TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043891
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023151456
出願日
2023-09-19
発明の名称
ラッチ機構
出願人
三菱電機株式会社
代理人
弁理士法人クロスボーダー特許事務所
主分類
E05C
19/06 20060101AFI20250325BHJP(錠;鍵;窓または戸の付属品;金庫)
要約
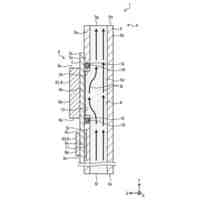
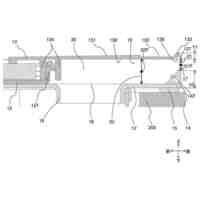
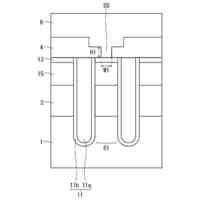
【課題】ラッチピンとラッチ溝とが接触する面にテーパー角度が設けられたラッチ機構を設計する際、構成部品の製造公差を緩くすることができ、外力が高負荷である場合にラッチが解除される可能性が高くならないテーパー角度を選定する。
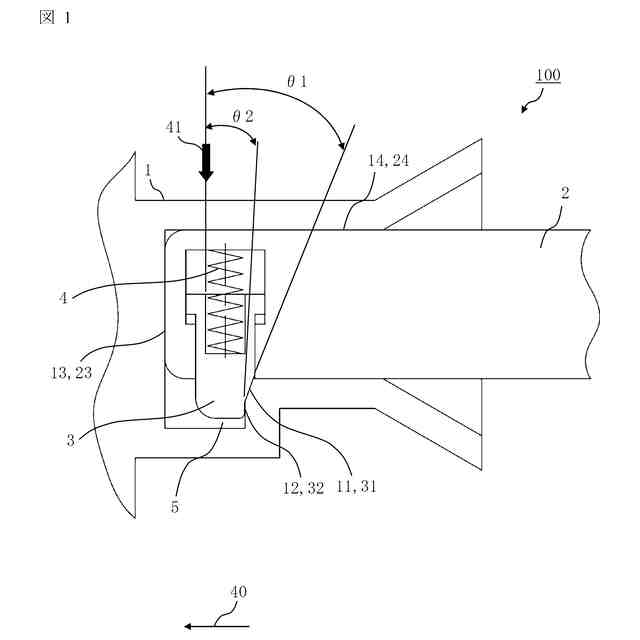
【解決手段】ラッチ溝5は、ラッチピン3の嵌合方向41に対して挿入方向40の反対側に第1テーパー角度θ1だけ傾いている第1テーパー面11と、嵌合方向41に対して挿入方向40の反対側に第2テーパー角度θ2だけ傾いている第2テーパー面12とを含む。ラッチピン3の第3テーパー面31は嵌合方向41に対して挿入方向40の反対側に第1テーパー角度θ1だけ傾いており、ラッチピン3の第4テーパー面32は嵌合方向41に対して挿入方向40の反対側に第2テーパー角度θ2だけ傾いている。ラッチ完了状態において、スプリング4の伸展力により、第3テーパー面31が第1テーパー面11に押し付けられる。
【選択図】図1
特許請求の範囲
【請求項1】
ラッチ溝が設けられている第1部材と、
前記第1部材の内部において挿入方向に沿って移動する第2部材と、
前記第2部材に設けられているスプリングと、
前記スプリングの伸展力により前記第1部材の内部において嵌合方向に突き出るラッチピンと
を備えるラッチ機構であって、
前記ラッチピンは前記ラッチ溝に嵌合し、
前記ラッチ溝は、前記嵌合方向に対して前記挿入方向の反対側に第1テーパー角度だけ傾いている第1テーパー面と、前記第1テーパー面の前記嵌合方向における下方に隣接している面であって、前記嵌合方向に対して前記挿入方向の反対側に第2テーパー角度だけ傾いている面である第2テーパー面とを含み、
前記第1テーパー面と、前記第2テーパー面との各々は、前記挿入方向の反対側に位置する面であり、
前記第2テーパー角度は、前記第1テーパー角度よりも小さく、
前記ラッチピンは、第3テーパー面と、第4テーパー面とを含み、
前記第3テーパー面は、前記嵌合方向に対して前記挿入方向の反対側に前記第1テーパー角度だけ傾いており、
前記第4テーパー面は、前記第3テーパー面の前記嵌合方向における下方に隣接しており、前記嵌合方向に対して前記挿入方向の反対側に前記第2テーパー角度だけ傾いており、
前記ラッチピンが前記ラッチ溝に嵌合している状態であるラッチ完了状態において、
前記スプリングの伸展力により、前記第3テーパー面が前記第1テーパー面に押し付けられるラッチ機構。
続きを表示(約 530 文字)
【請求項2】
前記第2部材が前記挿入方向に沿って前記第1部材の内部を移動している途中において、前記ラッチピンは、前記スプリングの伸展力により、前記第1テーパー面に沿って摺動する請求項1に記載のラッチ機構。
【請求項3】
前記ラッチ完了状態において、
前記第1テーパー面と、前記第3テーパー面との間には隙間がなく、
前記第2テーパー面と、前記第4テーパー面との間には隙間が存在する請求項1又は2に記載のラッチ機構。
【請求項4】
前記ラッチ完了状態において、前記スプリングの伸展力の分力により、前記第2部材の面のうち前記挿入方向側に位置する面は、前記第1部材の内部の面のうち前記挿入方向側に位置する面に押し付けられる請求項1又は2に記載のラッチ機構。
【請求項5】
前記ラッチ完了状態において、前記スプリングの伸展力の分力により、前記第2部材の面のうち前記嵌合方向の反対側に位置する面は、前記第1部材の内部の面のうち前記嵌合方向の反対側に位置する面に押し付けられる請求項1又は2に記載のラッチ機構。
【請求項6】
前記第2テーパー角度は0度である請求項1又は2に記載のラッチ機構。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ラッチ機構に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来のラッチ機構として、具体例として特許文献1に見られるようなラッチ機構が存在する。
特許文献1が開示しているラッチ機構では、連結部材Aと連結部材Bとが駆動軸を介して相対的に回転運動し、所望の角度まで回転すると、連結部材Bに実装されたばねによってピンが、連結部材Aに設けられたラッチ溝に嵌合してラッチが完了する。
【先行技術文献】
【特許文献】
【0003】
特開平11-293780号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ラッチ完了時においてラッチピンとラッチ溝とが接触する面は、ラッチピンの嵌合方向に対して傾いている。当該面の傾きをテーパー角度と呼ぶ。テーパー角度を設けることによって生じる効果は下記の通りである。
【0005】
(効果1)構成部品の製造公差を緩くすることが可能となる。
テーパー角度が設けられている場合、ラッチ完了位置よりも手前にあるラッチ開始位置において、ラッチピンがラッチ溝に対して嵌合を開始する。そのため、各部品に製造誤差が存在する場合であっても、ラッチピンがラッチ溝に嵌合し、スプリングの伸展力によってラッチピンがラッチ溝のテーパー面に押しつけられて接触し、ラッチピンがラッチ完了位置に到達してラッチが完了する。ここで、テーパー面はテーパー角度が設けられている面である。
なお、テーパー角度が設けられていない場合、挿入方向におけるラッチピンのラッチ開始位置とラッチ完了位置との差がゼロに近づく。そのため、この場合において、各部品に許容される製造公差を厳しくしないと、ラッチピンがラッチ完了位置に到達してもラッチピンが挿入されない、又は、ラッチピンがラッチ溝に嵌合してもラッチピンとラッチ溝とが接触している面において隙間が生じる。
【0006】
(効果2)外力が高負荷である場合、ラッチが解除される可能性が生じる。
ラッチ完了状態において、ラッチを解除する方向の外力が部材Aと部材Bとに作用するとき、テーパー角度に応じた外力の分力が嵌合方向と逆方向にラッチピンに対して作用する。スプリングの伸展力がこの分力よりも小さい場合において、ラッチピンが嵌合方向と逆方向に動き出し、最終的にはラッチピンが全てラッチ溝から抜けてラッチが解除されてしまうこともある。
一方、スプリングの伸展力を増加させると、ラッチ動作中における部品間の摩擦力が大きくなる。そのため、ラッチさせるために必要な力(モーター出力トルクなど)を大きくする必要が生じ、結果として、質量及び電力などのリソースを増加せざるを得なくなる。
【0007】
上記の2つの効果は相反する。そのため、ラッチピンとラッチ溝とが接触する面にテーパー角度が設けられたラッチ機構を設計する際、相反する2つの効果を比較検討してテーパー角度を選定する必要があるという課題があった。
本開示は、ラッチピンとラッチ溝とが接触する面にテーパー角度が設けられたラッチ機構を設計する際、テーパー角度を大きくすると構成部品の製造公差を緩くすることができる反面、外力が高負荷である場合にラッチが解除される可能性が高くなるという相反する2つの効果を比較検討せずにテーパー角度を選定することを目的とする。
【課題を解決するための手段】
【0008】
本開示に係るラッチ機構は、
ラッチ溝が設けられている第1部材と、
前記第1部材の内部において挿入方向に沿って移動する第2部材と、
前記第2部材に設けられているスプリングと、
前記スプリングの伸展力により前記第1部材の内部において嵌合方向に突き出るラッチピンと
を備えるラッチ機構であって、
前記ラッチピンは前記ラッチ溝に嵌合し、
前記ラッチ溝は、前記嵌合方向に対して前記挿入方向の反対側に第1テーパー角度だけ傾いている第1テーパー面と、前記第1テーパー面の前記嵌合方向における下方に隣接している面であって、前記嵌合方向に対して前記挿入方向の反対側に第2テーパー角度だけ傾いている面である第2テーパー面とを含み、
前記第1テーパー面と、前記第2テーパー面との各々は、前記挿入方向の反対側に位置する面であり、
前記第2テーパー角度は、前記第1テーパー角度よりも小さく、
前記ラッチピンは、第3テーパー面と、第4テーパー面とを含み、
前記第3テーパー面は、前記嵌合方向に対して前記挿入方向の反対側に前記第1テーパー角度だけ傾いており、
前記第4テーパー面は、前記第3テーパー面の前記嵌合方向における下方に隣接しており、前記嵌合方向に対して前記挿入方向の反対側に前記第2テーパー角度だけ傾いており、
前記ラッチピンが前記ラッチ溝に嵌合している状態であるラッチ完了状態において、
前記スプリングの伸展力により、前記第3テーパー面が前記第1テーパー面に押し付けられる。
【発明の効果】
【0009】
本開示によれば、ラッチ溝は、第1テーパー面と第2テーパー面とを含む。ラッチピンは、第3テーパー面と、第4テーパー面とを含む。ここで、第2テーパー面は、第1テーパー面の嵌合方向における下方に隣接している。第1テーパー面は挿入方向の反対側に第1テーパー角度だけ傾いている。第2テーパー面は挿入方向の反対側に第2テーパー角度だけ傾いている。第3テーパー面は挿入方向の反対側に第1テーパー角度だけ傾いている。第4テーパー面は挿入方向の反対側に第2テーパー角度だけ傾いている。第2テーパー角度は、第1テーパー角度よりも小さい。ラッチ完了状態において、第3テーパー面は第1テーパー面に押し付けられる。そのため、本開示によれば、第1テーパー面と第2テーパー面と第3テーパー面と第4テーパー面とにおいて2種類のテーパー角度が設けられていることにより、構成部品の製造公差を緩くすることができ、外力が高負荷である場合であってもラッチが解除されない。
従って、本開示によれば、ラッチピンとラッチ溝とが接触する面にテーパー角度が設けられたラッチ機構を設計する際、相反する2つの効果を比較検討せずにテーパー角度を選定することができる。
【図面の簡単な説明】
【0010】
実施の形態1に係るラッチ機構100の構成例を示す図。
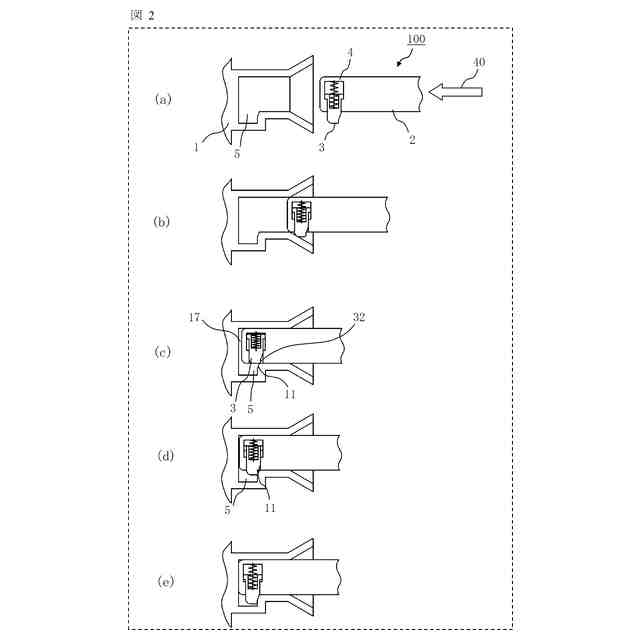
実施の形態1に係るラッチ機構100の動作シーケンスを示す図であり、(a)は挿入の開始前を示す図、(b)は挿入途中を示す図、(c)はラッチ動作の開始時を示す図、(d)はラッチ動作を示す図、(e)はラッチ完了状態を示す図。
実施の形態1に係るラッチ機構100に外力が作用する場合を説明する図であり、(a)はラッチ完了状態を示す図、(b)はラッチ機構100に外力が作用する様子を示す図。
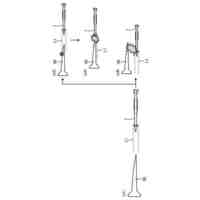
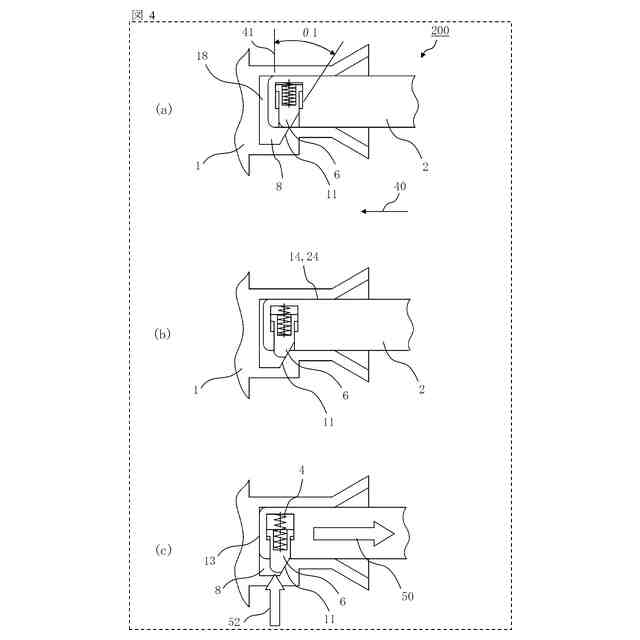
従来技術に係るラッチ機構200を表す図であり、(a)は嵌合開始時を示す図、(b)は嵌合途中を示す図、(c)はラッチ完了状態を示す図。
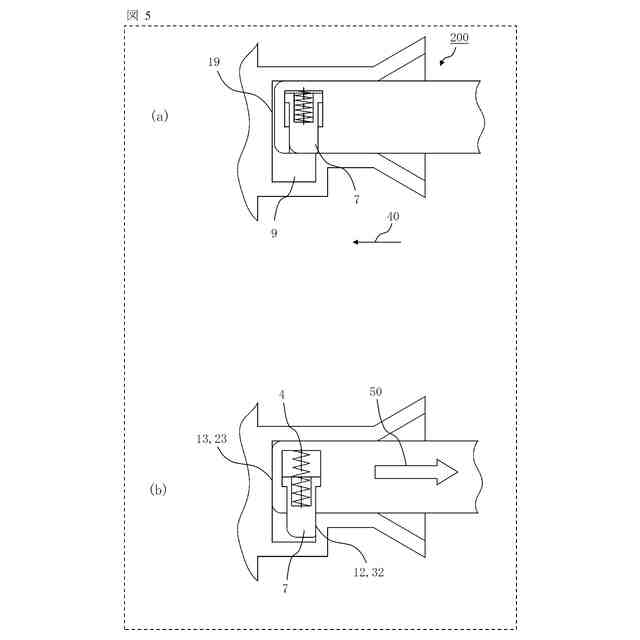
従来技術に係るラッチ機構200を表す図であり、(a)は嵌合開始時を示す図、(b)はラッチ完了状態を示す図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
送風機
23日前
三菱電機株式会社
吸音体
5日前
三菱電機株式会社
冷蔵庫
9日前
三菱電機株式会社
送風装置
3日前
三菱電機株式会社
照明器具
12日前
三菱電機株式会社
電子機器
16日前
三菱電機株式会社
照明器具
24日前
三菱電機株式会社
放電装置
1か月前
三菱電機株式会社
発光装置
1か月前
三菱電機株式会社
半導体装置
12日前
三菱電機株式会社
加熱調理器
6日前
三菱電機株式会社
半導体装置
12日前
三菱電機株式会社
半導体装置
11日前
三菱電機株式会社
加熱調理器
25日前
三菱電機株式会社
電気掃除機
6日前
三菱電機株式会社
光通信装置
1か月前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
半導体装置
6日前
三菱電機株式会社
飛しょう体
5日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
遠心送風機
5日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
給湯システム
13日前
三菱電機株式会社
電力変換装置
13日前
三菱電機株式会社
照明システム
11日前
三菱電機株式会社
空調システム
23日前
三菱電機株式会社
誘導加熱調理器
5日前
三菱電機株式会社
非可逆回路素子
6日前
三菱電機株式会社
見守りシステム
12日前
三菱電機株式会社
半導体モジュール
1か月前
三菱電機株式会社
自動運転システム
13日前
三菱電機株式会社
自己位置推定装置
12日前
三菱電機株式会社
燃料電池システム
12日前
三菱電機株式会社
半導体素子駆動装置
4日前
三菱電機株式会社
モータ及び送風装置
23日前
三菱電機株式会社
手持ち式電気掃除機
24日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ