TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034136
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140324
出願日
2023-08-30
発明の名称
筐体の製造方法、光硬化性樹脂シート、及び光硬化性樹脂シート硬化物
出願人
日東電工株式会社
代理人
弁理士法人WisePlus
主分類
B29C
65/02 20060101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂硬化物を精度よく筐体に固定可能な筐体の製造方法、精度よく筐体に固定可能な光硬化性樹脂シート硬化物を提供する。
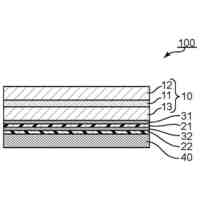
【解決手段】光硬化性樹脂シートに活性エネルギー線を照射して、光硬化性樹脂シート硬化物を調製する硬化物調製工程と、
前記硬化物調製工程により調製された光硬化性樹脂シート硬化物を加熱して筐体に接着させる接着工程とを含む筐体の製造方法。
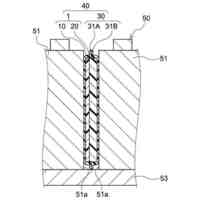
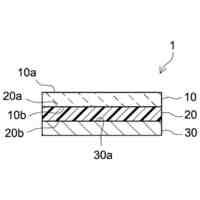
【選択図】図2
特許請求の範囲
【請求項1】
光硬化性樹脂シートに活性エネルギー線を照射して、光硬化性樹脂シート硬化物を調製する硬化物調製工程と、
前記硬化物調製工程により調製された光硬化性樹脂シート硬化物を加熱して筐体に接着させる接着工程とを含む筐体の製造方法。
続きを表示(約 630 文字)
【請求項2】
前記接着工程において、接着剤を使用しない請求項1記載の筐体の製造方法。
【請求項3】
前記光硬化性樹脂シートが、光カチオン硬化性樹脂シートである請求項1又は2記載の筐体の製造方法。
【請求項4】
前記光硬化性樹脂シートが、賦形されたシートである請求項1又は2記載の筐体の製造方法。
【請求項5】
前記硬化物調製工程において、紫外線の照射量が、600~25,000mJ/cm
2
である請求項1又は2記載の筐体の製造方法。
【請求項6】
前記光硬化性樹脂シート硬化物が、光学材料である請求項1又は2記載の筐体の製造方法。
【請求項7】
請求項1又は2記載の筐体の製造方法に用いられる光硬化性樹脂シート。
【請求項8】
150℃環境下で30分間静置した後、25℃環境下で2時間静置した際の接着力が13MPa以上である光硬化性樹脂シート硬化物。
【請求項9】
25℃から225℃まで10℃/分の昇温速度で加熱し、50℃以降に認められる発熱ピークから算出した発熱量が、100mJ/mg以上である請求項8記載の光硬化性樹脂シート硬化物。
【請求項10】
光カチオン硬化性樹脂シートに活性エネルギー線を照射して調製される請求項8又は9記載の光硬化性樹脂シート硬化物。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、筐体の製造方法、光硬化性樹脂シート及び光硬化性樹脂シート硬化物に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来から光硬化性を有する樹脂組成物が、ディスプレイ、光半導体の接着剤、レンズ、保護膜等の光学用途に広く用いられている。これらの大部分が常温(25℃)で液状の樹脂組成物であり、ディスペンス方式により使用されている。
【0003】
モバイル用の3Dカメラなどでは、光半導体素子の上にマイクロレンズなどの光学素子を配置した光半導体パッケージが組み込まれている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
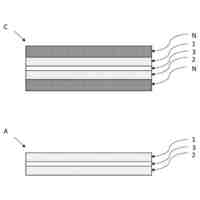
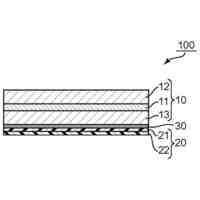
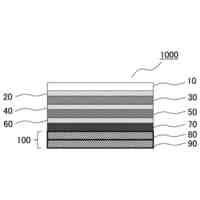
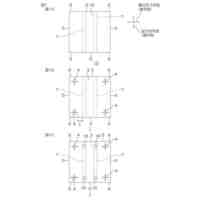
マイクロレンズなど賦形レンズを有する光半導体パッケージ筐体の製造工程において、従来から、光ラジカル硬化性樹脂を用いた賦形層が使用されている。この賦形層は光硬化後にパッケージ筐体との接着性を有さないため、賦形層と筐体との固定のために別途接着剤が塗布されている。図1を用いて、従来の光半導体パッケージ筐体の製造方法について説明する。
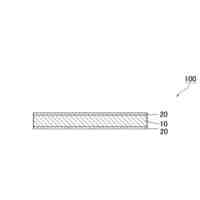
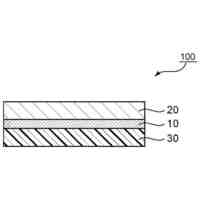
【0005】
液状の光ラジカル硬化性樹脂組成物100を基材シート12に塗布した後、その上から金型11を押し当てて、金型の形状に沿った形に液状の光ラジカル硬化性樹脂組成物100を賦形する。次に、賦形された液状の光ラジカル硬化性樹脂組成物100に、紫外線を照射し、光ラジカル硬化性樹脂硬化物101を調製し、金型11から離型する。光ラジカル硬化反応は非常に迅速に進行し、ほぼ完全に硬化反応が完了するため、光ラジカル硬化性樹脂硬化物101は、通常、接着力をほとんど有さず、筐体13に直接固定することができない(図1の左側)。そのため、液状の接着剤102を用いて、光ラジカル硬化性樹脂硬化物101が、筐体13に固定される(図1の右側)。
【0006】
このように、従来の光ラジカル硬化性樹脂を用いる場合には、樹脂硬化物を筐体に固定する際に、液状の接着剤を使用する必要があり、その結果、接着剤のはみだしが生じたり、接着剤層の厚みや接着剤層が硬化することにより、樹脂硬化物の位置ずれや傾きなどアライメントに問題が生じやすく、樹脂硬化物を精度よく筐体に固定することが困難であることが本発明者らの検討の結果、明らかとなった。
本発明は、樹脂硬化物を精度よく筐体に固定可能な筐体の製造方法、精度よく筐体に固定可能な光硬化性樹脂シート硬化物を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明(1)は、光硬化性樹脂シートに活性エネルギー線を照射して、光硬化性樹脂シート硬化物を調製する硬化物調製工程と、
前記硬化物調製工程により調製された光硬化性樹脂シート硬化物を加熱して筐体に接着させる接着工程とを含む筐体の製造方法に関する。
【0008】
本発明(2)は、前記接着工程において、接着剤を使用しない本発明(1)記載の筐体の製造方法に関する。
【0009】
本発明(3)は、前記光硬化性樹脂シートが、光カチオン硬化性樹脂シートである本発明(1)又は(2)記載の筐体の製造方法に関する。
【0010】
本発明(4)は、前記光硬化性樹脂シートが、賦形されたシートである本発明(1)~(3)のいずれか1項に記載の筐体の製造方法に関する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
断熱材
24日前
日東電工株式会社
配線回路基板
8日前
日東電工株式会社
センサデバイス
24日前
日東電工株式会社
表面保護シート
10日前
日東電工株式会社
液晶ポリマーフィルム
23日前
日東電工株式会社
配線回路基板の製造方法
17日前
日東電工株式会社
光学積層体および表示装置
18日前
日東電工株式会社
楕円偏光板および画像表示装置
8日前
日東電工株式会社
積層光学フィルムおよび画像表示装置
2日前
日東電工株式会社
剥離方法および半導体ウエハの加工方法
26日前
日東電工株式会社
配線回路基板、及び配線回路基板集合体
16日前
日東電工株式会社
配線回路基板、及び配線回路基板の製造方法
16日前
日東電工株式会社
バリアフィルムおよびバリアフィルム付偏光板
18日前
日東電工株式会社
光学積層体および該光学積層体を用いた画像表示装置
23日前
日東電工株式会社
ダイボンドフィルム及びダイシングダイボンドフィルム
12日前
日東電工株式会社
積層体
8日前
日東電工株式会社
光学積層体
23日前
日東電工株式会社
インダクタ
1か月前
日東電工株式会社
複層構造体
16日前
日東電工株式会社
光学粘着シート、および、はく離ライナー付き光学粘着シート
24日前
日東電工株式会社
透明導電性フィルム
1か月前
日東電工株式会社
偏光膜および偏光板
29日前
日東電工株式会社
透明導電性フィルム
23日前
日東電工株式会社
粘着フィルム、アクリル系粘着剤組成物、および、フレキシブルデバイス
25日前
日東電工株式会社
易接着フィルムの製造方法
23日前
日東電工株式会社
n型半導体焼結体、電気・電子部材、熱電発電装置、及びn型半導体焼結体の製造方法
24日前
日東電工株式会社
位相差層付偏光板および画像表示装置
1か月前
日東電工株式会社
粘着剤組成物、粘着シート、及び接合体
29日前
日東電工株式会社
偏光板およびそれを用いた画像表示装置
16日前
日東電工株式会社
粘着剤組成物、粘着シート、及び接合体
29日前
日東電工株式会社
防水膜とこれを備える防水部材及び電子機器
8日前
日東電工株式会社
偏光膜の製造方法、および偏光フィルムの製造方法
10日前
日東電工株式会社
マーク付きインダクタおよびマーク付き積層シート
25日前
日東電工株式会社
偏光膜の製造方法、および偏光フィルムの製造方法
29日前
日東電工株式会社
粘着シートの製造方法及び粘着シート付き光学フィルムの製造方法
24日前
日東電工株式会社
粘着シートの製造方法及び粘着シート付き光学フィルムの製造方法
24日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ