TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025131
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129625
出願日
2023-08-08
発明の名称
筒状のタイヤ部材の製造装置および方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/30 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】並列された複数のコンベヤにより平置き状態で供給される帯状のタイヤ材料を、円滑かつ迅速に成形ドラム体に供給し、精度よくドラム幅方向の位置決めして、高品質の筒状のタイヤ部材を生産性よく製造できる製造装置および方法を提供する。
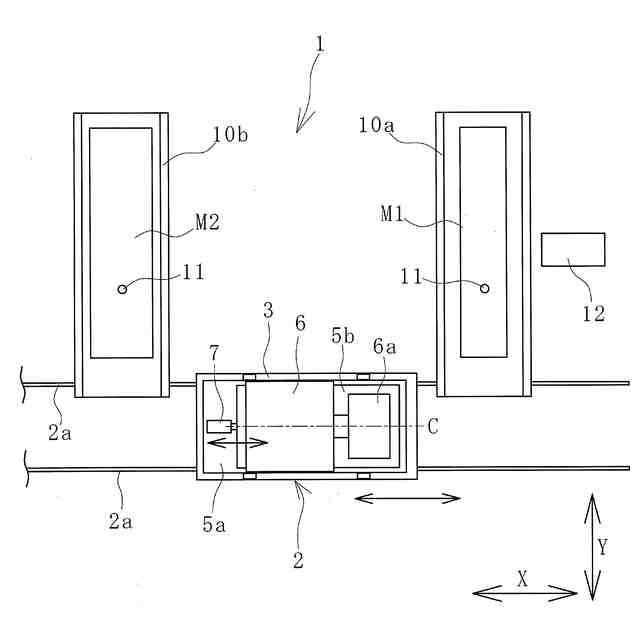
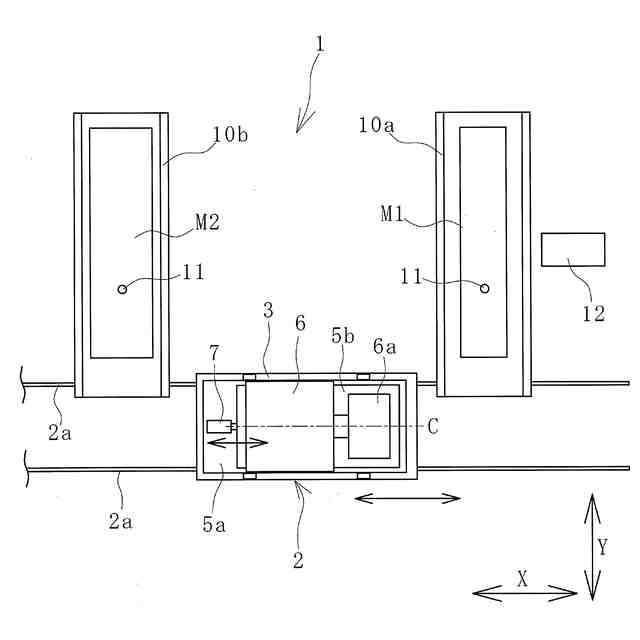
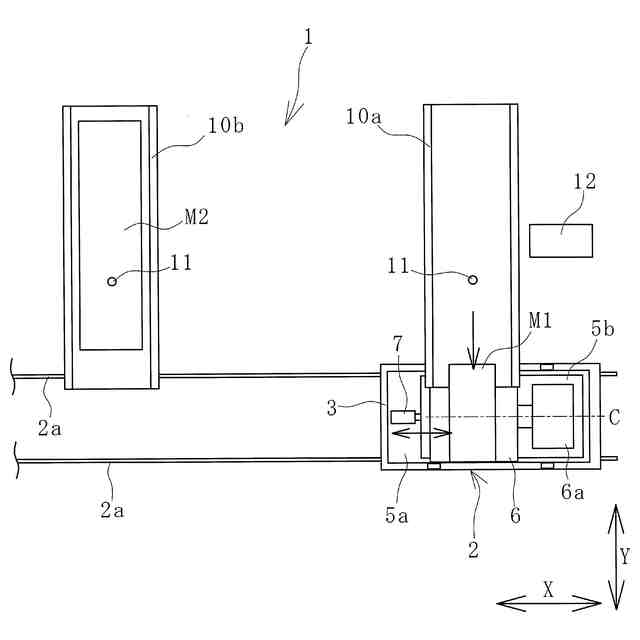
【解決手段】ベース部3の上に成形ドラム体6を含む上部構造部4を配置し、ベース部3と上部構造部4とを上下移動機構9により連結し、スライド移動機構8がベース部3、上部構造部4及び上下移動機構9を含むドラムユニット2を一体としてドラム幅方向に移動させ、上下移動機構9が上部構造部4を上下方向に移動させて、成形ドラム体6を巻き付け位置に移動させ、巻き付け位置では、スライド移動機構8とは別のドラム移動機構7が成形ドラム体6をドラム幅方向に移動させて、タイヤ材料M1、M2のドラム幅方向位置のバラつきを是正しながら成形ドラム体6に巻き付ける。
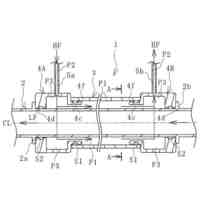
【選択図】 図1
特許請求の範囲
【請求項1】
帯状のタイヤ材料を平置き状態で供給するコンベヤと、前記コンベヤにより供給された前記タイヤ材料が巻き付けられて筒状に成形される成形ドラム体とを有し、
複数の前記コンベヤがドラム幅方向に並列されていて、前記成形ドラム体をドラム幅方向にスライド移動させるスライド移動機構と、前記成形ドラム体を上下移動させる上下移動機構とを備えた筒状のタイヤ部材の製造装置において、
ベース部の上に前記成形ドラム体を含む上部構造部が配置されていて、前記ベース部と前記上部構造部とが前記上下移動機構により連結されていて、
前記スライド移動機構により、前記ベース部、前記上部構造部および前記上下移動機構を含むドラムユニットを一体としてドラム幅方向に移動させる構成にして、
前記上部構造部は、前記成形ドラム体をドラム幅方向に移動させるドラム移動機構を有し、前記ドラム移動機構が前記スライド移動機構とは別の機構として設置されている筒状のタイヤ部材の製造装置。
続きを表示(約 1,000 文字)
【請求項2】
前記コンベヤに平置きされた前記タイヤ材料を検知するセンサと、前記センサにより検知された前記タイヤ材料の幅方向位置データが入力される制御部とを有し、前記幅方向位置データに基づいて前記制御部が前記ドラム移動機構を制御することにより、前記成形ドラム体のドラム幅方向位置が調整されつつ、前記タイヤ材料が前記成形ドラム体に巻き付けられる構成にした請求項1に記載の筒状のタイヤ部材の製造装置。
【請求項3】
前記タイヤ材料が前記コンベヤから供給される際に、そのコンベヤの先端部のドラム幅方向位置に基づいて前記スライド移動機構を制御することにより、前記成形ドラム体のドラム幅方向位置が調整され、かつ、そのコンベヤの先端部の上下位置に基づいて前記上下移動機構を制御することにより、前記成形ドラム体の上下位置が調整されて、前記成形ドラム体がそのコンベヤの前端部近傍の巻き付け位置に設置される構成にした請求項1または2に記載の筒状のタイヤ部材の製造装置。
【請求項4】
成形ドラム体に対して複数のコンベヤがドラム幅方向に並列されていて、それぞれの前記コンベヤにより平置き状態で供給される帯状のタイヤ材料を前記成形ドラム体に巻付けて筒状に成形する際に、前記成形ドラム体をドラム幅方向に移動させるスライド移動機構と、上下方向に移動させる上下移動機構とを用いて、前記成形ドラム体を、前記成形ドラム体に前記タイヤ材料を供給する前記コンベヤの前端部近傍の巻付け位置に移動させ、次いで、前記巻き付け位置の前記成形ドラム体に、前記コンベヤにより供給される前記タイヤ材料を巻付ける筒状のタイヤ部材の製造方法において、
ベース部の上に前記成形ドラム体を含む上部構造部を配置して、前記ベース部と前記上部構造部とを上下移動機構により連結し、前記上部構造部は前記成形ドラム体をドラム幅方向に移動させるドラム移動機構を前記スライド移動機構とは別に有していて、
前記スライド移動機構により、前記ベース部、前記上部構造部および前記上下移動機構を含むドラムユニットを一体としてドラム幅方向に移動させ、かつ、前記上下移動機構により前記上部構造部を上下方向に移動させて、前記成形ドラム体を前記巻き付け位置に移動させ、
前記巻き付け位置では、前記成形ドラム体を前記ドラム移動機構によりドラム幅方向に移動させることにより、前記成形ドラム体に巻付ける前記タイヤ材料のドラム幅方向位置のバラつきを是正しながら前記成形ドラム体に巻き付ける筒状のタイヤ部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、筒状のタイヤ部材の製造装置および方法に関し、さらに詳しくは、並列された複数のコンベヤにより平置き状態で供給される帯状のタイヤ材料を、円滑かつ迅速に成形ドラム体に供給するとともに精度よくドラム幅方向の位置決めして、高品質の筒状のタイヤ部材を生産性よく製造できる製造装置および方法に関するものである。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
タイヤはグリーンタイヤを加硫することで製造される。グリーンタイヤは多数種類のタイヤ材料が積層して成形される。例えば、インナーライナ、カーカス材、ベルト材、トレッドゴム、一対のビード部材などを成形ドラム上で一体化させることでグリーンタイヤが成形される。
【0003】
多数種類の帯状のタイヤ材料を成形ドラムに供給する際に、それぞれのタイヤ材料を平置き状態で供給するコンベヤを上下方向に重なる範囲に配置して、それぞれのコンベヤの先端位置に応じて成形ドラムを上下方向に移動させる装置が提案されている(特許文献1の図2などを参照)。このようにコンベヤを配置することで装置のコンパクト化を図っている。この成形ドラム2は、レール8に沿ってドラム幅方向に移動することで、並列されているそれぞれのコンベヤ10の前方位置に配置され、それぞれのコンベヤ10により供給されたタイヤ材料は、成形ドラムに巻き付けられて筒状のタイヤ部材が製造される。
【0004】
成形ドラムに供給される1枚のタイヤ材料においてドラム幅方向位置にバラつきがあると、そのタイヤ材料は蛇行した状態で成形ドラムに巻き付けられるので、筒状に製造されたタイヤ部材の品質低下の要因になる。また、成形ドラムに複数枚のタイヤ材料を順次巻き付けて積層する場合に、供給されるそれぞれのタイヤ材料のドラム幅方向位置にバラつきがあると、それぞれのタイヤ材料が幅方向にずれて積層されるので、筒状に製造されたタイヤ部材(積層体)の品質低下の要因になる。供給されるタイヤ材料に対して成形ドラムを幅方向に移動させることで、タイヤ材料のドラム幅方向位置のバラつきを是正することができる。しかしながら、引用文献1で提案されている装置では、成形ドラム2だけでなく、成形ドラム2を支持する鉛直支持体15などを含む組立ユニット1が一体的にレール8に沿って移動する。そのため、タイヤ材料のドラム幅方向位置のバラつきを是正するためには、成形ドラム2に比して大きくて重い組立ユニット1をドラム幅方向に移動させる必要があるので、成形ドラム2を迅速にドラム幅方向に移動させることが困難になる。これに伴い、タイヤ材料を円滑かつ迅速に成形ドラムに供給して精度よくドラム幅方向の位置決めして巻き付けるには不利になるため、改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
特表2010-506766号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、並列された複数のコンベヤにより平置き状態で供給される帯状のタイヤ材料を、円滑かつ迅速に成形ドラム体に供給するとともに精度よくドラム幅方向の位置決めして、高品質の筒状のタイヤ部材を生産性よく製造できる製造装置および方法を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため本発明の筒状のタイヤ部材の製造装置は、帯状のタイヤ材料を平置き状態で供給するコンベヤと、前記コンベヤにより供給された前記タイヤ材料が巻き付けられて筒状に成形される成形ドラム体とを有し、複数の前記コンベヤがドラム幅方向に並列されていて、前記成形ドラム体をドラム幅方向にスライド移動させるスライド移動機構と、前記成形ドラム体を上下移動させる上下移動機構とを備えた筒状のタイヤ部材の製造装置において、ベース部の上に前記成形ドラム体を含む上部構造部が配置されていて、前記ベース部と前記上部構造部とが前記上下移動機構により連結されていて、前記スライド移動機構により、前記ベース部、前記上部構造部および前記上下移動機構を含むドラムユニットを一体としてドラム幅方向に移動させる構成にして、前記上部構造部は、前記成形ドラム体をドラム幅方向に移動させるドラム移動機構を有し、前記ドラム移動機構が前記スライド移動機構とは別の機構として設置されていることを特徴とする。
【0008】
本発明の筒状のタイヤ部材の製造方法は、成形ドラム体に対して複数のコンベヤがドラム幅方向に並列されていて、それぞれの前記コンベヤにより平置き状態で供給される帯状のタイヤ材料を前記成形ドラム体に巻付けて筒状に成形する際に、前記成形ドラム体をドラム幅方向に移動させるスライド移動機構と、上下方向に移動させる上下移動機構とを用いて、前記成形ドラム体を、前記成形ドラム体に前記タイヤ材料を供給する前記コンベヤの前端部近傍の巻付け位置に移動させ、次いで、前記巻き付け位置の前記成形ドラム体に、前記コンベヤにより供給される前記タイヤ材料を巻付ける筒状のタイヤ部材の製造方法において、ベース部の上に前記成形ドラム体を含む上部構造部を配置して、前記ベース部と前記上部構造部とを上下移動機構により連結し、前記上部構造部は前記成形ドラム体をドラム幅方向に移動させるドラム移動機構を前記スライド移動機構とは別に有していて、前記スライド移動機構により、前記ベース部、前記上部構造部および前記上下移動機構を含むドラムユニットを一体としてドラム幅方向に移動させ、かつ、前記上下移動機構により前記上部構造部を上下方向に移動させて、前記成形ドラム体を前記巻き付け位置に移動させ、前記巻き付け位置では、前記成形ドラム体を前記ドラム移動機構によりドラム幅方向に移動させることにより、前記成形ドラム体に巻付ける前記タイヤ材料のドラム幅方向位置のバラつきを是正しながら前記成形ドラム体に巻き付けることを特徴とする。
【発明の効果】
【0009】
本発明によれば、前記スライド移動機構によって前記ドラムユニットを一体としてドラム幅方向に移動させ、前記上下移動機構により前記上部構造部を上下方向に移動させることで、前記タイヤ材料を前記コンベヤから前記成形ドラム体に円滑に移載させることができる適切な前記巻き付け位置に、前記成形ドラム体を移動させることができる。前記巻き付け位置では、前記成形ドラム体を前記ドラム移動機構によりドラム幅方向に移動させることで、前記成形ドラム体に巻付ける際に前記タイヤ材料のドラム幅方向位置のバラつきを是正できる。そして、前記ドラム移動機構は、前記ドラムユニットではなく、前記成形ドラム体をドラム幅方向に移動させるので、前記成形ドラム体を所望のドラム幅方向位置に迅速に移動させるには有利になる。これにより、並列されたそれぞれの前記コンベヤから前記タイヤ材料を円滑かつ迅速に成形ドラム体に供給するとともに、精度よくドラム幅方向の位置決めできる。その結果、前記成形ドラム体では、前記タイヤ材料をドラム幅方向のバラつきを抑制して筒状に成形できるので、高品質の筒状のタイヤ部材を生産性よく製造するには有利になる。
【図面の簡単な説明】
【0010】
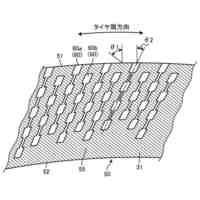
筒状のタイヤ部材の製造装置の実施形態を平面視で例示する説明図である。
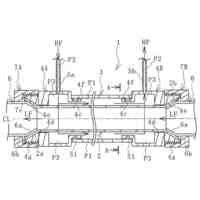
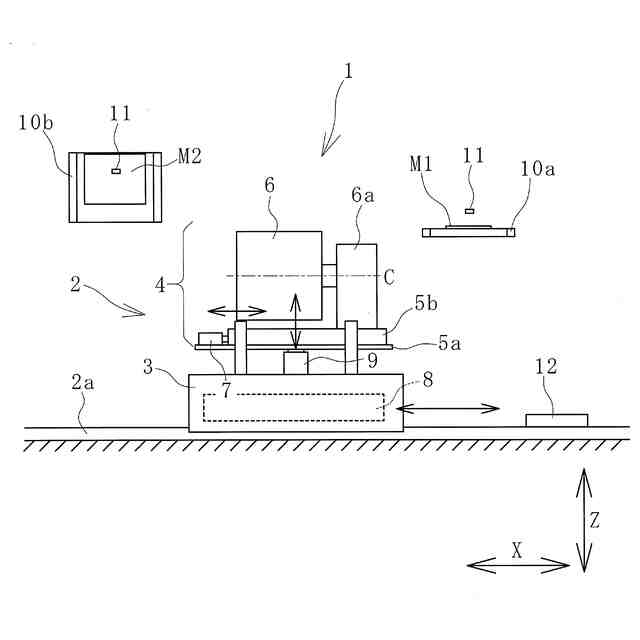
図1の製造装置を正面視で例示する説明図である。
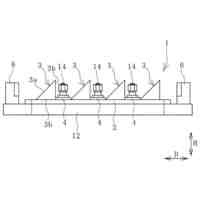
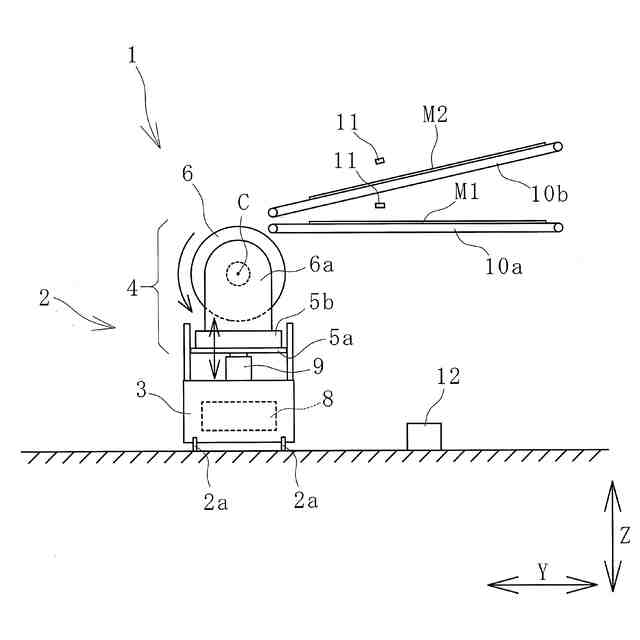
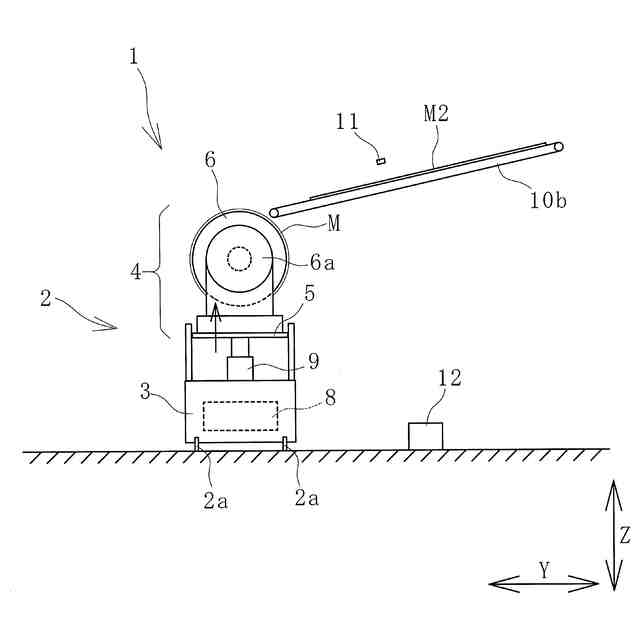
図1の製造装置を側面視で例示する説明図である。
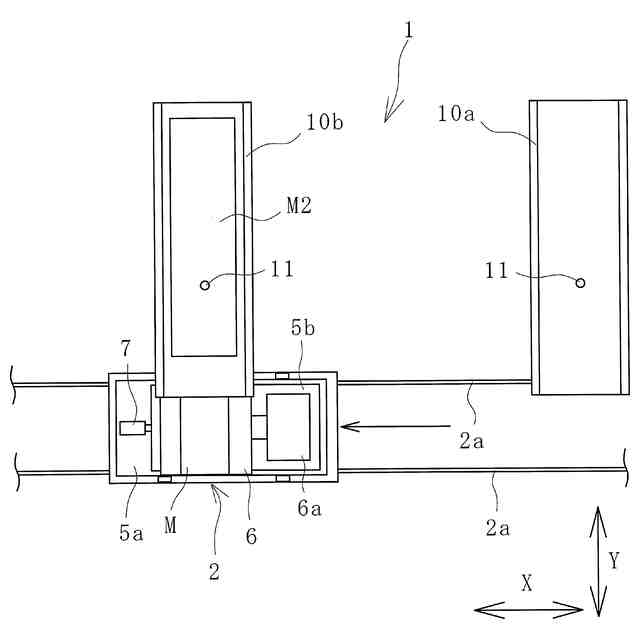
図1の成形ドラム体を一方の巻付け位置に移動させた状態を平面視で例示する説明図である。
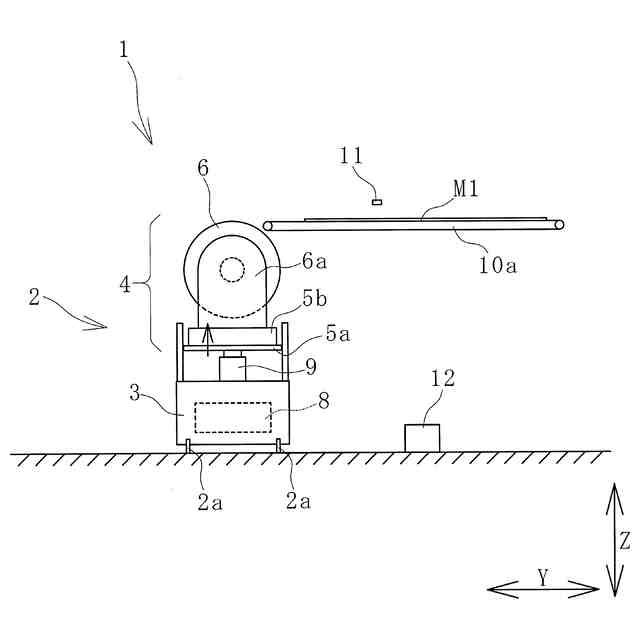
図4の成形ドラム体を側面視で例示する説明図である。
図4の巻き付け位置でタイヤ材料を成形ドラム体に巻付けている状態を例示する説明図である。
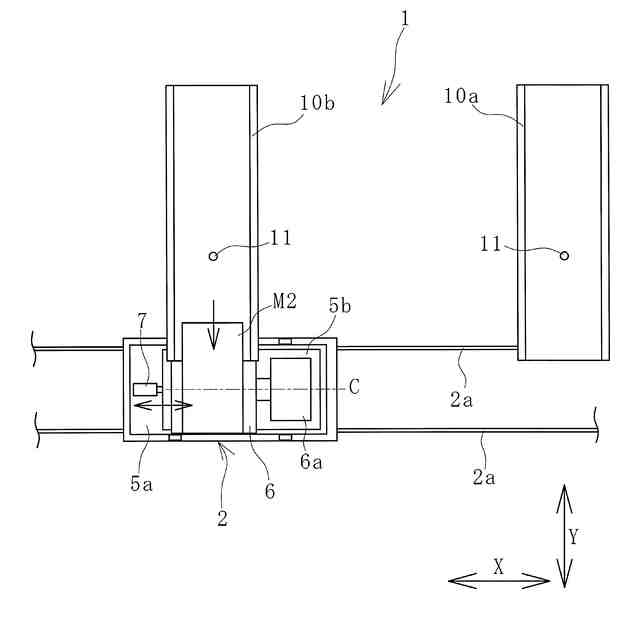
図6の成形ドラム体を他方の巻付け位置に移動させた状態を平面視で例示する説明図である。
図7の成形ドラム体を側面視で例示する説明図である。
図7の巻き付け位置でタイヤ材料を成形ドラム体に巻付けている状態を例示する説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
25日前
横浜ゴム株式会社
タイヤ
25日前
横浜ゴム株式会社
タイヤ
3日前
横浜ゴム株式会社
タイヤ
25日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
5日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
14日前
横浜ゴム株式会社
ゴム組成物
19日前
横浜ゴム株式会社
ゴム組成物
19日前
横浜ゴム株式会社
ゴム組成物
19日前
横浜ゴム株式会社
ゴム組成物
5日前
横浜ゴム株式会社
多層空洞音響材
11日前
横浜ゴム株式会社
空気入りタイヤ
14日前
横浜ゴム株式会社
ゴム組成物及びタイヤ
12日前
横浜ゴム株式会社
再生ゴム含有ゴム組成物
1か月前
横浜ゴム株式会社
セルロース配合再生ゴム
1か月前
横浜ゴム株式会社
セルロース含有ゴム組成物
1か月前
横浜ゴム株式会社
ゴム組成物、及び、タイヤ
26日前
横浜ゴム株式会社
セルロース含有マスターバッチ
1か月前
横浜ゴム株式会社
機能部品付き収容体及びタイヤ
5日前
横浜ゴム株式会社
タイヤ加硫方法及びタイヤ加硫装置
3日前
横浜ゴム株式会社
ゴム組成物およびそれを用いたタイヤ
今日
横浜ゴム株式会社
空気圧管理装置および空気圧管理方法
14日前
横浜ゴム株式会社
シート部材の分割治具および分割方法
1か月前
横浜ゴム株式会社
熱交換器の配管構造およびその製造方法
11日前
横浜ゴム株式会社
熱交換器の配管構造およびその製造方法
11日前
川崎重工業株式会社
音響構造材及び構造体
26日前
横浜ゴム株式会社
タイヤ内面に制音体を備えたタイヤの製造方法
1か月前
横浜ゴム株式会社
ホースおよびホースの使用方法並びにホースの異常検知方法
24日前
横浜ゴム株式会社
シミュレーション方法、シミュレーション装置及びプログラム
1か月前
横浜ゴム株式会社
シミュレーション方法、シミュレーション装置及びプログラム
1か月前
横浜ゴム株式会社
スタッドピンの検査治具および検査方法並びにスタッドタイヤの製造方法
4日前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
プリプレグテープ
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ