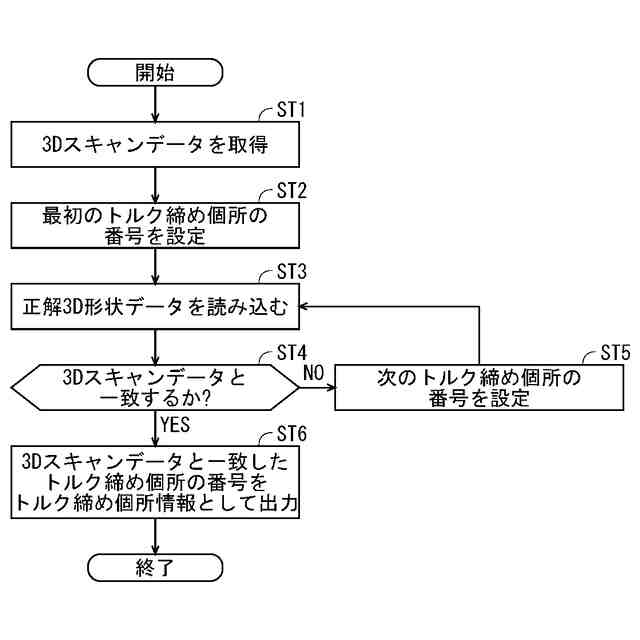
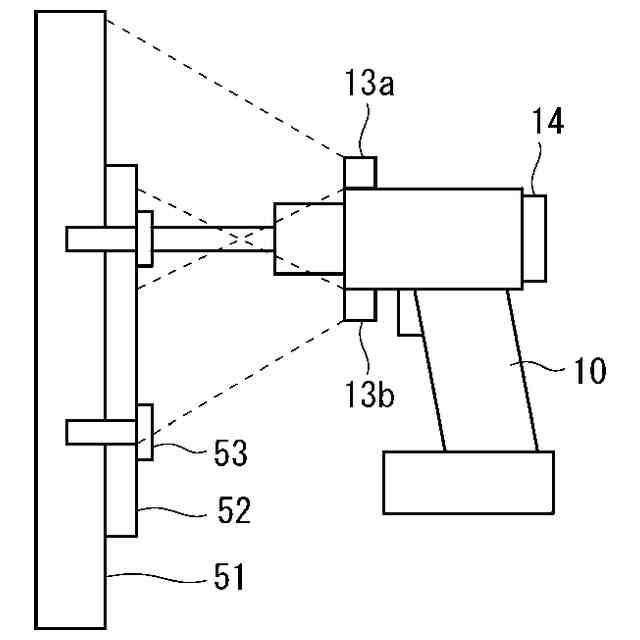
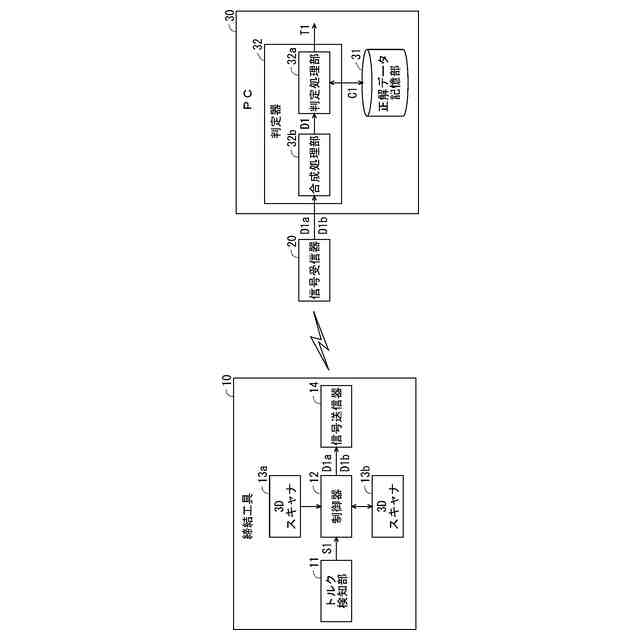
【解決手段】締結工具(10)は、作業対象の製品であるワーク(51)の面上の各点までの距離のデータによってワーク(51)の形状を表した3Dスキャンデータ(D1)を生成する3Dスキャナ(13)を搭載する。トルク検知部(11)は、締結工具(10)のトルク締めのトルクが規定値に達するとトルク締め信号(S1)を出力する。判定器(32)は、トルク締め信号(S1)が出力されたときに生成された3Dスキャンデータ(D1)と、ワーク(51)の正しい形状を表した正解3D形状データ(C1)とを照合することにより、ワーク(51)上のトルク締め個所を特定する。
【選択図】図2
特許請求の範囲
【請求項1】
締結部品のトルク締めを行う締結工具と、
前記トルク締めのトルクを検知し、当該トルクが規定値に達するとトルク締め信号を出力するトルク検知部と、
前記締結工具に搭載され、作業対象の製品であるワークの面上の各点までの距離のデータによって前記ワークの形状を表した3Dスキャンデータを生成する3Dスキャナと、
前記ワークの正しい形状を表した正解3D形状データを記憶した正解データ記憶部と、
前記トルク締め信号が出力されたときに生成された前記3Dスキャンデータと前記正解3D形状データとを照合することにより、前記ワーク上のトルク締め個所を特定する判定器と、
を備えるトルク締め個所検出システム。
続きを表示(約 680 文字)
【請求項2】
前記正解3D形状データは、前記ワークの設計データである3DCADデータから作成されたものである、
請求項1に記載のトルク締め個所検出システム。
【請求項3】
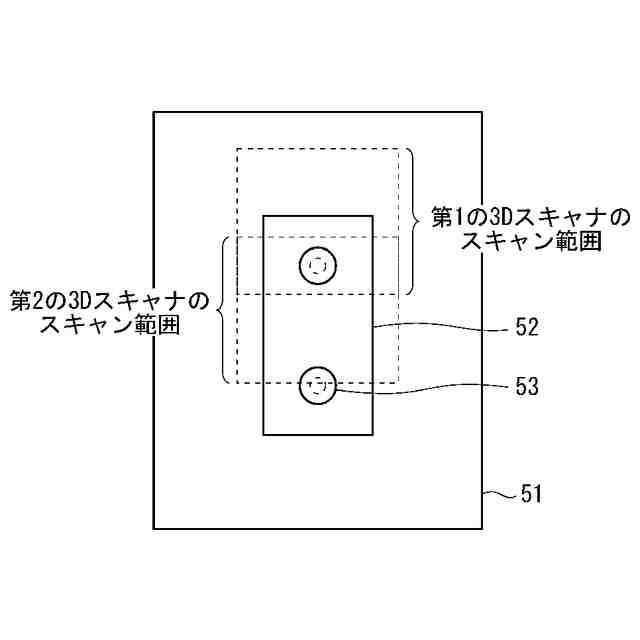
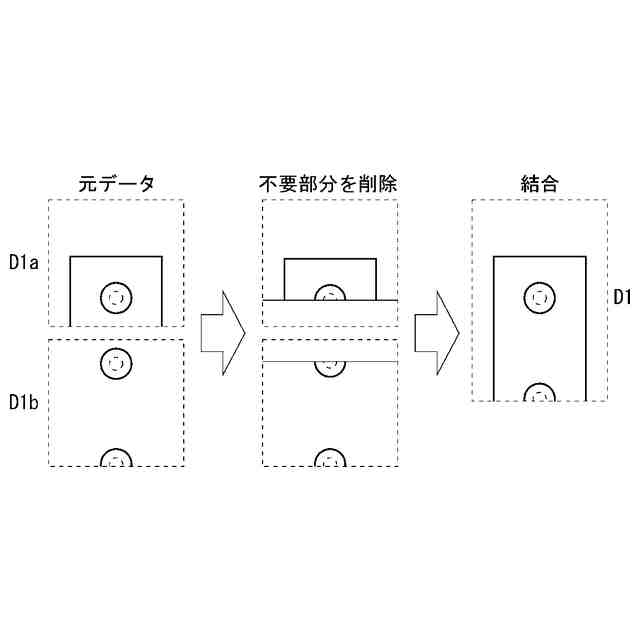
前記締結工具は、前記3Dスキャナを複数個搭載し、
前記判定器は、複数の前記3Dスキャナが生成した複数の前記3Dスキャンデータを合成したデータと前記正解3D形状データとを照合する、
請求項1または請求項2に記載のトルク締め個所検出システム。
【請求項4】
前記締結工具は、前記締結工具の向きを検知する方向センサーを搭載し、
前記判定器は、前記方向センサーが検知した前記締結工具の向きに基づいて回転処理した前記3Dスキャンデータと前記正解3D形状データとを照合する、
請求項1または請求項2に記載のトルク締め個所検出システム。
【請求項5】
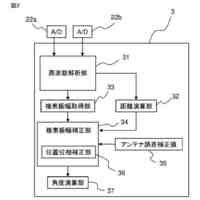
前記判定器は、事前に生成した前記3Dスキャンデータとそれに対応する前記正解3D形状データとを学習した学習済モデルを用いて、前記トルク締め信号が出力されたときに生成された前記3Dスキャンデータから前記ワーク上の前記トルク締め個所を推論する推論装置を備える、
請求項1または請求項2に記載のトルク締め個所検出システム。
【請求項6】
事前に生成した前記3Dスキャンデータとそれに対応する前記正解3D形状データとを学習することで、前記学習済モデルを作成する学習装置をさらに備える、
請求項5に記載のトルク締め個所検出システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、トルクドライバー、トルクレンチなどの締結工具を用いたトルク締め個所検出システムに関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
多くの製品の組み立てにおいて、締結方法としてねじ締めが使用される。製品によっては、ねじ締めのトルク管理が必要な場合があり、ねじ締めのトルク管理は製品の品質上重要な管理項目の一つとなる。ねじ締めトルクは強すぎても弱すぎても不適切であり、一般的にはトルクドライバー、トルクレンチといった専用の締結工具を使用することによって、トルクが管理される。
【0003】
実際のねじ締めにおいて、例えば、ある部品を製品に取り付ける場合、まず全てのねじを比較的弱い力で仮締めし、その後、締結工具を使用してトルク締めを行う、という方法が一般的である。ただし、この方法では、仮締めしたねじの状態とトルク締めしたねじの状態とを目視で判別できないため、一部のねじのトルク締めを忘れた場合であっても、全てのねじのトルク締めをやり直さねばならない。
【0004】
製品の品質管理において、トルク締めが確実に行われていることを保証するためには、トルク締め忘れを防止または検知できる仕組み(「ポカヨケ」と呼ばれることもある)が必要となる。
【先行技術文献】
【特許文献】
【0005】
特開2020-175488号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ねじ締めトルクが規定値に達したときに締結工具に信号を発生させ、その信号をチェックすることでねじのトルク締め忘れを防止する仕組みは広く用いられている。しかし、トルク締めを実施したねじと、実施していないねじとを区別することは、技術的なハードルが高い。
【0007】
例えば、トルク締めを実施したねじの位置を検出して記録すれば、トルク締めを実施したねじと、実施していないねじとを区別することができる。特許文献1には、事前に撮影したねじ締め個所付近の画像を基本情報として登録し、ドライバーに備え付けたカメラで新たに撮影されたねじ締め個所付近の画像と基本情報の画像とを比較することで、新たに撮影されたねじ締め個所が規定のねじ締め個所であるかどうかを判定する手法が提案されている。しかし、特許文献1の技術は、基準情報の画像を事前に撮影する必要がある上、一般的な画像認識と同様、ねじ締め個所の周囲の明るさの違いや光の当たり方の違いによって画像の違いが生じないように作業環境を一定に整える必要がある。
【0008】
本開示は以上のような課題を解決するためになされたものであり、周囲の環境の影響を受けることなく、締結部品の締め付け位置を検出することが可能なトルク締め個所検出システムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本開示に係るトルク締め個所検出システムは、締結部品のトルク締めを行う締結工具と、前記トルク締めのトルクを検知し、当該トルクが規定値に達するとトルク締め信号を出力するトルク検知部と、前記締結工具に搭載され、作業対象の製品であるワークの面上の各点までの距離のデータによって前記ワークの形状を表した3Dスキャンデータを生成する3Dスキャナと、前記ワークの正しい形状を表した正解3D形状データを記憶した正解データ記憶部と、前記トルク締め信号が出力されたときに生成された前記3Dスキャンデータと前記正解3D形状データとを照合することにより、前記ワーク上のトルク締め個所を特定する判定器と、を備える。
【発明の効果】
【0010】
本開示によれば、周囲の環境の影響を受けることを抑制しつつ、締結部品の締め付け位置を検出することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
冷蔵庫
22日前
三菱電機株式会社
放電装置
2日前
三菱電機株式会社
発光装置
2日前
三菱電機株式会社
半導体装置
3日前
三菱電機株式会社
半導体装置
24日前
三菱電機株式会社
半導体装置
10日前
三菱電機株式会社
ラッチ機構
25日前
三菱電機株式会社
半導体装置
19日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
半導体装置
9日前
三菱電機株式会社
光通信装置
2日前
三菱電機株式会社
半導体装置
3日前
三菱電機株式会社
電力変換装置
1か月前
三菱電機株式会社
車両制御装置
1か月前
三菱電機株式会社
半導体製造装置
24日前
三菱電機株式会社
半導体製造装置
12日前
三菱電機株式会社
換気空調システム
18日前
三菱電機株式会社
冷凍サイクル装置
22日前
三菱電機株式会社
換気空調システム
18日前
三菱電機株式会社
換気空調システム
18日前
三菱電機株式会社
半導体モジュール
9日前
三菱電機株式会社
半導体モジュール
22日前
三菱電機株式会社
保護リレーシステム
9日前
三菱電機株式会社
半導体素子駆動装置
29日前
三菱電機株式会社
移載装置及び吸着方法
19日前
三菱電機株式会社
室外機及び空気調和装置
24日前
三菱電機株式会社
トルク締め個所検出システム
22日前
三菱電機株式会社
半導体チップ及び半導体装置
19日前
三菱電機株式会社
拡管工具および管の拡管方法
9日前
三菱電機株式会社
送風システム及び空調システム
3日前
三菱電機株式会社
送風システム及び空調システム
3日前
三菱電機株式会社
ベーパーチャンバー及び冷却装置
17日前
三菱電機株式会社
バーチャルオフィス支援システム
10日前
三菱電機株式会社
半導体装置、及び、電力変換装置
1か月前
三菱電機株式会社
半導体装置及び半導体装置製造方法
29日前
三菱電機株式会社
レーダ装置および物体位置検出方法
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ