TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025027589
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2023132473
出願日
2023-08-16
発明の名称
ウエーハの加工方法
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
H01L
21/304 20060101AFI20250220BHJP(基本的電気素子)
要約
【課題】面取り部を外周に備えた第一のウエーハと第二のウエーハとが接合された接合ウエーハを加工する過程で、第二のウエーハから第二のウエーハが剥離することを回避することができるウエーハの加工方法を提供する。
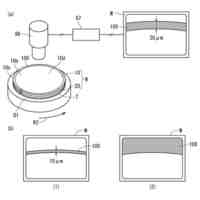
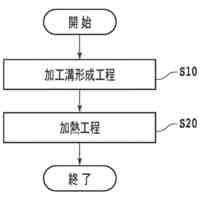
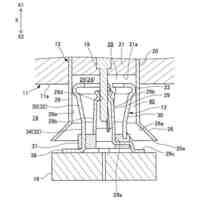
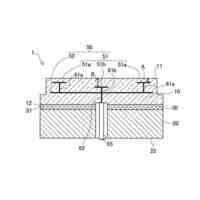
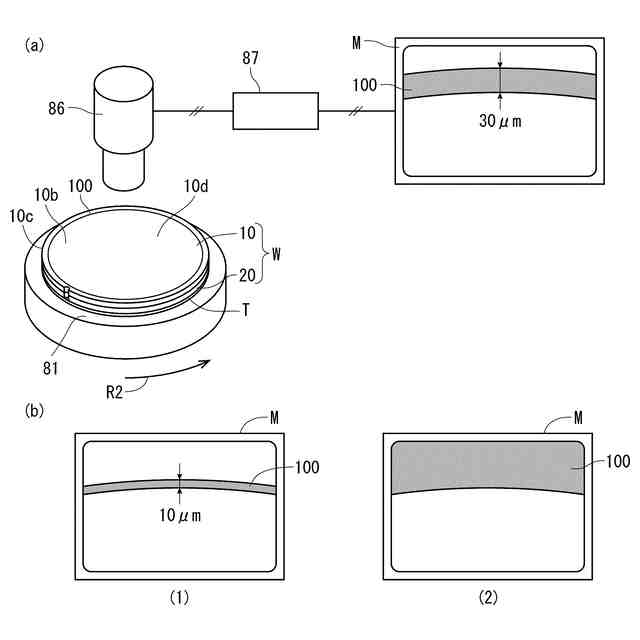
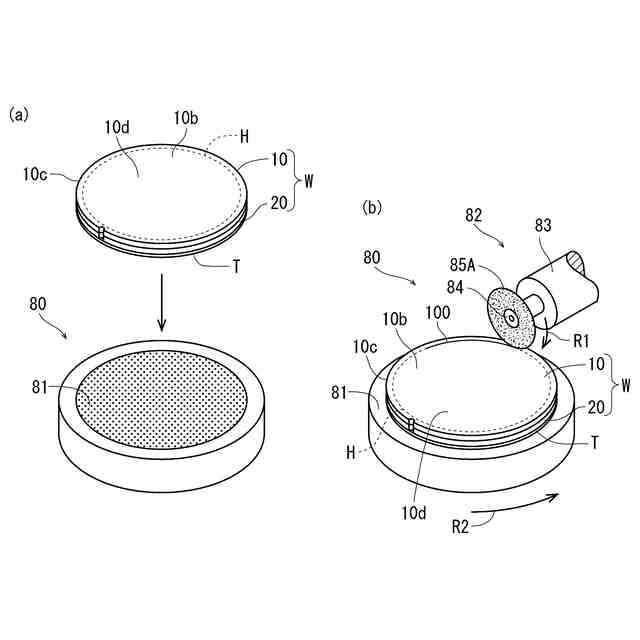
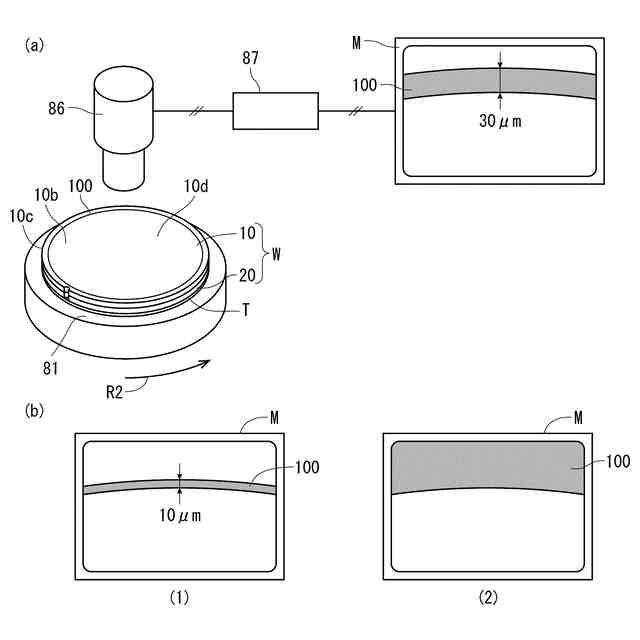
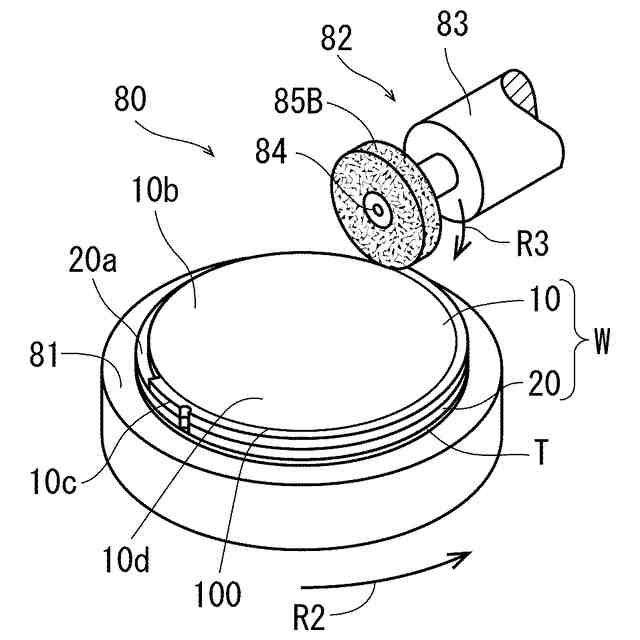
【解決手段】切削溝を形成する加工装置を構成するチャックテーブルに第二のウエーハ側を保持し、第一のウエーハの外周に形成された面取り部の内側で該有効領域に隣接する領域に切削ブレードを位置付けて第二のウエーハに至る環状の切削溝を形成する切削溝形成工程と、該環状の切削溝の幅が均一に形成されているか否かを検出する切削溝検出工程と、該切削溝検出工程において、該切削溝の幅が均一であることが検出されたならば、研削装置を構成するチャックテーブルに第二のウエーハ側を保持し、第一のウエーハを研削する研削工程と、を含み構成される。
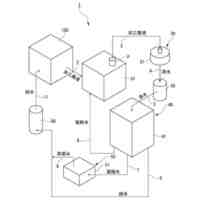
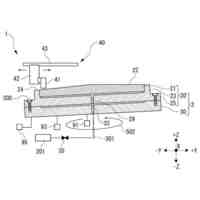
【選択図】図4
特許請求の範囲
【請求項1】
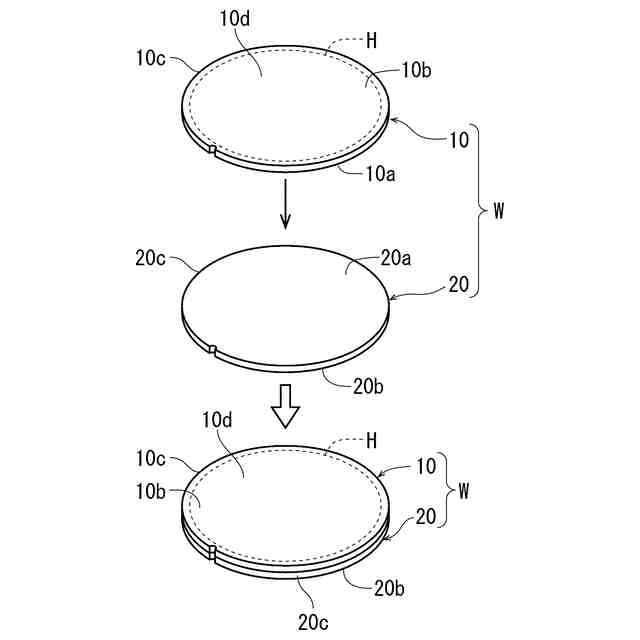
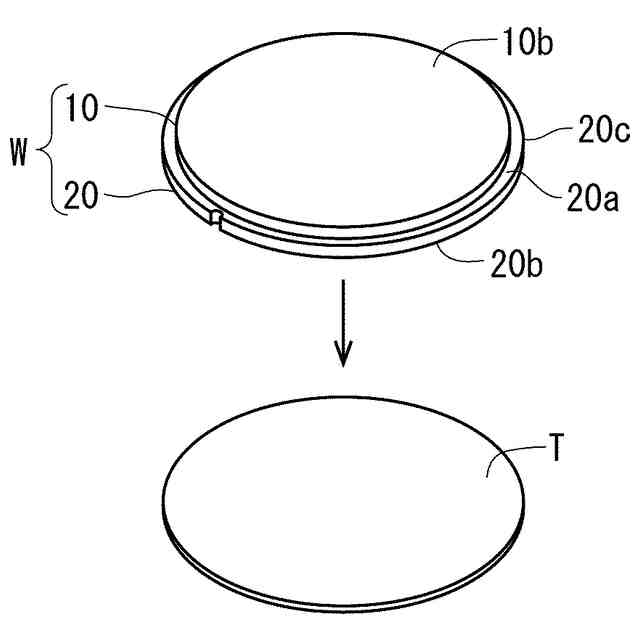
面取り部を外周に備え中央に有効領域を備えた第一のウエーハと第二のウエーハとが接合された接合ウエーハにおいて、該第一のウエーハを研削して薄化するウエーハの加工方法であって、
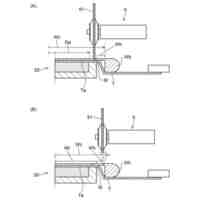
切削溝を形成する加工装置を構成するチャックテーブルに第二のウエーハ側を保持し、第一のウエーハの外周に形成された面取り部の内側で該有効領域に隣接する領域に切削ブレードを位置付けて第二のウエーハに至る環状の切削溝を形成する切削溝形成工程と、
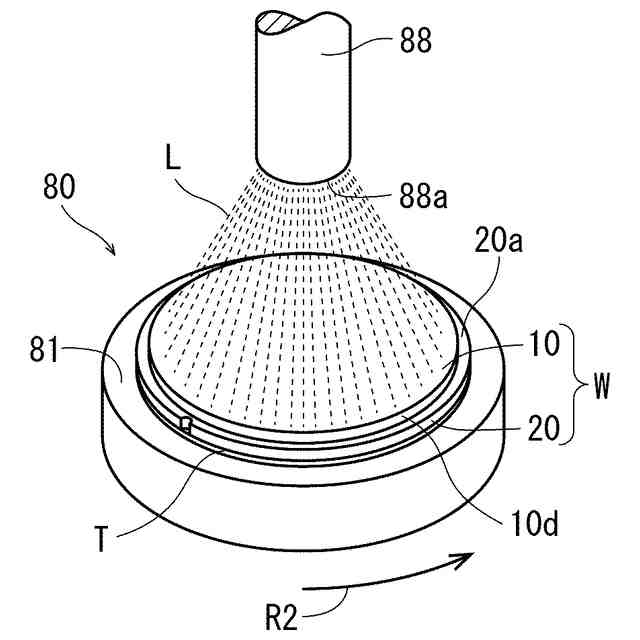
該環状の切削溝の幅が均一に形成されているか否かを検出する切削溝検出工程と、
該切削溝検出工程において、該切削溝の幅が均一であることが検出されたならば、研削装置を構成するチャックテーブルに第二のウエーハ側を保持し、第一のウエーハを研削する研削工程と、
を含み構成されるウエーハの加工方法。
続きを表示(約 310 文字)
【請求項2】
該切削溝検出工程において、切削溝の幅が不均一であることが検出されたならば、該研削工程を実施すべきでないと判定する請求項1に記載のウエーハの加工方法。
【請求項3】
該切削溝検出工程において切削溝の幅が均一であることが検出されたならば、該研削工程の前に該切削溝の外周に存在するリング状の面取り部を除去する面取り部除去工程を実施する請求項1に記載のウエーハの加工方法。
【請求項4】
第一のウエーハは、タンタル酸リチウム又はニオブ酸リチウムを含み構成され、第二のウエーハは、シリコン、サファイア、石英、ガラスのいずれかを含み構成される請求項1に記載のウエーハの加工方法。
発明の詳細な説明
【技術分野】
【0001】
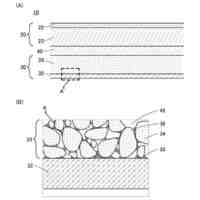
本発明は、面取り部を外周に備え中央に有効領域を備えた第一のウエーハと第二のウエーハとが接合された接合ウエーハにおいて、該第一のウエーハを研削して薄化するウエーハの加工方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
IC、LSI等の複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、研削装置によって裏面が研削されて所望の厚みに形成された後、切削装置等によって個々のデバイスチップに分割されて携帯電話、パソコン等の電気機器に利用される。
【0003】
また、携帯電話等の通信機器に欠かせない圧電体の薄膜、もしくは基板上に形成された規則性のあるくし形電極により弾性表面波を励振させるTF-SAWデバイスは、支持基板となるシリコン、サファイア、石英、ガラス等のウエーハ上に、圧電体として用いられるタンタル酸リチウム(LiTaO
3
=LT)ウエーハ(以下「LTウエーハ」と称する)や、ニオブ酸リチウム(LiNbO
3
=LN)ウエーハ(以下「LNウエーハ」と称する)を接合して接合ウエーハとし、該LTウエーハ、LNウエーハ側を研削装置によって所望の厚みに薄化(例えば5μm)された後、表面に電極を形成し、個々のデバイスチップに分割され、各種の通信機器に搭載される。
【0004】
そして、例えば1つのスマートフォンで複数の周波数帯に対応するマルチバンド化も進んでいることから、上記したLT、LN素材からなるデバイスへの注目が高まっている。
【0005】
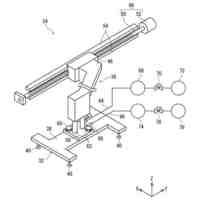
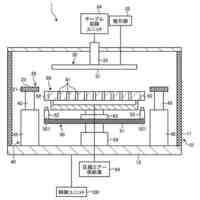
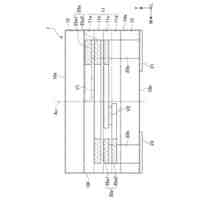
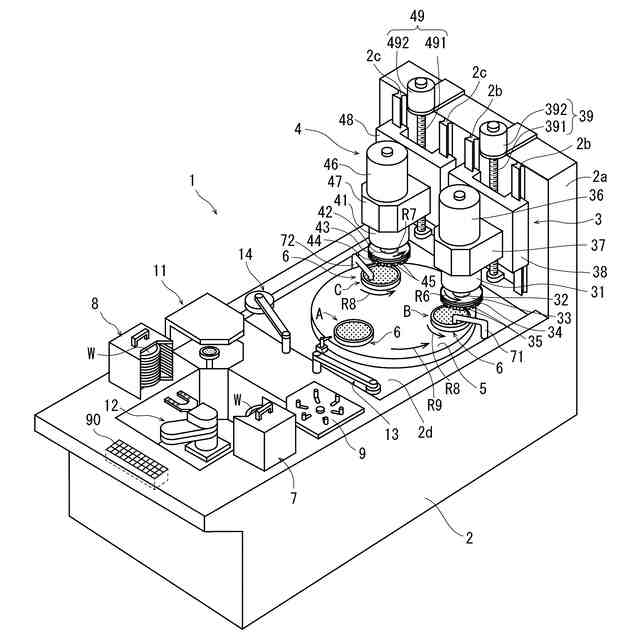
上記した接合ウエーハを研削する加工装置として、ウエーハを吸引保持し回転可能なチャックテーブルと、ウエーハを着脱する着脱領域とウエーハを研削する研削領域とに該チャックテーブルを移動する移動手段と、該着脱領域においてウエーハをチャックテーブルに搬入する搬入手段と、チャックテーブルから研削済みのウエーハを搬出する搬出手段と、該研削領域に配設され該チャックテーブルに保持されたウエーハに研削水を供給しながら研削する研削ホイールを回転可能に備えた研削手段と、を含み構成された研削装置が知られている(例えば特許文献1を参照)。
【先行技術文献】
【特許文献】
【0006】
特開2015-230971号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記したLTウエーハ、LNウエーハは、劈開性が高く研削加工が非常に難しい素材であり、また、接合ウエーハを形成する際の接合が十分でないと、研削装置によって、例えばシリコン基板等に接合された350μmの厚みのLTウエーハ、LNウエーハを5~1μmの厚みまで研削しようとした場合に、研削加工の過程で、シリコン基板等からLTウエーハ、LNウエーハが剥離し、搬送中に不具合が生じる等して、オペレータが対処するのに手間が掛かるという問題がある。
【0008】
本発明は、上記事実に鑑みなされたものであり、その主たる技術課題は、面取り部を外周に備えた第一のウエーハと第二のウエーハとが接合された接合ウエーハを加工する過程で、第二のウエーハから第二のウエーハが剥離することを回避することができるウエーハの加工方法を提供することにある。
【課題を解決するための手段】
【0009】
上記主たる技術課題を解決するため、本発明によれば、面取り部を外周に備え中央に有効領域を備えた第一のウエーハと第二のウエーハとが接合された接合ウエーハにおいて、該第一のウエーハを研削して薄化するウエーハの加工方法であって、切削溝を形成する加工装置を構成するチャックテーブルに第二のウエーハ側を保持し、第一のウエーハの外周に形成された面取り部の内側で該有効領域に隣接する領域に切削ブレードを位置付けて第二のウエーハに至る環状の切削溝を形成する切削溝形成工程と、該環状の切削溝の幅が均一に形成されているか否かを検出する切削溝検出工程と、該切削溝検出工程において、該切削溝の幅が均一であることが検出されたならば、研削装置を構成するチャックテーブルに第二のウエーハ側を保持し、第一のウエーハを研削する研削工程と、を含み構成されるウエーハの加工方法が提供される。
【0010】
該切削溝検出工程において、切削溝の幅が不均一であることが検出されたならば、該研削工程を実施すべきでないと判定することが好ましい。また、該切削溝検出工程において切削溝の幅が均一であることが検出されたならば、該研削工程の前に該切削溝の外周に存在するリング状の面取り部を除去する面取り部除去工程を実施するようにしてもよい。さらに、第一のウエーハは、タンタル酸リチウム又はニオブ酸リチウムを含み構成され、第二のウエーハは、シリコン、サファイア、石英、ガラスのいずれかを含み構成されることが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
カセット
3日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
ブレードケース
3日前
株式会社ディスコ
ウェーハの加工方法
今日
株式会社ディスコ
純水リサイクル装置
3日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
炭素含有単結晶基板の加工方法
3日前
株式会社ディスコ
貼り合わせウェーハの研削方法
3日前
株式会社ディスコ
エキスパンド装置及び分割方法
3日前
個人
トイレ用照明スイッチ
11日前
CKD株式会社
巻回装置
10日前
CKD株式会社
巻回装置
10日前
個人
積層型電解質二次電池
3日前
イリソ電子工業株式会社
電子部品
14日前
太陽誘電株式会社
コイル部品
18日前
太陽誘電株式会社
コイル部品
18日前
オムロン株式会社
電磁継電器
18日前
オムロン株式会社
電磁継電器
18日前
オムロン株式会社
電磁継電器
18日前
株式会社半導体エネルギー研究所
電池
1か月前
日新電機株式会社
変圧器
26日前
国立大学法人信州大学
トランス
18日前
日本特殊陶業株式会社
保持部材
10日前
三菱電機株式会社
同軸フィルタ
今日
株式会社ヨコオ
ソケット
25日前
ローム株式会社
半導体装置
11日前
ナカムラマジック株式会社
放熱器
5日前
日新イオン機器株式会社
気化器、イオン源
11日前
トヨタバッテリー株式会社
二次電池
10日前
三洋化成工業株式会社
リチウムイオン電池
1か月前
トヨタバッテリー株式会社
二次電池
25日前
日本航空電子工業株式会社
コネクタ
11日前
シャープ株式会社
アンテナ装置
25日前
矢崎総業株式会社
端子台
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ