TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025035631
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023142803
出願日
2023-09-04
発明の名称
切断装置、切断刃および電子部品の製造方法
出願人
株式会社村田製作所
代理人
弁理士法人深見特許事務所
主分類
B26D
1/06 20060101AFI20250307BHJP(切断手工具;切断;切断機)
要約
【課題】切断面が垂直方向に対して傾斜することを抑制する。
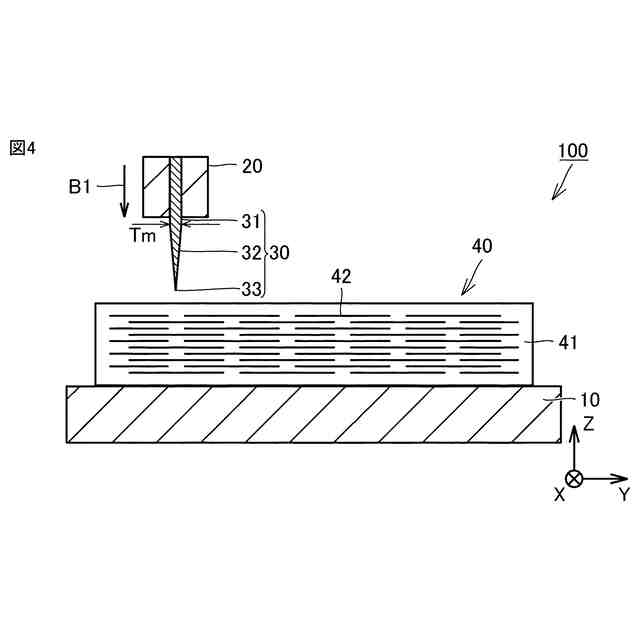
【解決手段】ステージ10には、切断対象部材40が載置される。切断刃30は、長手方向に沿って延在する薄板状であり、切断対象部材40を切断する。ホルダー20は、切断刃30を把持する。切断刃30は、ホルダー20に把持される把持部31、および、幅方向における把持部31の端から先細状に延出している刃先部32を含む。刃先部32の最大厚みは、10μm以上60μm以下である。切断刃30は、超硬合金から構成されている。ホルダー20に支持された状態の切断刃30は、厚み方向の少なくとも一方に凸状に湾曲しつつ上記長手方向に沿って延在している。
【選択図】図4
特許請求の範囲
【請求項1】
切断対象部材が載置されるステージと、
前記切断対象部材を切断する、長手方向に沿って延在する薄板状の切断刃と、
前記切断刃を把持するホルダーとを備え、
前記切断刃は、前記ホルダーに把持される把持部、および、前記長手方向に直交する幅方向における該把持部の端から先細状に延出している刃先部を含み、
前記刃先部の最大厚みは、10μm以上60μm以下であり、
前記切断刃は、超硬合金から構成されており、
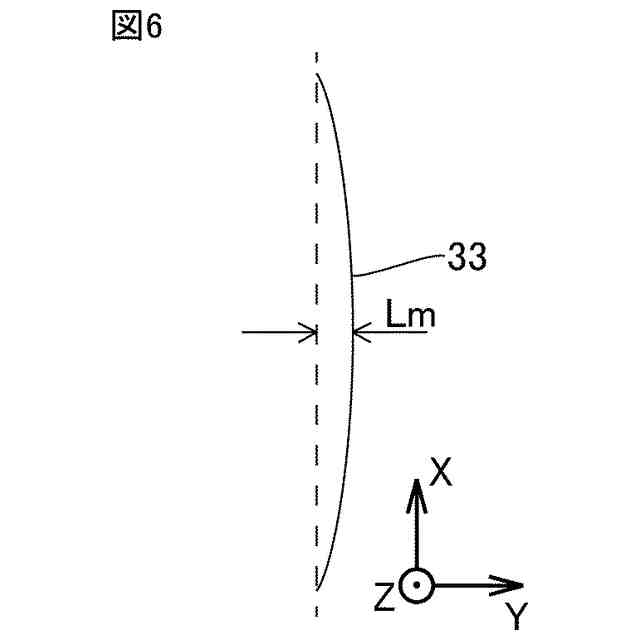
前記ホルダーに支持された状態の前記切断刃は、前記長手方向および前記幅方向の各々と直交する厚み方向の少なくとも一方に凸状に湾曲しつつ前記長手方向に沿って延在している、切断装置。
続きを表示(約 680 文字)
【請求項2】
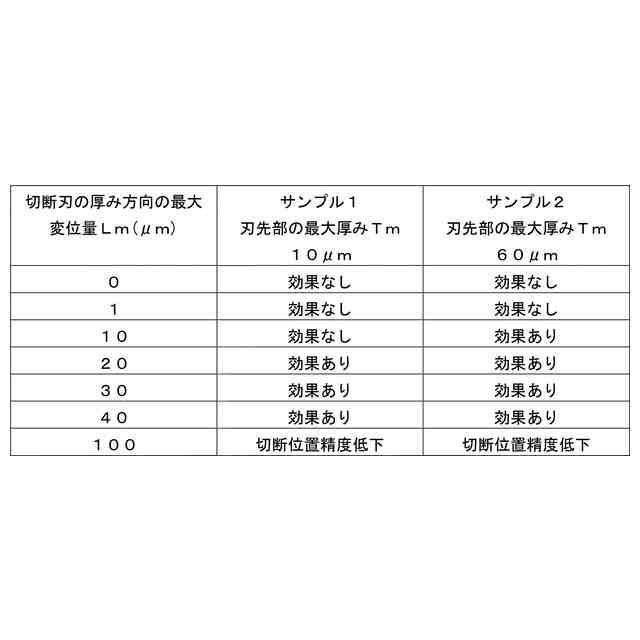
前記ホルダーに支持された状態の前記切断刃の前記厚み方向の最大変位量が、10μm以上40μm以下である、請求項1に記載の切断装置。
【請求項3】
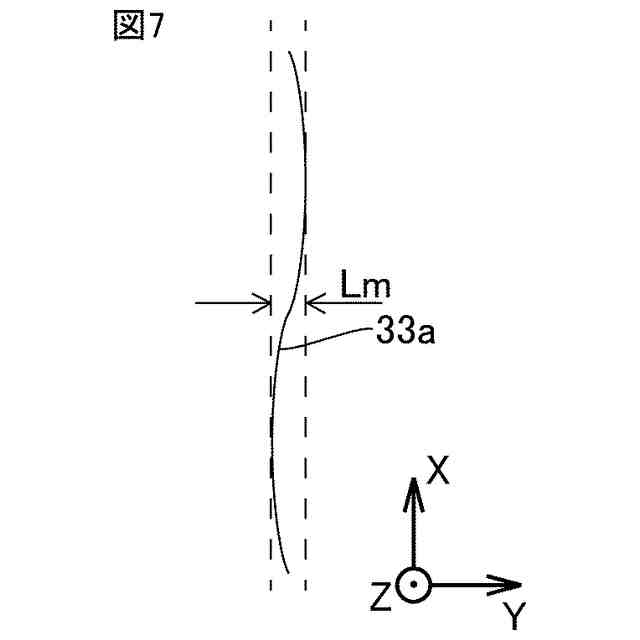
前記ホルダーに支持された状態の前記切断刃は、前記厚み方向の両方に交互に凸状に湾曲しつつ前記長手方向に沿って蛇行するように延在している、請求項1または請求項2に記載の切断装置。
【請求項4】
切断対象部材を切断する、長手方向に沿って延在する薄板状の切断刃であって、
ホルダーに把持される把持部と、
前記長手方向に直交する幅方向における前記把持部の端から先細状に延出している刃先部とを備え、
前記刃先部の最大厚みは、10μm以上60μm以下であり、
前記切断刃は、超硬合金から構成されており、
前記長手方向および前記幅方向の各々と直交する厚み方向の少なくとも一方に凸状に湾曲しつつ前記長手方向に沿って延在している、切断刃。
【請求項5】
前記厚み方向の最大変位量が10μm以上40μm以下である、請求項4に記載の切断刃。
【請求項6】
前記厚み方向の両方に交互に凸状に湾曲しつつ前記長手方向に沿って蛇行するように延在している、請求項4または請求項5に記載の切断刃。
【請求項7】
内部電極パターンが埋設された誘電体ブロックを準備する工程と、
請求項1または請求項4に記載の前記切断刃を用いて、前記切断対象部材である前記誘電体ブロックを切断する工程とを備える、電子部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切断装置、切断刃および電子部品の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
グリーンシート積層体を切断してグリーンシートチップを製造する、切断刃、切断装置および電子部品の製造方法を開示した先行技術文献として、特開2007-261116号公報(特許文献1)がある。特許文献1に記載された切断刃の刃面には、粗面化した粗面化領域と平坦領域とが設けられ、平坦領域は、刃先稜線部に隣接している。
【先行技術文献】
【特許文献】
【0003】
特開2007-261116号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
切断刃によって積層体のブロックを押し切る際、切断刃の刃先部の側面に対してブロックの切断面から反力が作用して、刃先部が側方に押されつつブロックの厚み方向に押し進められることにより、切断面が垂直方向に対して傾斜することがある。
【0005】
本発明は上記の問題点に鑑みてなされたものであって、切断面が垂直方向に対して傾斜することを抑制可能な、切断装置、切断刃および電子部品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
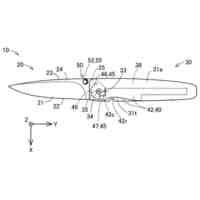
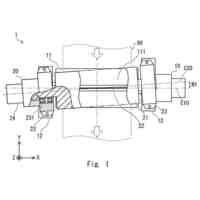
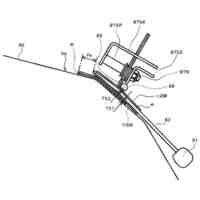
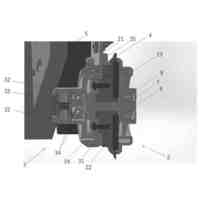
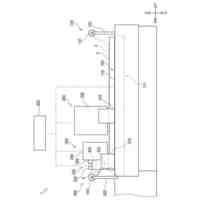
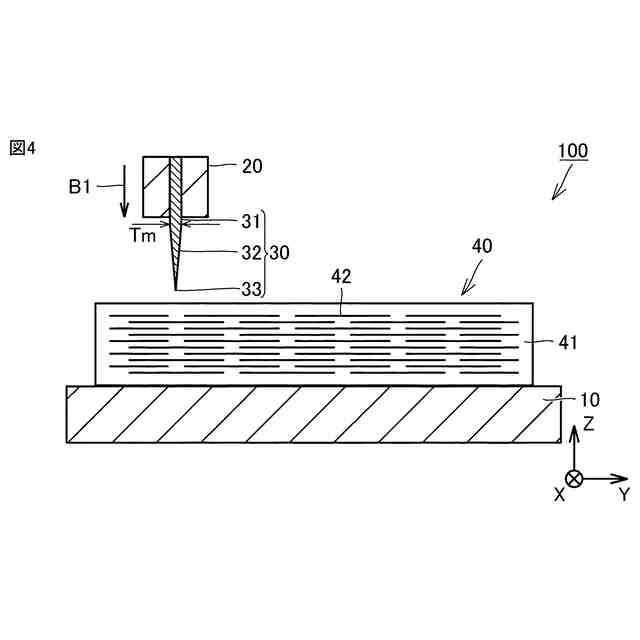
本発明に基づく切断装置は、ステージと、切断刃と、ホルダーとを備える。ステージには、切断対象部材が載置される。切断刃は、長手方向に沿って延在する薄板状であり、切断対象部材を切断する。ホルダーは、切断刃を把持する。切断刃は、ホルダーに把持される把持部、および、上記長手方向に直交する幅方向における把持部の端から先細状に延出している刃先部を含む。刃先部の最大厚みは、10μm以上60μm以下である。切断刃は、超硬合金から構成されている。ホルダーに支持された状態の切断刃は、上記長手方向および上記幅方向の各々と直交する厚み方向の少なくとも一方に凸状に湾曲しつつ上記長手方向に沿って延在している。
【発明の効果】
【0007】
本発明によれば、切断面が垂直方向に対して傾斜することを抑制することができる。
【図面の簡単な説明】
【0008】
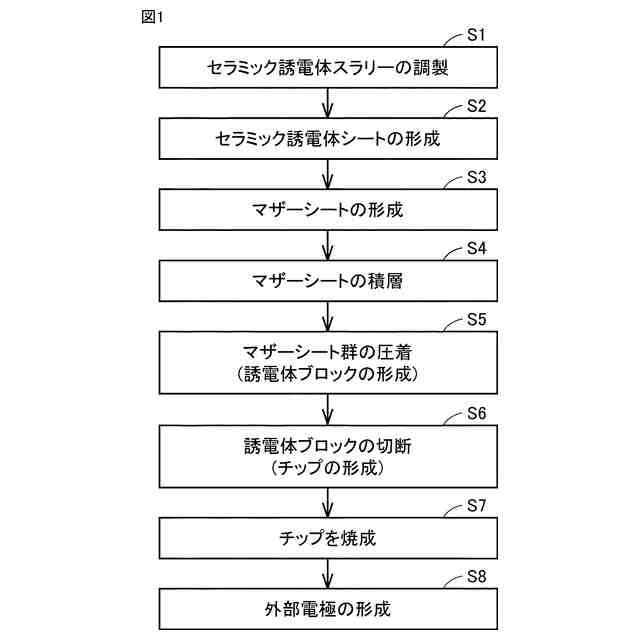
本発明の一実施形態に係る電子部品の製造方法を示すフロー図である。
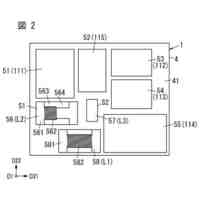
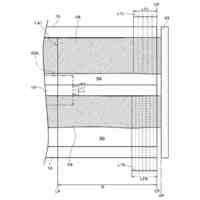
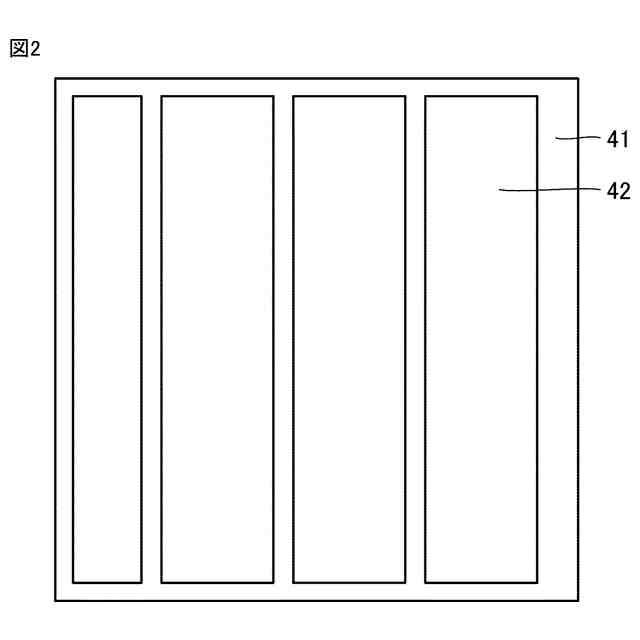
内部電極パターンを有するマザーシートの構成を示す平面図である。
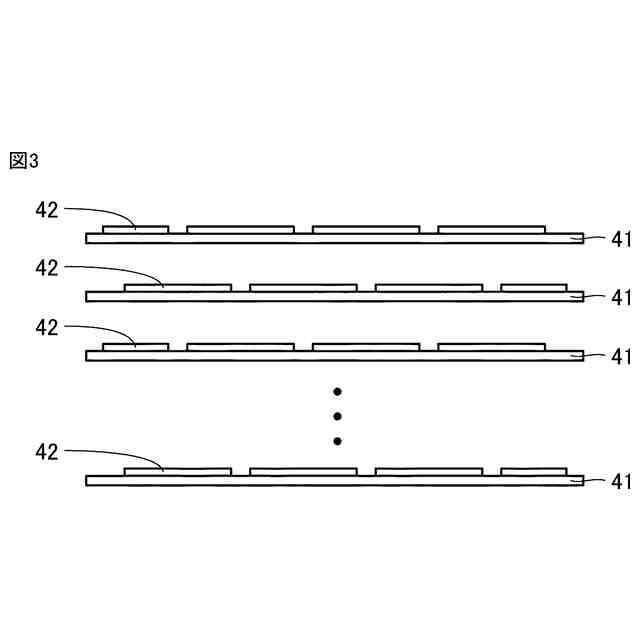
内部電極パターンを有するマザーシートを積層する状態を示す側面図である。
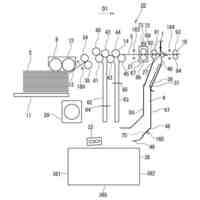
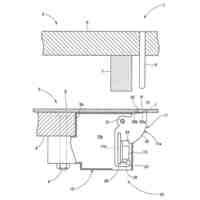
本発明の一実施形態に係る切断装置の構成を示す断面図である。
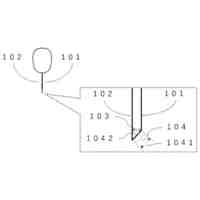
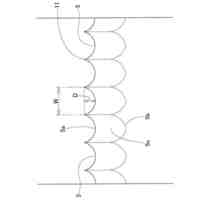
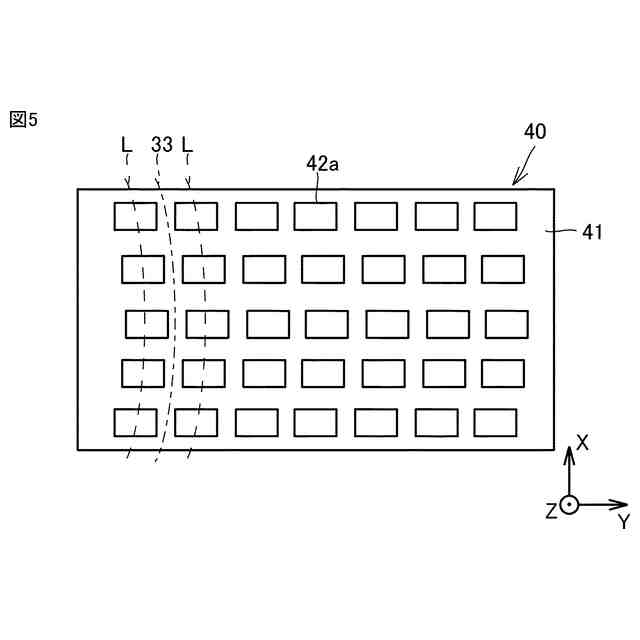
図4に示す誘電体ブロックに埋設されている内部電極パターンの有効部と切断刃の刃先先端との位置関係を示す平面図である。
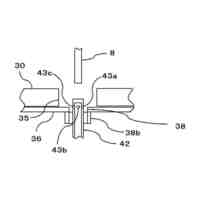
本発明の一実施形態に係る切断刃の刃先先端の形状を示す平面図である。
本発明の一実施形態の変形例に係る切断刃の刃先先端の形状を示す平面図である。
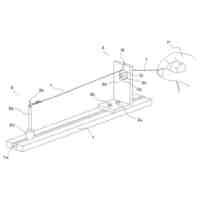
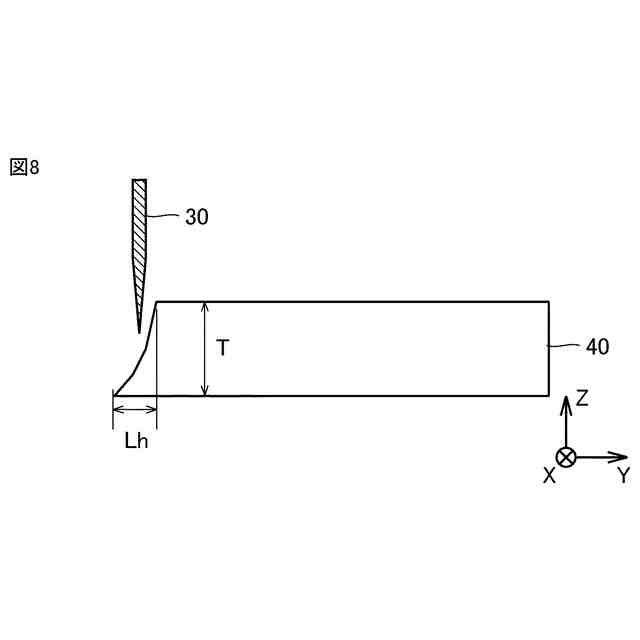
切断刃で切断した切断対象部材の切断面の評価方法を示す図である。
【発明を実施するための形態】
【0009】
以下、本発明の一実施形態に係る切断装置、切断刃および電子部品の製造方法について図を参照して説明する。以下の実施形態の説明においては、図中の同一または相当部分には同一符号を付して、その説明は繰り返さない。
【0010】
図1は、本発明の一実施形態に係る電子部品の製造方法を示すフロー図である。以下の電子部品の製造方法の説明においては、積層セラミックコンデンサの製造方法について説明するが、電子部品は、積層セラミックコンデンサに限られず、積層セラミックコイルなどでもよく、チップから作製される電子部品であればよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社村田製作所
高周波モジュール及び通信装置
今日
個人
ハサミ
6か月前
株式会社Yui
包丁
8か月前
個人
テープカッター
4か月前
個人
カッター
9か月前
個人
ラインカッター
6か月前
個人
鼻毛処理用ハサミ
11か月前
個人
野菜切り器
6か月前
個人
ハサミ用補助定規
6か月前
有限会社カルチエ
ナイフ
2か月前
個人
折り畳みナイフ
5か月前
個人
折り畳みナイフ
2か月前
コクヨ株式会社
ハサミ
3か月前
個人
2wayコーナーパンチ
29日前
個人
紙器打抜ブランカー下型
9か月前
個人
剃刀具
5か月前
有限会社和田技研
スライサ
10か月前
株式会社文創
切創抑制器具
3か月前
個人
鶏卵および納豆パックカッター
9か月前
学校法人神奈川大学
鋏
6か月前
株式会社東伸
回転刃ホルダー
10か月前
株式会社伊勢藤
食パン切断器
11か月前
トヨタ自動車株式会社
切断装置
1か月前
デュプロ精工株式会社
処理装置
10か月前
第一精工株式会社
ナイフ
5か月前
大創株式会社
打抜き部受支装置
3か月前
TOWA株式会社
樹脂材料の切断器具
6か月前
株式会社マサヒロ
波刃包丁
6か月前
ビアメカニクス株式会社
ドリル加工装置
11か月前
協和工業株式会社
食品用鋏
7か月前
株式会社日本キャリア工業
食料切断装置
1か月前
株式会社日本キャリア工業
食品切断装置
9か月前
オルファ株式会社
円形刃用のホルダ
5か月前
オルファ株式会社
円形刃用のホルダ
11か月前
鈴茂器工株式会社
棒状食材切断装置
7日前
株式会社島精機製作所
裁断機
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ