TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025018781
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023122778
出願日
2023-07-27
発明の名称
ラミネート型電池、及びラミネート型電池の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
50/105 20210101AFI20250130BHJP(基本的電気素子)
要約
【課題】融着部における構造効率を高めつつ且つラミネートフィルムにおける裂けの発生を抑制できるラミネート型電池の提供。
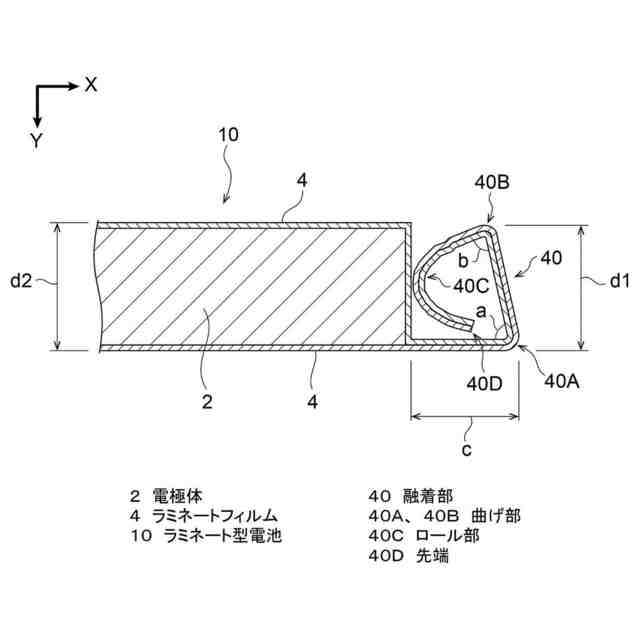
【解決手段】電極体と、電極体を覆って封入するラミネートフィルムと、を有し、ラミネートフィルムは、端部同士が重ね合わされて内面が融着された融着部を有し、融着部は、90°以下の角度となるよう角状又は弧状に曲げられた2箇所の曲げ部と、2箇所の曲げ部よりも融着部の先端側に配置され、ロール状に丸められたロール部と、を有するラミネート型電池。
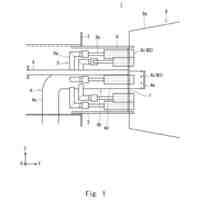
【選択図】図1
特許請求の範囲
【請求項1】
電極体と、
前記電極体を覆って封入するラミネートフィルムと、を有し、
前記ラミネートフィルムは、端部同士が重ね合わされて内面が融着された融着部を有し、
前記融着部は、90°以下の角度となるよう角状又は弧状に曲げられた2箇所の曲げ部と、2箇所の前記曲げ部よりも前記融着部の先端側に配置され、ロール状に丸められたロール部と、を有するラミネート型電池。
続きを表示(約 470 文字)
【請求項2】
前記曲げ部の角度が60°以上である、請求項1に記載のラミネート型電池。
【請求項3】
前記電極体の厚み方向における前記融着部の高さが、前記ラミネート型電池における前記電極体を有する部分の厚み以下である、請求項1又は請求項2に記載のラミネート型電池。
【請求項4】
電極体と、
前記電極体を覆って封入するラミネートフィルムと、を有し、
前記ラミネートフィルムの端部同士が重ね合わされて内面が融着された融着部を有するラミネート型電池の製造方法であって、
前記融着部を先端側からロール状に丸めるロール工程と、
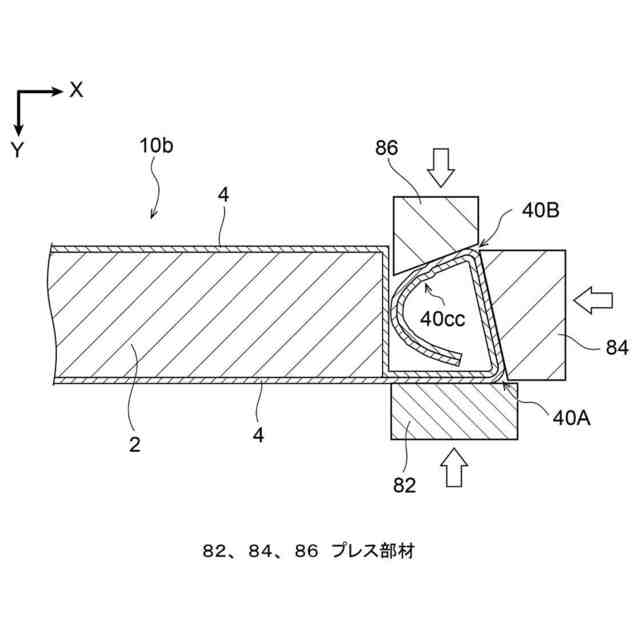
丸められた前記融着部に対し少なくとも2方向からプレス部材を押し当ててプレスし、90°以下の角度となるよう角状又は弧状に折り曲げて2箇所の曲げ部を形成するプレス工程と、を有するラミネート型電池の製造方法。
【請求項5】
前記プレス工程が、3方向から前記プレス部材を押し当ててプレスする工程である、請求項4に記載のラミネート型電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ラミネート型電池、及びラミネート型電池の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
電極体がラミネートフィルムに覆われたラミネート型電池では、電極体を封入するためにラミネートフィルムの一部を融着して融着部を形成することが行われている。
【0003】
例えば、特許文献1には、ラミネート加工が施された外装体において、少なくとも1つの端部に折り曲げ部を有する二次電池の製造方法であって、外装体の端部の折り曲げの基点に押さえ板を当接させる工程と、当接させる工程後、端部を挟むように押さえ板と押さえ板に対向する位置に配置されている押し付け板とを摺動させて、基点を中心に端部を折り曲げるとともに、押さえ板と押し付け板とで端部を挟持することにより折り曲げ部を形成する工程と、を備え、押し付け板の端部と摺動する面は、端部の折り曲げを行う傾斜面と端部を挟持する挟持面とを有し、傾斜面は押し付け板の幅方向に直交する断面において、押し付け板の断面積が摺動方向に狭まるように傾斜しており、傾斜面は前記幅方向に傾斜している二次電池の製造方法、が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-200973号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来からラミネート型電池におけるラミネートフィルムの融着部には、省スペースとすることで構造効率を高めることが求められており、そのため融着部の一部を折り曲げて曲げ部を形成することが行われている。しかし、この曲げ部に応力が集中してラミネートフィルムに裂けが生じることがあった。
【0006】
本開示は、上記実情に鑑みてなされたものであり、融着部における構造効率を高めつつ且つラミネートフィルムにおける裂けの発生を抑制できるラミネート型電池、及び該ラミネート型電池の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
<1> 電極体と、
前記電極体を覆って封入するラミネートフィルムと、を有し、
前記ラミネートフィルムは、端部同士が重ね合わされて内面が融着された融着部を有し、
前記融着部は、90°以下の角度となるよう角状又は弧状に曲げられた2箇所の曲げ部と、2箇所の前記曲げ部よりも前記融着部の先端側に配置され、ロール状に丸められたロール部と、を有するラミネート型電池。
<2> 前記曲げ部の角度が60°以上である、<1>に記載のラミネート型電池。
<3> 前記電極体の厚み方向における前記融着部の高さが、前記ラミネート型電池における前記電極体を有する部分の厚み以下である、<1>又は<2>に記載のラミネート型電池。
<4> 電極体と、
前記電極体を覆って封入するラミネートフィルムと、を有し、
前記ラミネートフィルムの端部同士が重ね合わされて内面が融着された融着部を有するラミネート型電池の製造方法であって、
前記融着部を先端側からロール状に丸めるロール工程と、
丸められた前記融着部に対し少なくとも2方向からプレス部材を押し当ててプレスし、90°以下の角度となるよう角状又は弧状に折り曲げて2箇所の曲げ部を形成するプレス工程と、を有するラミネート型電池の製造方法。
<5> 前記プレス工程が、3方向から前記プレス部材を押し当ててプレスする工程である、<4>に記載のラミネート型電池の製造方法。
【発明の効果】
【0008】
本開示によれば、融着部における構造効率を高めつつ且つラミネートフィルムにおける裂けの発生を抑制できるラミネート型電池、及び該ラミネート型電池の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
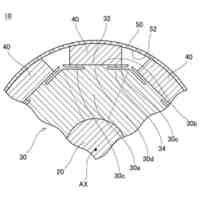
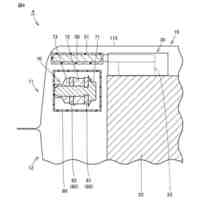
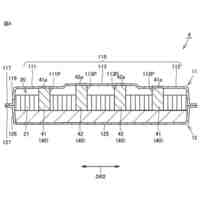
本開示の実施形態に係るラミネート型電池を例示する概略断面図である。
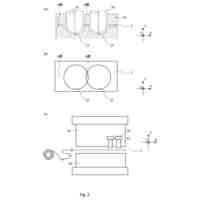
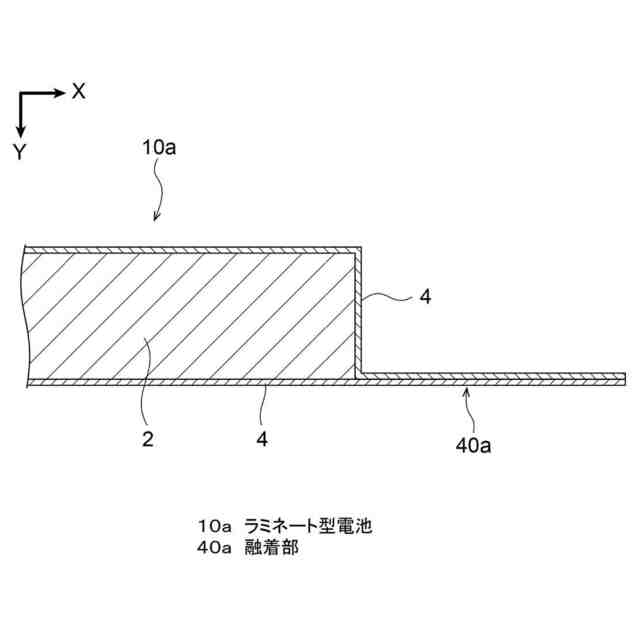
本開示の実施形態に係るラミネート型電池の製造方法の一工程を例示する概略断面図である。
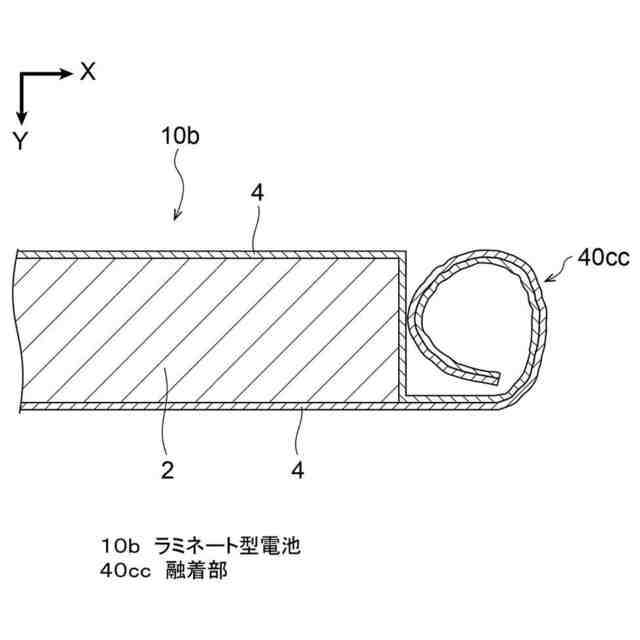
本開示の実施形態に係るラミネート型電池の製造方法の一工程を例示する概略断面図である。
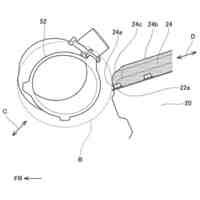
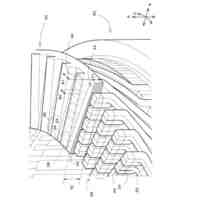
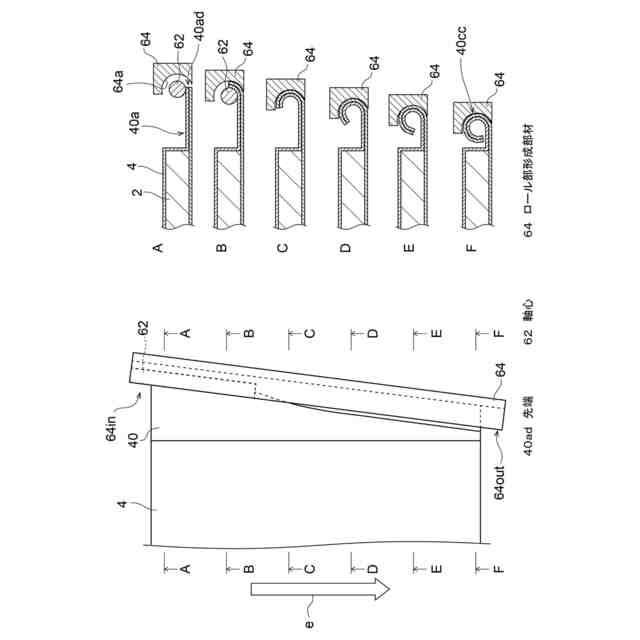
本開示の実施形態に係るラミネート型電池の製造方法におけるロール工程を例示する概略上面図及び概略断面図である。
本開示の実施形態に係るラミネート型電池の製造方法の一工程を例示する概略断面図である。
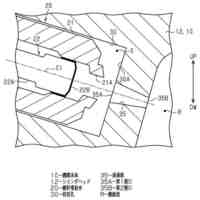
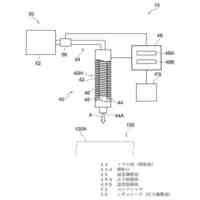
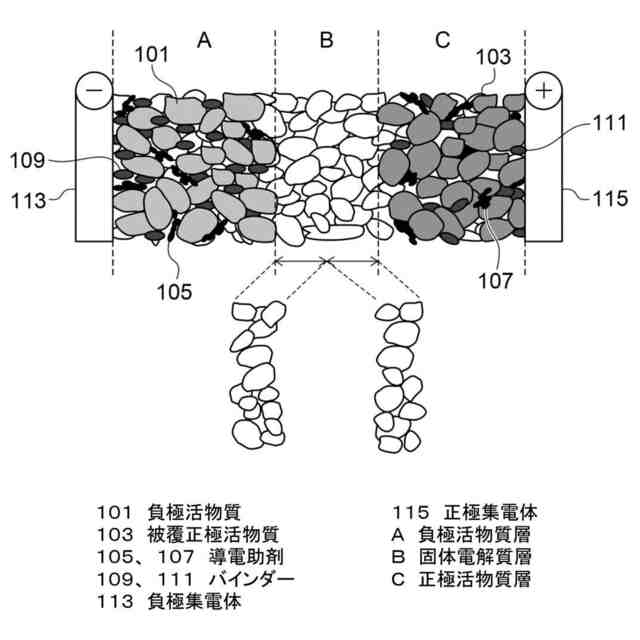
固体電池の一例を示す概略断面図である。
【発明を実施するための形態】
【0010】
<ラミネート型電池>
本開示の実施形態に係るラミネート型電池は、電極体と、電極体を覆って封入するラミネートフィルムと、を有する。ラミネートフィルムは、端部同士が重ね合わされて内面が融着された融着部を有する。そして、融着部は、90°以下の角度となるよう角状又は弧状に曲げられた2箇所の曲げ部と、2箇所の曲げ部よりも融着部の先端側に配置され、ロール状に丸められたロール部と、を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
電動機
16日前
トヨタ自動車株式会社
電動車
17日前
トヨタ自動車株式会社
電動車
9日前
トヨタ自動車株式会社
ロータ
3日前
トヨタ自動車株式会社
電動車
16日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
積層コア
16日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
電源装置
16日前
トヨタ自動車株式会社
電動車両
16日前
トヨタ自動車株式会社
クランプ
16日前
トヨタ自動車株式会社
管理装置
4日前
トヨタ自動車株式会社
電動車両
17日前
トヨタ自動車株式会社
蓄電装置
16日前
トヨタ自動車株式会社
電動車両
3日前
トヨタ自動車株式会社
燃焼装置
16日前
トヨタ自動車株式会社
システム
16日前
トヨタ自動車株式会社
電源装置
16日前
トヨタ自動車株式会社
内燃機関
16日前
トヨタ自動車株式会社
駆動装置
16日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
破袋装置
17日前
トヨタ自動車株式会社
ステータ
10日前
トヨタ自動車株式会社
制御装置
17日前
トヨタ自動車株式会社
推薦方法
10日前
トヨタ自動車株式会社
蓄電装置
20日前
トヨタ自動車株式会社
バスバー
10日前
トヨタ自動車株式会社
取付装置
10日前
トヨタ自動車株式会社
生成装置
17日前
トヨタ自動車株式会社
蓄電セル
10日前
トヨタ自動車株式会社
給電装置
17日前
トヨタ自動車株式会社
蓄電装置
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ