TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025030432
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023135717
出願日
2023-08-23
発明の名称
モールド及び石英るつぼの製造方法
出願人
信越石英株式会社
代理人
個人
,
個人
,
個人
主分類
C03B
20/00 20060101AFI20250228BHJP(ガラス;鉱物またはスラグウール)
要約
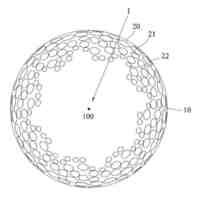
【課題】 回転モールド法により石英るつぼを製造するためのモールドにおいて、石英粉成型体を形成する際に、溶融時の石英るつぼの湾曲部に生じる波状の変形による形状不良を効率的に防止することができるモールドを提供する。
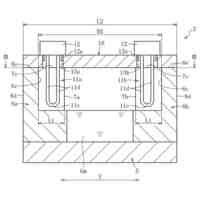
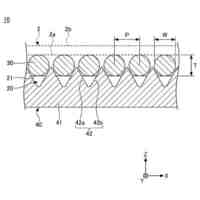
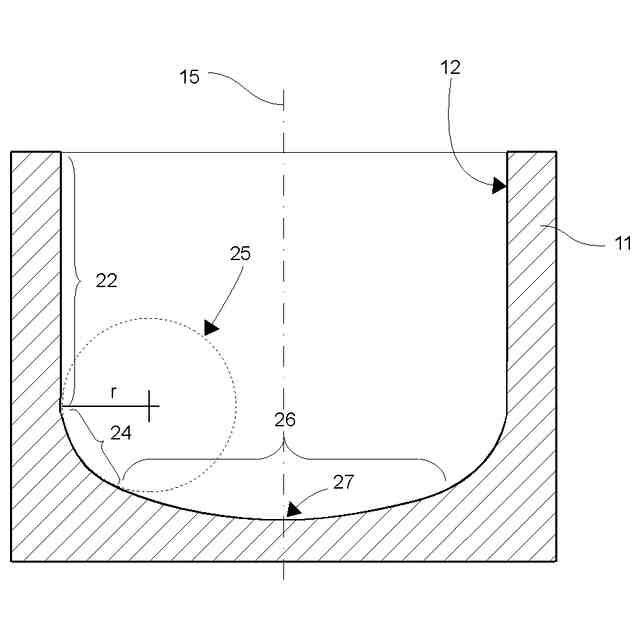
【解決手段】 直胴部と、前記直胴部の下端に連続し、曲率半径rが50mm~300mmの第一の湾曲部と、前記第一の湾曲部に連続し、曲率半径Rが350mm~2000mmの第二の湾曲部を有する底部とを有する有底筒状のモールドであり、前記第一の湾曲部の内表面に、凹形状の溝を有し、該溝は、前記モールドを貫通しない非貫通溝であり、前記第二の湾曲部のうち、前記第一の湾曲部に接する位置から湾曲形状に沿って底部中心に向かう方向において、少なくとも35mmの範囲の内表面は前記凹形状の溝を有さず、該範囲の内表面は算術表面粗さRa20μm以下の平滑性を有するモールド。
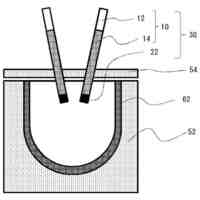
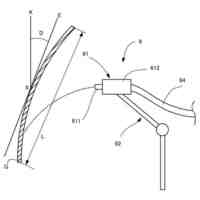
【選択図】 図1
特許請求の範囲
【請求項1】
回転モールド法により石英るつぼを製造するためのモールドであって、
前記モールドは、
直胴部と、
前記直胴部の下端に連続し、曲率半径rが50mm~300mmの第一の湾曲部と、
前記第一の湾曲部に連続し、曲率半径Rが350mm~2000mmの第二の湾曲部を有する底部と
を有する有底筒状のモールドであり、
前記第一の湾曲部の内表面に、凹形状の溝を有し、該溝は、前記モールドを貫通しない非貫通溝であり、
前記第二の湾曲部のうち、前記第一の湾曲部に接する位置から湾曲形状に沿って底部中心に向かう方向において、少なくとも35mmの範囲の内表面は前記凹形状の溝を有さず、該範囲の内表面は算術表面粗さRa20μm以下の平滑性を有するものであることを特徴とするモールド。
続きを表示(約 590 文字)
【請求項2】
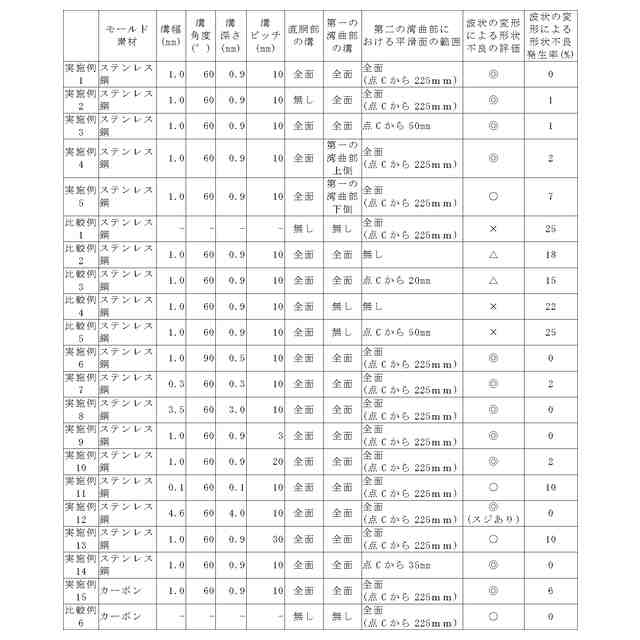
前記凹形状の溝は、幅が0.3mm以上3.5mm以下、深さが0.3mm以上3.0mm以下、ピッチが3mm以上20mm以下であり、モールド回転軸に対して同心円状の複数の溝であることを特徴とする請求項1に記載のモールド。
【請求項3】
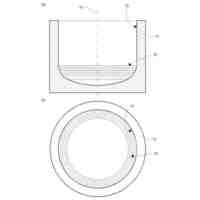
前記第一の湾曲部において前記同心円状の複数の溝を有する範囲が、少なくとも、
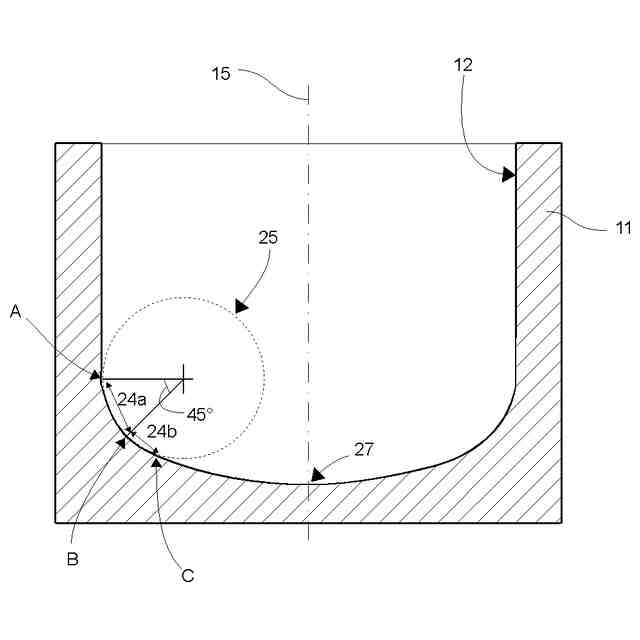
前記第一の湾曲部の内表面に接する、前記第一の湾曲部の曲率半径rに基づく仮想円を定義したときに、
前記仮想円の中心から伸ばした直線を、水平方向に伸ばしたときに前記モールドと交わる点Aから、
前記仮想円の中心から伸ばした直線を、前記水平方向から、前記モールドの前記底部中心の方向へ45°回転させたときに前記モールドと交わる点Bまでの範囲であることを特徴とする請求項2に記載のモールド。
【請求項4】
前記モールドの材質がステンレス鋼製又はカーボン製であることを特徴とする請求項1に記載のモールド。
【請求項5】
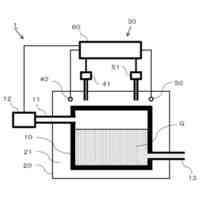
請求項1から請求項4のいずれか1項に記載のモールドを回転させながら、該回転するモールドの内表面に石英粉を吹き付けて、石英粉からなる所定形状の石英粉成型体を成型する工程と、
前記成型した石英粉成型体を溶融して石英るつぼを作製する工程と
を有する石英るつぼの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、石英るつぼを製造するためのモールドに関し、これを用いた石英るつぼの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
シリコン単結晶引上げ用の石英るつぼを製造する方法として、回転モールド法が知られている。この方法は、回転するモールドの内表面に沿って堆積した石英粉を加熱溶融してガラス化し、るつぼの形状に成形する方法である(例えば、特許文献1)。
【0003】
回転モールド法では、石英るつぼを溶融する前に、所定の形状で石英粉を成型するが、成型作業は高速回転したモールド直胴部内面に石英粉を吹き付け、遠心力で直胴部に石英粉を堆積させて行う。
【0004】
特許文献2には、モールドの内表面の少なくとも直胴部に、モールド回転軸に対して同心円状の複数の溝を有するモールドが開示されている。このような直胴部に溝を有するモールドにより、原料粉の付着力が向上し、粉付き改善による原料粉の使用量削減、作業時間短縮が試みられている。
【0005】
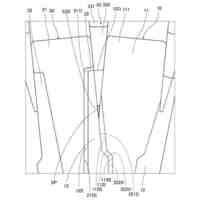
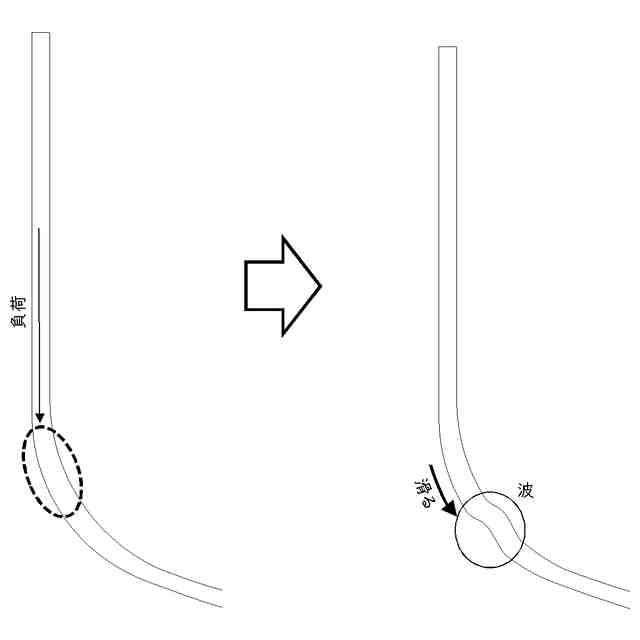
また、石英粉を加熱溶融してガラス化して石英るつぼを製造するときに、石英るつぼの直胴部に該当する溶融部の自重(負荷)に耐えきれず、石英るつぼの小R部(直胴部と底部の間の湾曲部)に該当する溶融部が底部方向に滑り、石英るつぼの大R部(小R部に隣接する、より曲率半径の大きいR部)~底部にかけて波状の変形が発生(図5参照)することがあり、前記変形が大きくなると、形状不良として廃棄されてしまう。
【先行技術文献】
【特許文献】
【0006】
特開2004-026609号公報
特開2019-104647号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記した事情に鑑みなされたもので、回転モールド法により石英るつぼを製造するためのモールドにおいて、石英粉成型体を形成する際に、溶融時の石英るつぼの湾曲部に生じる波状の変形による形状不良を効率的に防止することができるモールドを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するためになされたもので、回転モールド法により石英るつぼを製造するためのモールドであって、前記モールドは、直胴部と、前記直胴部の下端に連続し、曲率半径rが50mm~300mmの第一の湾曲部と、前記第一の湾曲部に連続し、曲率半径Rが350mm~2000mmの第二の湾曲部を有する底部とを有する有底筒状のモールドであり、前記第一の湾曲部の内表面に、凹形状の溝を有し、該溝は、前記モールドを貫通しない非貫通溝であり、前記第二の湾曲部のうち、前記第一の湾曲部に接する位置から湾曲形状に沿って底部中心に向かう方向において、少なくとも35mmの範囲の内表面は前記凹形状の溝を有さず、該範囲の内表面は算術表面粗さRa20μm以下の平滑性を有するものであることを特徴とするモールドを提供する。
【0009】
本発明のモールドでは、第一の湾曲部の溝の存在により、モールドの内表面で原料石英粉が引っかかる形状となる。これにより、石英粉の付着性が良くなり、滑りにくくなる。そうすることで、石英るつぼの小R部に該当する溶融部の滑りも連動して防ぐことができる。更に、第二の湾曲部の少なくとも第一の湾曲部から連続する部分を平滑にすることで、第二の湾曲部に供給される原料粉は遠心力により、第一の湾曲部の方向へ力が作用するため、石英るつぼの小R部に該当する溶融部の滑りを食い止めることができる。これらの効果により、波状の変形による形状不良を効率的に改善することができる。
【0010】
このとき、前記凹形状の溝は、幅が0.3mm以上3.5mm以下、深さが0.3mm以上3.0mm以下、ピッチが3mm以上20mm以下であり、モールド回転軸に対して同心円状の複数の溝であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
信越石英株式会社
電極装置及びその製造方法
2か月前
信越石英株式会社
モールド及び石英るつぼの製造方法
5か月前
日本電気硝子株式会社
ガラス材
3か月前
個人
ガラス製品の製造方法
1か月前
株式会社フジクラ
シール装置
2か月前
日本電気硝子株式会社
ガラスの製造方法
2か月前
日本電気硝子株式会社
ガラス繊維用組成物
1か月前
日本電気硝子株式会社
ガラス繊維用組成物
2か月前
日本板硝子株式会社
自動車用窓ガラス
3か月前
株式会社オハラ
光学ガラス
2か月前
日東電工株式会社
ガラス樹脂複合体
4か月前
AGC株式会社
ガラス板の製造方法
3か月前
信越化学工業株式会社
ガラス母材の延伸方法
1か月前
日本電気硝子株式会社
フィーダー
3か月前
日本電気硝子株式会社
ガラスの製造方法
6日前
AGC株式会社
ガラスペースト
2か月前
信越化学工業株式会社
光ファイバ母材の製造方法
28日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
3か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
3か月前
株式会社オハラ
光学ガラスおよび光学素子
2か月前
白金科技股分有限公司
微小球およびその調製方法
1か月前
日本板硝子株式会社
車両用合わせガラス体
1か月前
AGC株式会社
洗浄部材の位置決め方法
2か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
2か月前
AGC株式会社
成形装置、及び成形方法
1か月前
AGC株式会社
ガラス及びその製造方法
1か月前
日本板硝子株式会社
車両用調光合わせガラス
1か月前
東洋ガラス株式会社
ガラス製造装置
3か月前
日本電気硝子株式会社
ガラス物品の製造方法
3か月前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
3か月前
AGC株式会社
膜付き基材及びその製造方法
4か月前
住友電気工業株式会社
光ファイバの製造装置
1日前
株式会社オハラ
結晶相を含むガラス
3か月前
株式会社オハラ
結晶相を含むガラス
3か月前
住友電気工業株式会社
光ファイバの製造方法
13日前
住友電気工業株式会社
光ファイバの製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ