TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025032739
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2023138196
出願日
2023-08-28
発明の名称
ガラス板の製造装置及びガラス板の製造方法
出願人
日本電気硝子株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
9/10 20060101AFI20250305BHJP(研削;研磨)
要約
【課題】ガラス板の端面の加工前に、加工部が加速を伴って移動することで生じ得る保持部材の軸部廻りの回転動を抑える。
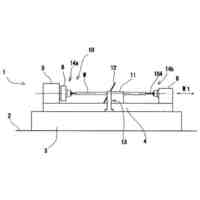
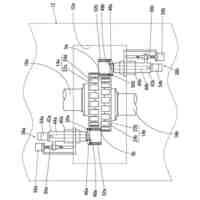
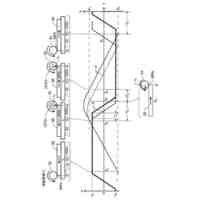
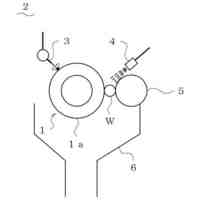
【解決手段】ガラス板製造装置1は、ガラス板Gの端面Gaを加工する砥石3aを含む加工部3と、加工部3を一端部4aで保持する保持部材4と、保持部材4を回転可能に支持する軸部8と、軸部8を支持する走行基体7と、を備え、加工部3が、出発位置12を出発してからガラス板Gの端面Gaの加工を行うように構成され、保持部材4に取り付けられた錘体9は、加工部3が出発位置12を出発してからガラス板Gの端面Gaの加工開始位置13まで加速を伴って移動する間に、保持部材4の軸部8廻りの回転動を抑える作用を行う。
【選択図】図2
特許請求の範囲
【請求項1】
平置き姿勢にあるガラス板の端面の加工方向に沿って移動することで前記端面を加工する加工具を含む加工部と、前記加工部を一端部で保持する保持部材と、前記保持部材の前記一端部から他端部に至るまでの中間位置に配置され且つ前記保持部材を前記ガラス板の主面に沿う平面内で回転可能となるように支持する軸部と、前記軸部を支持する走行基体と、を備え、前記加工部が、前記ガラス板よりも前記加工部の移動方向後側に位置する出発位置を出発してから前記ガラス板の端面の加工を終えるまでの間に、前記走行基体が、前記ガラス板の端面の加工方向と平行な方向に沿って移動するように構成されると共に、
前記保持部材に錘体を取り付け、前記錘体は、前記加工部が前記出発位置を出発してから前記ガラス板の端面の加工開始位置まで加速を伴って移動する間に、前記保持部材の前記軸部廻りの回転動を抑える作用を行うことを特徴とするガラス板の製造装置。
続きを表示(約 1,600 文字)
【請求項2】
前記保持部材には、前記保持部材の姿勢を一定に保持するための保持力が作用しており、前記錘体は、前記保持力に抗して前記保持部材が前記軸部廻りに回転動することを抑える作用を行うことを特徴とする請求項1に記載のガラス板の製造装置。
【請求項3】
リンク機構が前記保持部材の前記他端部に連結され、前記保持部材に、前記走行基体に支持されたアクチュエータから前記リンク機構を介して前記保持力が作用するように構成したことを特徴とする請求項2に記載のガラス板の製造装置。
【請求項4】
距離を、前記ガラス板の主面に沿う平面内で前記端面の加工方向と直交する方向における距離として、
前記保持部材の前記一端部から前記軸部の中心軸線までの距離をL1とし且つ前記保持部材の前記一端部から前記錘体の重心までの距離をL2とした場合に、
L1<L2
の関係を満たすことを特徴とする請求項1~3の何れかに記載のガラス板の製造装置。
【請求項5】
前記保持部材における前記軸部の中心軸線よりも前記他端部側の部位に、前記錘体を取り付けたことを特徴とする請求項1~3の何れかに記載のガラス板の製造装置。
【請求項6】
前記加工部が前記出発位置から加速しながら前記ガラス板の端面に向かって移動する加速ゾーンと、前記加工部が等速度で移動しながら前記ガラス板の端面の加工を行う等速ゾーンと、を備えることを特徴とする請求項1~3の何れかに記載のガラス板の製造装置。
【請求項7】
前記加速ゾーンは、前記加工部が前記ガラス板の端面の加工開始位置に到達してから所定長さだけ移動方向前側の位置まで移動するゾーンを含むことを特徴とする請求項6に記載のガラス板の製造装置。
【請求項8】
前記加工部は移動方向に沿って複数個が配置され、これら加工部のうちの最も移動方向前側に配置された前側の加工部を保持している保持部材には前記錘体が取り付けられ、前記前側の加工部よりも移動方向後側に配置された後側の加工部を保持している保持部材には錘体が取り付けられていないことを特徴とする請求項1~3の何れかに記載のガラス板の製造装置。
【請求項9】
前記保持部材には、前記保持部材の姿勢を一定に保持するための保持力が作用しており、前記保持力は、前記保持部材の前記軸部廻りの回転動を規制するストッパに対し、アクチュエータの回転軸のトルクによって前記保持部材を押し付ける力であり、前記錘体は、前記保持力に抗して前記保持部材が前記軸部廻りに回転動することを抑える作用を行い、
前記アクチュエータの回転軸のトルク値は、0.01N・m以上で0.2N・m以下であり、
前記錘体の重量は、前記加工部の重量の10%以上で50%以下であることを特徴とする請求項4に記載のガラス板の製造装置。
【請求項10】
前記保持部材には、前記保持部材の姿勢を一定に保持するための保持力が作用しており、前記保持力は、前記保持部材の前記軸部廻りの回転動を規制するストッパに対し、アクチュエータの回転軸のトルクによって前記保持部材を押し付ける力であり、前記錘体は、前記保持力に抗して前記保持部材が前記軸部廻りに回転動することを抑える作用を行い、
前記アクチュエータの回転軸のトルク値は、0.01N・m以上で0.2N・m以下であり、
距離を、前記ガラス板の主面に沿う平面内で前記端面の加工方向と直交する方向における距離として、
前記錘体の重量をW3とし且つ前記錘体の重心から前記軸部の中心軸線までの距離をL3とし、前記加工部の重量をW4とし且つ前記加工部の重心から前記軸部の中心軸線までの距離をL4とした場合に、
(W3×L3)/(W4×L4)が、0.35以上で0.75以下であることを特徴とする請求項4に記載のガラス板の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガラス板の端面を加工するための構成を備えたガラス板の製造装置及び製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
液晶ディスプレイに代表されるパネルディスプレイ等に使用されるガラス基板の製造工程では、大型のガラス原板(成形原板)から一枚または複数枚のガラス板を切り出すことが行われている。この切り出されたガラス板の端面に傷等が存在していると、その傷等から割れなどが発生するため、これを防止する目的で、ガラス板の端面に対して研削加工(粗加工)や研磨加工(仕上げ加工)が施される。
【0003】
ガラス板の端面を加工する技術として、特許文献1には、加工具を含む加工部を一端部で保持する保持部材(同公報ではアーム部材)と、保持部材を回転可能に支持する軸部(同公報では支持軸部材)と、加工具がガラス板の端面を押圧する力を保持部材に生じさせるサーボモータと、を備えた端面加工装置が開示されている。この場合、加工部は、加工具に加えてこれを駆動するモータを有する。また、ガラス板は平置き姿勢にある。
【0004】
この端面加工装置の主たる動作は、サーボモータの回動軸(モータ軸)の速度、トルクの変化を検出し、その変化に応じて速度又はトルクのフィードバック制御を実行することで、ガラス板の端面に対する加工具の押圧力を調整するものである。
【先行技術文献】
【特許文献】
【0005】
特開2017-30089号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者等は、鋭意研究を重ねた結果、特許文献1に開示のような端面加工装置によれば、ガラス板の端面の加工前に加工部を当該端面の加工開始位置まで加速を伴って移動させた場合、加工部に作用する慣性力が原因となって、保持部材が軸部廻りに回転動する事態が発生することを見出した。
【0007】
したがって、タクトタイムを短くして生産性を向上させるために、ガラス板の端面の加工前に加工部を加速させながら移動させたのでは、加工部を安定して保持できなくなるという問題が生じる。そして、この問題は、加工部が加工開始位置に到達した時点でガラス板の端面の加工を適正に開始できなくなるという新たな問題を引き起こす。
【0008】
これに関して、特許文献1(段落0053、0054参照)には、加速を伴う移動時ではないが、ガラス板の端面の加工前に、ストッパとサーボモータとによって保持部材を一定の姿勢に保持できる構成が開示されている。詳述すると、同文献には、図10に実線で示すように、保持部材4Aの反時計方向の回転を規制するストッパSAに対し、サーボモータ6Aの回転軸6Aaのトルクによって保持部材4Aを押し付け、その押し付け力(保持力)によって保持部材4Aをそのままの状態に保持する旨の事項が記載されている。
【0009】
この構成によれば、等速度で移動する時には、加工部3Aを安定して保持することが期待できる。しかしながら、加速を伴って移動する時には、加工部3Aに作用する慣性力が原因となって、上記の保持力に抗して保持部材4Aが同図に鎖線で示すように軸部8A廻りに回転してストッパSAから離反する事態が生じ得る。このような事態が生じると、加工開始位置13Aでは、加工部3Aの加工具3Aaがガラス板Gの端面Gaから離反した状態になるため、加工具3Aaがガラス板Gの端面Gaの始端部Gaxから所定領域LAを加工できなくなり、上記の問題が依然として残存する。
【0010】
以上の観点から、本発明は、ガラス板の端面の加工前に、加工部が加速を伴って移動することで生じ得る保持部材の軸部廻りの回転動を抑えることを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
1か月前
個人
研削盤のワーク支持装置
3か月前
株式会社タカトリ
研削装置
2か月前
日清工業株式会社
両頭平面研削盤
3か月前
トヨタ自動車株式会社
外径測定方法
1か月前
株式会社土橋製作所
研磨装置
3か月前
株式会社IHI
ブラストガン
20日前
株式会社ナノテム
砥石
4か月前
株式会社ナノテム
砥石
4か月前
株式会社ディスコ
加工装置
13日前
株式会社ツガミ
円筒研削盤
3か月前
NTN株式会社
加工装置
今日
リックス株式会社
ドライアイス噴射装置
1か月前
信越半導体株式会社
洗浄処理装置
1か月前
株式会社荏原製作所
研磨装置
24日前
株式会社荏原製作所
研磨装置
20日前
株式会社荏原製作所
研磨装置
27日前
株式会社荏原製作所
研磨装置
1か月前
トヨタ自動車株式会社
ラッピング加工装置
4か月前
株式会社マキタ
サンダ
今日
ファクトリーファイブ株式会社
破損検出機構
4か月前
株式会社ディスコ
加工具
2か月前
住友重機械工業株式会社
研削制御装置及び研削方法
4か月前
信越半導体株式会社
研磨布の洗浄方法
4か月前
住友重機械工業株式会社
研削制御装置及び研削方法
3か月前
株式会社トクピ製作所
研削方法
3か月前
学校法人 中央大学
表面処理方法
2か月前
株式会社ディスコ
研削装置
28日前
株式会社ディスコ
研磨装置
2か月前
株式会社ディスコ
研磨装置
4か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
24日前
株式会社ディスコ
加工装置
3か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工方法
3か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ