TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025037602
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144614
出願日
2023-09-06
発明の名称
被覆金属成形品及び被覆金属成形品の製造方法
出願人
株式会社仲田コーティング
代理人
個人
,
個人
主分類
C23C
28/00 20060101AFI20250311BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】簡易工程であっても、短時間、かつ、低コストでもって、極めて優れた防錆性や耐食性等を有する被覆金属成形品、及び、そのような被覆金属成形品の効率的な製造方法を提供する。
【解決手段】
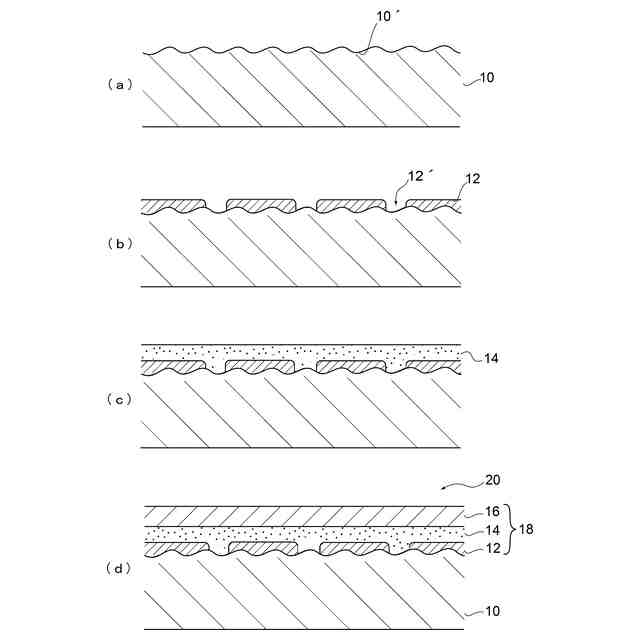
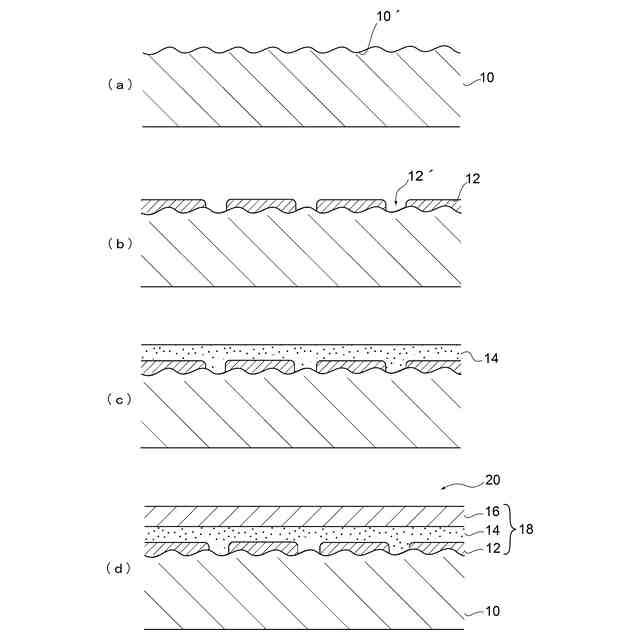
被覆金属成形品等において、金属成形品の表面上に、それぞれ所定厚さの亜鉛含有多孔質層と、亜鉛アルミニウム酸化物層と、フッ素化合物含有層と、を順次に含んでなる、多層防錆層を備えることを特徴とする。
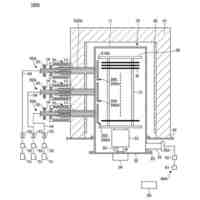
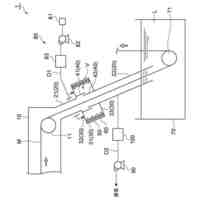
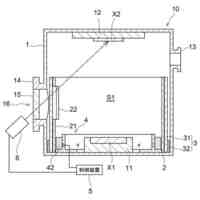
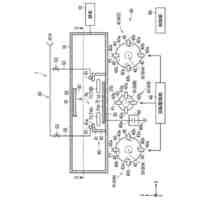
【選択図】図1
特許請求の範囲
【請求項1】
金属成形品の表面上に、亜鉛含有多孔質層と、亜鉛アルミニウム酸化物層と、フッ素化合物含有層と、を順次に含んでなる、多層防錆層を備えることを特徴とする被覆金属成形品。
続きを表示(約 830 文字)
【請求項2】
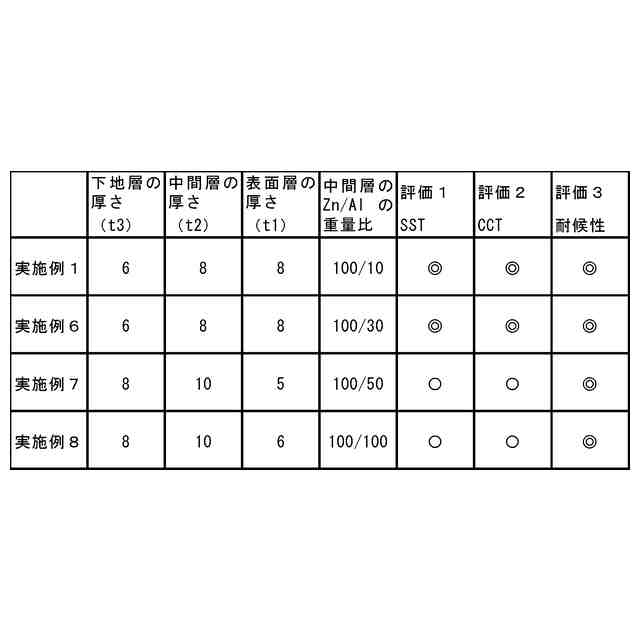
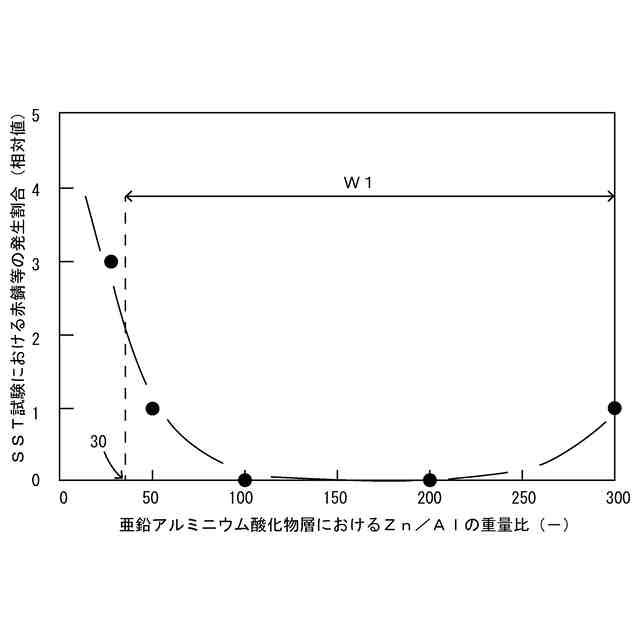
前記亜鉛アルミニウム酸化物層における、亜鉛/アルミニウムの重量比を100/3~100/30の範囲内の値とすることを特徴とする請求項1に記載の被覆金属成形品。
【請求項3】
前記亜鉛アルミニウム酸化物層が、ケイ素含有化合物を更に含有することを特徴とする請求項1に記載の被覆金属成形品。
【請求項4】
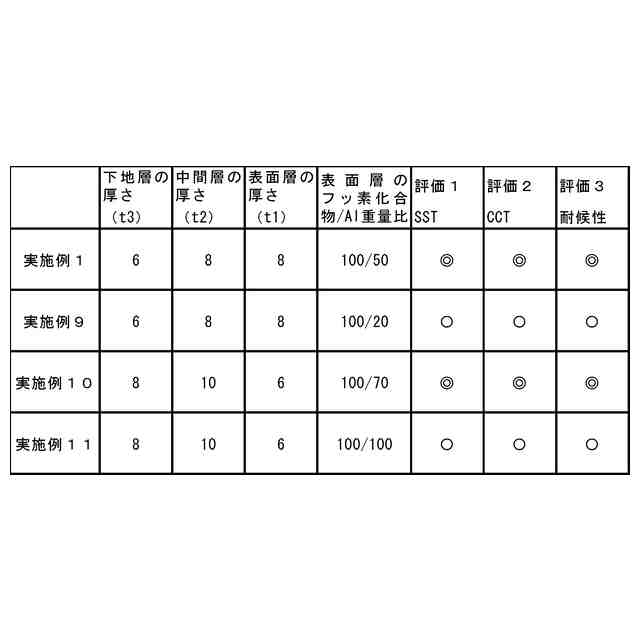
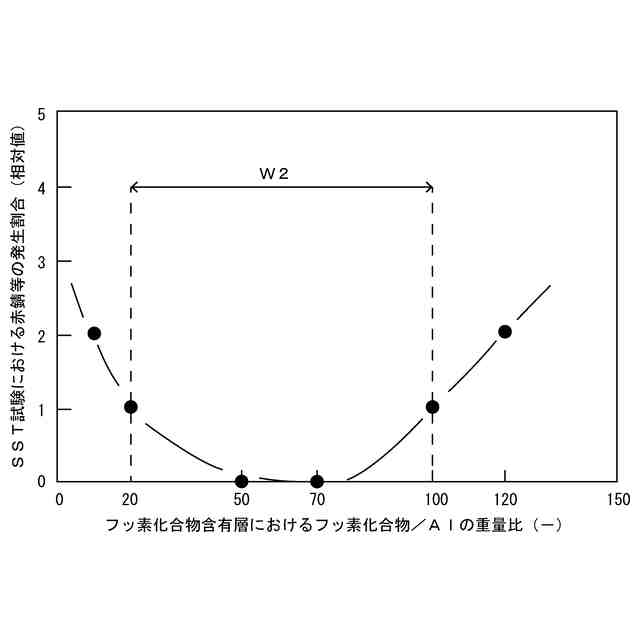
前記フッ素化合物含有層が、アルミニウム化合物単独、或いは、アルミニウム化合物及びマグネシウム化合物の混合物を更に含有することを特徴とする請求項1に記載の被覆金属成形品。
【請求項5】
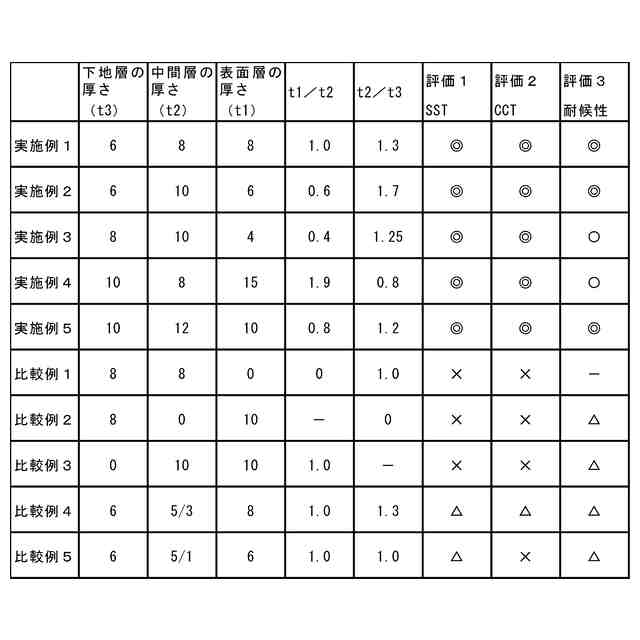
前記亜鉛含有多孔質層の厚さ(t3)を3~30μmの範囲内の値とし、前記亜鉛アルミニウム酸化物層の厚さ(t2)を5~20μmの範囲内の値とし、かつ、前記フッ素化合物含有層の厚さ(t1)を1~20μmの範囲内の値とすることを特徴とする請求項1に記載の被覆金属成形品。
【請求項6】
前記金属成形品が、ボルト、ナット、金属板、金属棒、金属フレーム、金属箔、金属機械部品、及び、金属表面処理したセラミック品の少なくとも一つであることを特徴とする請求項1に記載の被覆金属成形品。
【請求項7】
前記亜鉛アルミニウム酸化物層の厚さをt2(μm)とし、前記フッ素化合物含有層の厚さをt3(μm)としたときに、t2/t3で表される比率を0.5~20の範囲内の値とすることを特徴とする請求項1に記載の被覆金属成形品。
【請求項8】
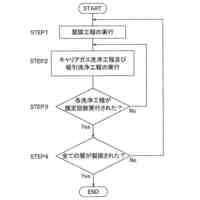
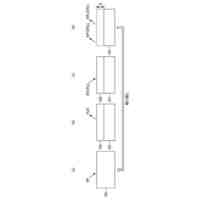
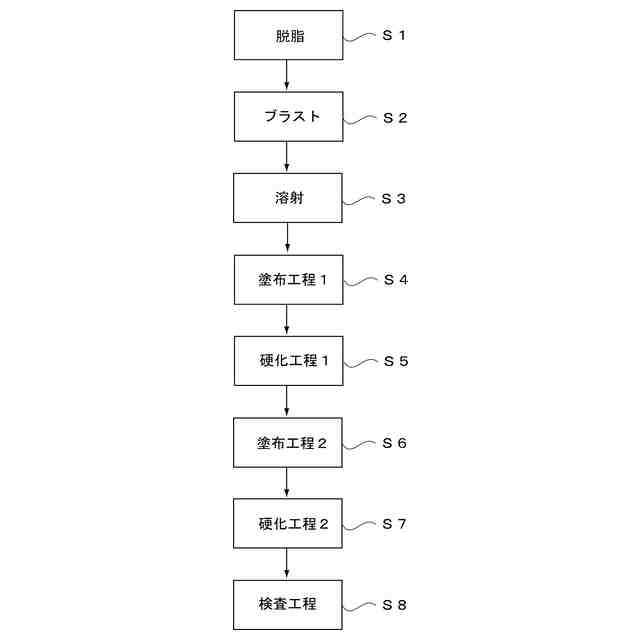
多層防錆層を備えてなる被覆金属成形品の製造方法であって、下記(1)~(4)の工程を順次に含むことを特徴とする被覆金属成形品の製造方法。
(1)金属成形品を準備する工程
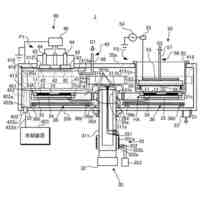
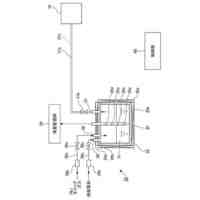
(2)溶射装置を用いて亜鉛含有多孔質層を形成する工程
(3)亜鉛アルミニウム酸化物層を形成する工程
(4)フッ素化合物含有層を形成する工程
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆金属成形品及び被覆金属成形品の製造方法に関する。
特に、簡易工程であっても、極めて長期間にわたって、優れた防錆性等が効率的に得られる被覆金属成形品及び被覆金属成形品の効率的な製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、亜鉛含有多孔質層に対してクロメート処理を施してなる防錆技術が、工業的に広く実施されている(特許文献1参照)。
より具体的には、実質的に鉄からなる核と、その核の周囲に形成された実質的に亜鉛とからなる複層粒子集合体からなるブラスト用材料を、被覆金属成形品の表面に投射させて多孔質被覆層(以下、亜鉛含有多孔質層と称する場合がある。)を形成する。
次いで、亜鉛含有多孔質層に対してクロメート処理を施し、クロム酸、重クロム酸若しくはクロム酸塩等のクロム化合物を浸透させてなる防錆技術である。
【0003】
又、過酷な環境においてもその上に塗装された塗膜の剥離を生じないような高耐食性及び高密着性を有する金属用表面処理剤としての、ジルコニウム化合物を含む金属用表面処理剤が開示されている(例えば、特許文献2参照)。
より具体的には、濃度0.5g/リットル~200g/リットルの樹脂水溶液に対して、濃度が0.1g/リットル~20g/リットルとなるように窒素化合物と、濃度が0.1g/リットル~50g/リットルとなるようにジルコニウム化合物と、を含む金属用表面処理剤である。
【0004】
又、クロム処理と等価若しくはそれ以上の防錆性等を無公害な手段により実現して、それを表面に形成することに防錆性・耐食性を有する鋼材が開示されている(例えば、特許文献3参照)。
より具体的には、鋼材表面に、亜鉛若しくは亜鉛鉄合金からなる多孔質被覆層と、シリコーン化合物/熱硬化性樹脂からなる中間層と、表面合成樹脂層としてのシリコーン化合物層と、が順次に形成された被覆金属成形品である。
【0005】
更に、有害なクロム系化合物を使用及び含有することなく、高い防錆性を有する高耐食性鉄材の製造方法が開示されている(例えば、特許文献4参照)。
より具体的には、鉄成形品の表面上に、溶射装置を用いて、亜鉛若しくはアルミニウムからなる多孔質被覆層を形成した後、例えば、メチルシリケート、アンモニアシリケート、ピロカテキン、トリヒドロキシ安息香酸エチルエステル、メチルトリメトキシシラン、及びテトラブトキシジルコネートを含む被覆層を加熱処理により形成した耐食性鉄材の製造方法である。
特公昭59-9312号(特許請求の範囲等)
特開2000-204485号(特許請求の範囲等)
特開2002-292792号 (特許請求の範囲等)
特開2003-328151号 (特許請求の範囲等)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示された防錆技術は、亜鉛含有多孔質層に対してクロメート処理を実施する際に、クロメート液を使用しなければならないという問題が見られた。
すなわち、クロメート処理に使用するクロメート液は、劇毒物に該当するクロム酸、重クロム酸若しくはクロム酸塩等のクロム化合物を含んでおり、種々の法規制を受けることから、それに代替する技術として、環境問題が少なく、安全性の高い防錆技術が求められていた。
【0007】
又、特許文献2に開示された金属用表面処理剤は、防錆性や耐食性の維持期間が短く、かつ、防錆性や耐食性等が不十分であるという問題が見られた。
そればかりか、金属用表面処理剤からなる被膜の上に、シリコーン塗膜等を形成することはできても、クッション性や滑り性等を付与すべく、フッ素化合物を含む被膜を強固に形成することは困難であった。
【0008】
又、特許文献3に開示された被覆金属成形品は、鋼材表面に、基本的に、三層構造の防錆塗膜が形成されており、使用条件下、1000時間程度の防錆性や耐食性を得ることができるに留まっていた。
すなわち、塩水噴霧試験(SST)によっては、5000時間を超えるような長期間にわたって、所望の防錆性や耐食性を発揮することは不可能であった。
しかも、表面合成樹脂層に使用可能なシリコーン化合物等の種類が、過度に制限されるという問題も見られた。
【0009】
更に、特許文献4に開示された耐食性鉄材の製造方法によれば、5%塩水を用いた塩水噴霧試験(SST)において、5000時間未満においては、赤錆の発生防止を図ることができるものの、実用上は、未だ不十分であり、使用用途が制限されるという問題が見られた。
又、鉄材の表面に、基本的に、二層構造の防錆塗膜が形成されており、耐候性やクッション性等を向上させる表面保護層を備えておらず、良好な耐久性や滑り性等が得られないという問題がみられた。
更に言えば、シリコーン化合物等に添加するフェノール化合物の種類や添加量によって、塩水噴霧試験(SST)等による耐食性結果が著しく変化しやすいという問題も見られた。
【0010】
そこで、上述した問題点につき鋭意検討した結果、金属成形品の表面上に、所定の多層防錆層を備えることにより、簡易工程であっても、短時間に、かつ、低コストでもって、極めて長期間(例えば、SST試験において、8000時間以上)にわたって、優れた防錆性や耐食性等を発揮する被覆金属成形品が得られることを見出し、本発明を完成するに至った。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日鉄建材株式会社
波形鋼板
2か月前
株式会社カネカ
製膜装置
2か月前
OLED青森株式会社
製膜装置
1か月前
OLED青森株式会社
製膜装置
1か月前
中外炉工業株式会社
真空浸炭装置
27日前
中外炉工業株式会社
真空浸炭装置
27日前
大阪富士工業株式会社
浴中軸部材の製造方法
1か月前
東京エレクトロン株式会社
基板処理装置
5日前
TOTO株式会社
構造部材
1か月前
TOTO株式会社
構造部材
1か月前
株式会社カワイ
無電解CoW鍍金処理方法
1か月前
株式会社カネカ
製膜装置
1か月前
日本製鉄株式会社
スナウト装置
25日前
株式会社フジキン
気化装置およびガス供給方法
1か月前
日本化学産業株式会社
複合めっき皮膜及びめっき製品
1か月前
株式会社カネカ
製膜装置
1か月前
株式会社スリーボンド
洗浄剤組成物
5日前
キヤノントッキ株式会社
成膜装置
2か月前
芝浦メカトロニクス株式会社
成膜装置
4日前
東ソー株式会社
ホウ化クロム含有クロム焼結体及びその製造方法
5日前
大陽日酸株式会社
薄膜製造方法
4日前
日新電機株式会社
密閉処理装置
17日前
東京エレクトロン株式会社
パージ方法及び成膜装置
1か月前
芝浦メカトロニクス株式会社
成膜装置
4日前
大日本印刷株式会社
マスク及びマスクの製造方法
1か月前
国立大学法人島根大学
透明導電膜形成方法および粉末ターゲット
16日前
福田金属箔粉工業株式会社
銅系複合体膜及びその製造方法
23日前
ダイキン工業株式会社
金属錯体
1か月前
東京エレクトロン株式会社
クリーニング方法及び成膜装置
6日前
株式会社SCREENホールディングス
スパッタリング装置
20日前
株式会社SCREENホールディングス
スパッタリング装置
19日前
株式会社高純度化学研究所
酸化スズ(II)薄膜の製造方法
2か月前
大日本塗料株式会社
鋼構造物の洗浄方法
6日前
株式会社SCREENホールディングス
スパッタリング装置
1か月前
株式会社SUS
チタン材、チタン製の容器およびチタン材の製造方法
1か月前
東京エレクトロン株式会社
液体原料監視方法及びガス供給装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ