TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017816
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023121090
出願日
2023-07-25
発明の名称
機械加工システム及び製品の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
49/04 20060101AFI20250130BHJP(研削;研磨)
要約
【課題】装置を大型化することなく対象材の搬送中に対象材を精度よく機械加工することができる機械加工システム及び製品の製造方法が提供される。
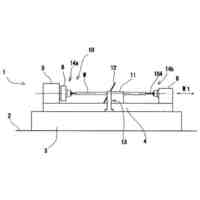
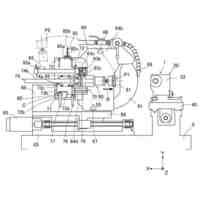
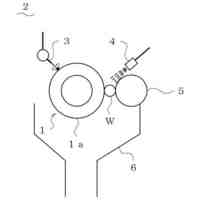
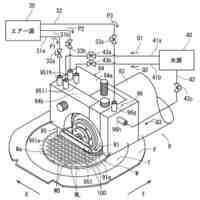
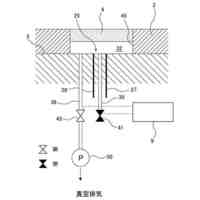
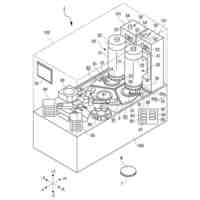
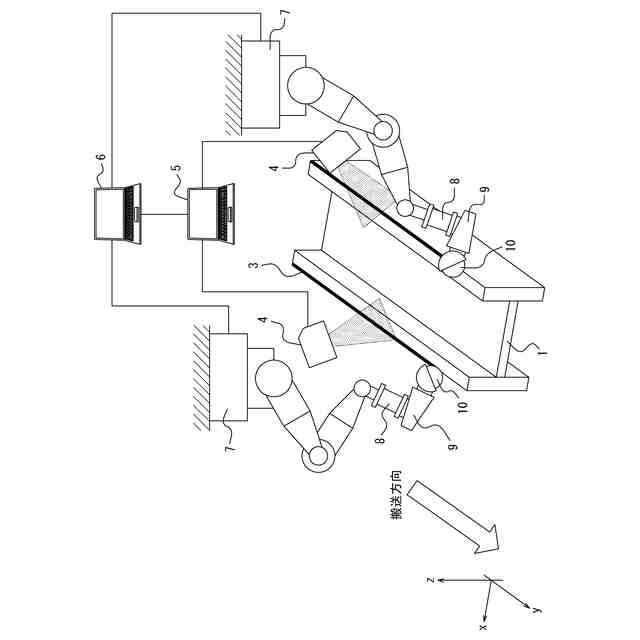
【解決手段】機械加工システムは、搬送中の対象材に機械加工を行う機械加工システムであって、対象材の搬送経路に設けられ、対象材の形状を測定する形状測定装置(4)と、形状測定装置より搬送経路の下流側に設けられ、加工部材(10)を用いて対象材に機械加工を行う加工装置(7)と、形状測定装置の測定結果に基づいて、加工部材の位置を事前に調整する制御装置(6)と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
搬送中の対象材に機械加工を行う機械加工システムであって、
前記対象材の搬送経路に設けられ、前記対象材の形状を測定する形状測定装置と、
前記形状測定装置より前記搬送経路の下流側に設けられ、加工部材を用いて前記対象材に機械加工を行う加工装置と、
前記形状測定装置の測定結果に基づいて、前記加工部材の位置を事前に調整する制御装置と、を備える、機械加工システム。
続きを表示(約 470 文字)
【請求項2】
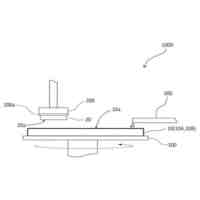
前記機械加工の実行中に前記加工部材から前記対象材に作用する圧力が一定になるように前記加工部材を保持する保持装置を備える、請求項1に記載の機械加工システム。
【請求項3】
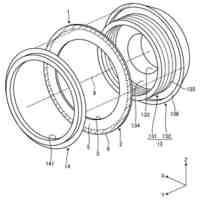
前記加工部材は、前記対象材の研削を行う研削部材である、請求項1又は2に記載の機械加工システム。
【請求項4】
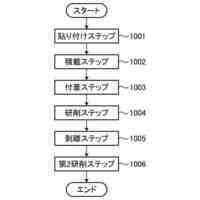
搬送中の対象材に機械加工を行うことによって製品を製造する製品の製造方法であって、
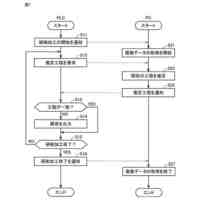
前記対象材の搬送経路の上流側で、前記対象材の形状を測定する形状測定工程と、
測定された前記対象材の形状に基づいて、前記搬送経路の下流側に設けられた加工装置が有する加工部材の位置を事前に調整する調整工程と、
位置が調整された前記加工部材によって前記対象材の機械加工を行う加工工程と、を含む、製品の製造方法。
【請求項5】
前記加工工程は、前記加工部材から前記対象材に作用する圧力が一定になるように前記加工部材を保持しながら前記対象材の機械加工を行う、請求項4に記載の製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、機械加工システム及び製品の製造方法に関する。本開示は、特に搬送中の鉄鋼製品などの対象材を機械加工する機械加工システム及び製品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
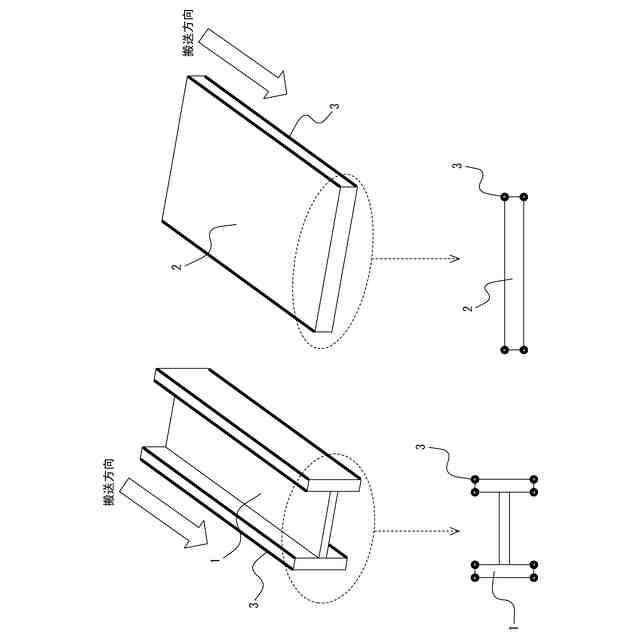
例えば鉄鋼製品を製造する製造ラインにおいて、対象材の圧延工程後に製造ライン上(オンライン)で対象材の切断工程が実施されることがある。切断工程で、対象材の切断面にバリなどの欠陥が発生することがあるが、従来、欠陥の除去は製造ライン外(オフライン)で作業者によるグラインダー作業で行われていた。
【0003】
ここで、欠陥の除去などの機械加工をオンラインで実施する方法が検討されている。例えば特許文献1には、搬送中の製品位置を固定する固定ローラーを備え、その固定ローラーによって固定された製品端面にシリンダーによって研削砥石を押し付けて製品を加工するシステムが開示されている。また、特許文献2には、製品搬送中の材間停止中に製品の形状及び位置を測定し、ロボットアームの動きを補正しながら切断面に生じたバリを研削除去するシステムが開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第6120543号公報
特許第2802187号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、特許文献1のシステムでは、固定ローラーによって製品を固定しながら製品を加工するため、精度よく製品を加工することができる。しかし、製品がレール又は直角不等辺形鋼のような比較的軽量、断面積の小さい製品の場合には固定ローラーの設備費用は安価となり経済的な手法になるが、製品が大断面のH形鋼又は鋼矢板、厚板などの大単重鋼材の場合、設備が大規模になり導入費用が高騰する。
【0006】
特許文献2のシステムでは、バリを研削除去する際に製品を停止させる必要があるため、切断のための停止工程がネックとなり生産性を低下させるリスクがある。
【0007】
かかる事情に鑑みてなされた本開示の目的は、装置を大型化することなく対象材の搬送中に対象材を精度よく機械加工することができる機械加工システム及び製品の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
(1)本開示の一実施形態に係る機械加工システムは、
搬送中の対象材に機械加工を行う機械加工システムであって、
前記対象材の搬送経路に設けられ、前記対象材の形状を測定する形状測定装置と、
前記形状測定装置より前記搬送経路の下流側に設けられ、加工部材を用いて前記対象材に機械加工を行う加工装置と、
前記形状測定装置の測定結果に基づいて、前記加工部材の位置を事前に調整する制御装置と、を備える。
【0009】
(2)本開示の一実施形態として、(1)において、
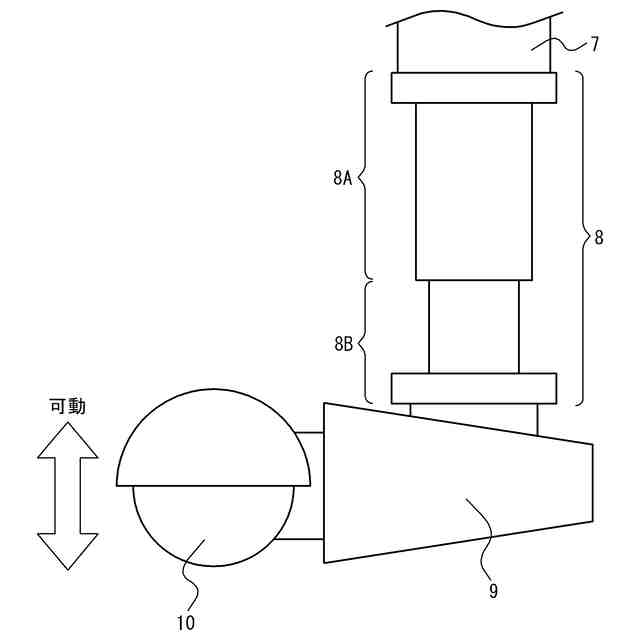
前記機械加工の実行中に前記加工部材から前記対象材に作用する圧力が一定になるように前記加工部材を保持する保持装置を備える。
【0010】
(3)本開示の一実施形態として、(1)又は(2)において、
前記加工部材は、前記対象材の研削を行う研削部材である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
1か月前
個人
研削盤のワーク支持装置
2か月前
株式会社タカトリ
研削装置
1か月前
トヨタ自動車株式会社
外径測定方法
1か月前
株式会社IHI
ブラストガン
今日
リックス株式会社
ドライアイス噴射装置
14日前
株式会社ツガミ
円筒研削盤
2か月前
信越半導体株式会社
洗浄処理装置
14日前
株式会社荏原製作所
研磨装置
4日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
7日前
株式会社荏原製作所
研磨装置
今日
株式会社トクピ製作所
研削方法
2か月前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社ディスコ
加工具
1か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
15日前
学校法人 中央大学
表面処理方法
1か月前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
研削装置
22日前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
研削装置
16日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
1か月前
株式会社ディスコ
研削装置
8日前
株式会社ディスコ
加工工具
2か月前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
砥石
2か月前
日本電気硝子株式会社
ガラス板の製造方法
1か月前
株式会社荏原製作所
透明液充填方法
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
1か月前
NTN株式会社
異常検知システム
2か月前
株式会社ディスコ
研削装置
2か月前
ニッタ・デュポン株式会社
研磨布
2か月前
ニッタ・デュポン株式会社
研磨布
今日
株式会社ディスコ
切削ブレード
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ