TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025015301
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023118627
出願日
2023-07-20
発明の名称
ボールねじ装置のねじ軸の製造方法
出願人
日本精工株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
F16H
25/24 20060101AFI20250123BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】コマを収容する凹部が形成されていないねじ軸の製造方法を提供する。
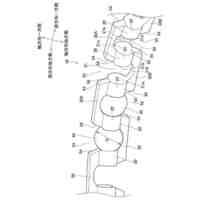
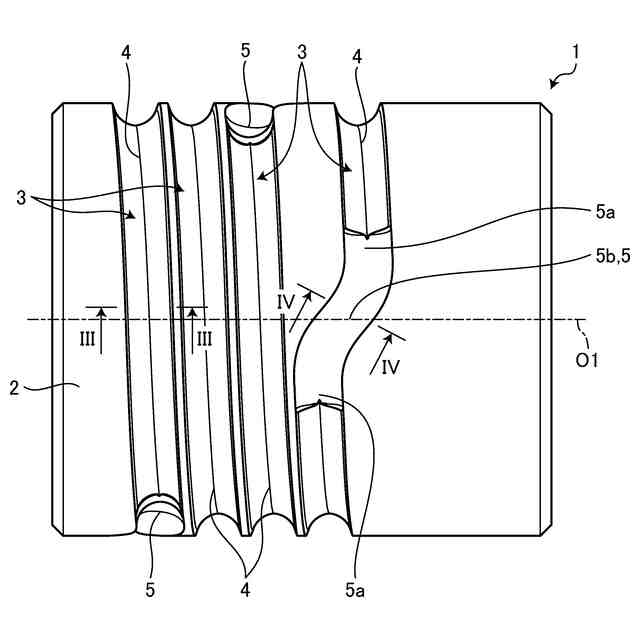
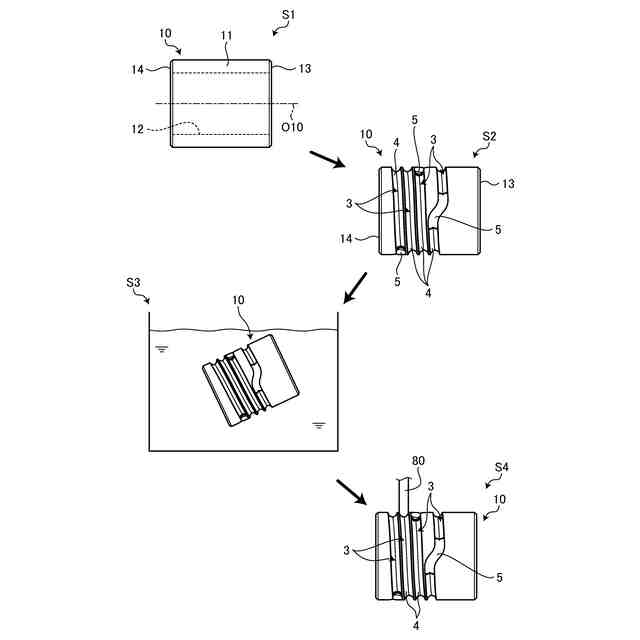
【解決手段】本開示のねじ軸の製造方法は、素材をヘリカルカッターで切削し、環状の溝面を形成する溝面形成工程を含む。素材の外周面は、素材の第1中心線を中心に円筒状に形成される。ヘリカルカッターは、シャフトの外周面から突出し、刃先で素材の外周面を切削する切削刃を有する。溝面形成工程は、ヘリカルカッターが素材の外周面に沿って周方向に移動するように、ヘリカルカッターと素材の相対的な位置を変化させて、外周面に環状の溝面を形成する。さらに、ヘリカルカッターが素材に対し第1中心線と平行な軸方向の一方に次第に移動させ、外周軌道面を形成する。ヘリカルカッターが素材に対して軸方向の他方に次第に移動させ、循環溝面を形成する。
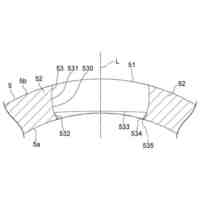
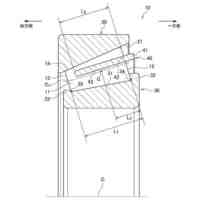
【選択図】図3
特許請求の範囲
【請求項1】
ねじ軸の素材の外周面をヘリカルカッターで切削し、前記外周面に環状の溝面を形成する溝面形成工程を含み、
前記素材の前記外周面は、前記素材の第1中心線を中心に円筒状に形成され、
環状の前記溝面は、外周軌道面と、循環溝面と、を有し、
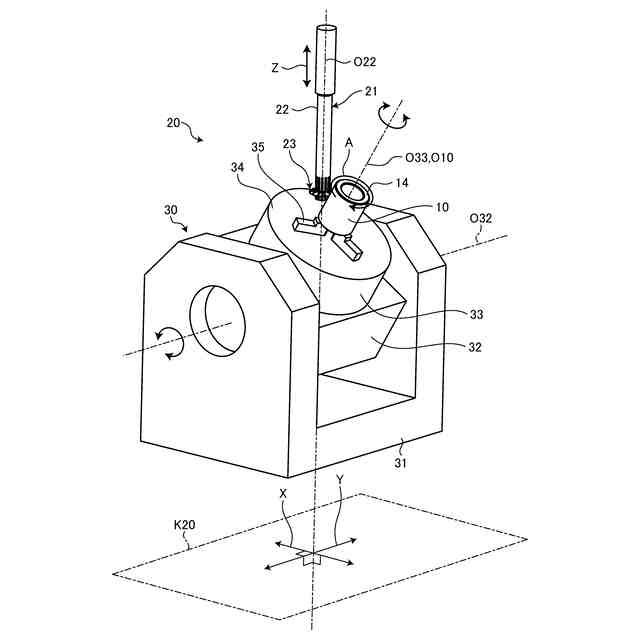
前記ヘリカルカッターは、
回転可能なシャフトと、
前記シャフトの外周面から突出し、前記シャフトの前記外周面に対し周方向に複数配置され、刃先で前記素材の前記外周面を切削する切削刃と、
を有し、
前記溝面形成工程は、
前記ヘリカルカッターが前記素材の前記外周面に沿って周方向に移動するように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記素材の前記外周面に環状の前記溝面を形成し、
さらに、前記ヘリカルカッターが前記素材の前記外周面に沿って周方向に移動するとき、前記ヘリカルカッターが前記素材に対し前記第1中心線と平行な軸方向の一方に次第に移動するように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記外周軌道面を形成し、かつ、前記ヘリカルカッターが前記素材に対して前記軸方向の他方に次第に移動するように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記循環溝面を形成する
ボールねじ装置のねじ軸の製造方法。
続きを表示(約 940 文字)
【請求項2】
前記溝面形成工程で前記外周軌道面を形成するとき、前記素材に対する前記切削刃を当てる角度を保持し、前記切削刃の刃先と同一形状の前記外周軌道面を形成する
請求項1に記載のボールねじ装置のねじ軸の製造方法。
【請求項3】
前記切削刃の幅は、前記刃先から前記シャフトに向かって次第に大きくなっており、
前記溝面形成工程で前記循環溝面を形成するとき、前記素材に対する前記切削刃を当てる角度を保持しつつ、前記外周軌道面よりも深く切削する
請求項1又は請求項2に記載のボールねじ装置のねじ軸の製造方法。
【請求項4】
前記溝面形成工程で前記循環溝面を形成するとき、前記素材に対する前記切削刃を当てる角度が変えるように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記切削刃の幅よりも幅広な前記循環溝面を形成する
請求項1又は請求項2に記載のボールねじ装置のねじ軸の製造方法。
【請求項5】
前記溝面形成工程で前記循環溝面を形成する際、前記素材に対する前記切削刃の位置を前記軸方向に移動するように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記切削刃の幅よりも幅広な前記循環溝面を形成する
請求項1又は請求項2に記載のボールねじ装置のねじ軸の製造方法。
【請求項6】
前記循環溝面は、前記外周軌道面よりも幅広であり、
前記溝面形成工程の切削個所の開始点と終点とが合流する合流点が前記循環溝面にある
請求項1又は請求項2に記載のボールねじ装置のねじ軸の製造方法。
【請求項7】
前記切削刃の刃先は、ゴシックアーク形状となっている
請求項1又は請求項2に記載のボールねじ装置のねじ軸の製造方法。
【請求項8】
前記溝面形成工程の後に前記素材に熱処理を行う熱処理工程を含む
請求項1又は請求項2に記載のボールねじ装置のねじ軸の製造方法。
【請求項9】
前記熱処理工程の後に、前記外周軌道面を研削する研削工程を含む
請求項8に記載のボールねじ装置のねじ軸の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ボールねじ装置のねじ軸の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
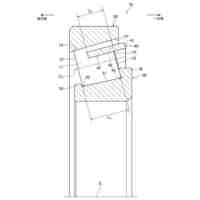
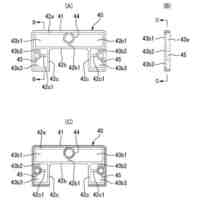
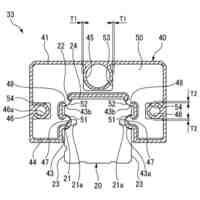
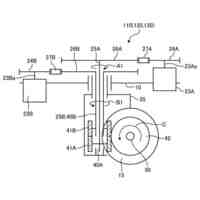
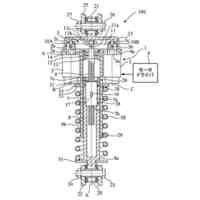
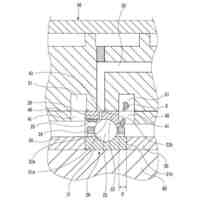
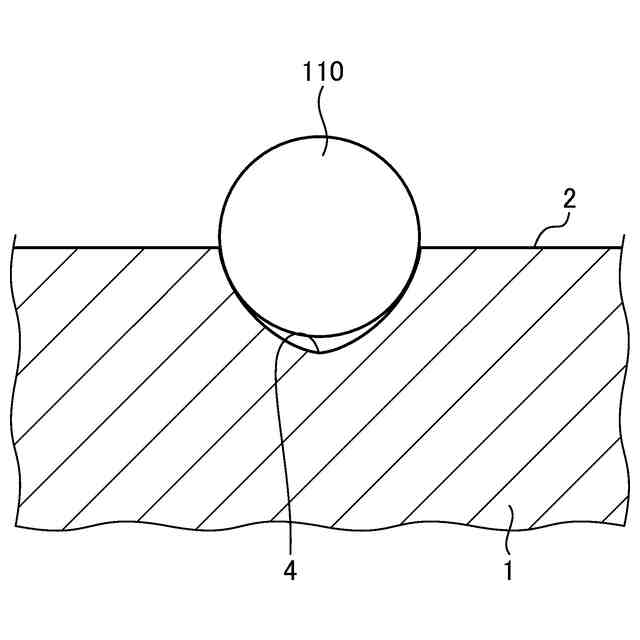
下記特許文献のボールねじ装置は、ナットと、ナットを貫通するねじ軸と、ナットとねじ軸との間に配置された複数のボールと、循環部品と、を備えている。ナットの内周面には、内周軌道面が形成されている。ねじ軸の外周面には、内周軌道面と対向する外周軌道面が形成されている。内周軌道面と外周軌道面との間は、螺旋状の軌道を構成している。複数のボールは、軌道に配置され、軌道に沿って螺旋方向に移動する。循環部品は、軌道の一端から軌道の他端に移動したボールを軌道の一端に戻す装置である。下記特許文献の循環部品は、ボールを1リード戻すコマである。コマは、ねじ軸の外周面に形成された凹部に取り付けられている。
【先行技術文献】
【特許文献】
【0003】
特開2015-175406号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、凹部の加工精度が低いと、コマに設けられた循環溝面とねじ軸の外周軌道面が一致しない。このため、ボールの移動が円滑に行われず、ボールねじ装置の作動性が低下する。
【0005】
本開示は、上記に鑑みてなされたものであり、コマを収容する凹部を形成しないボールねじ装置のねじ軸の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
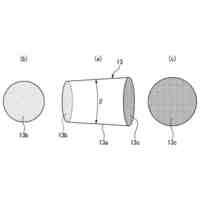
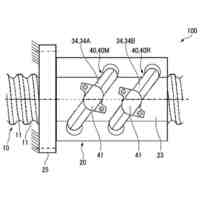
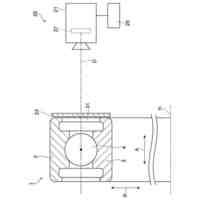
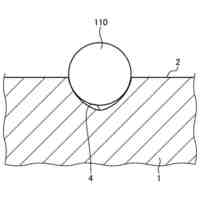
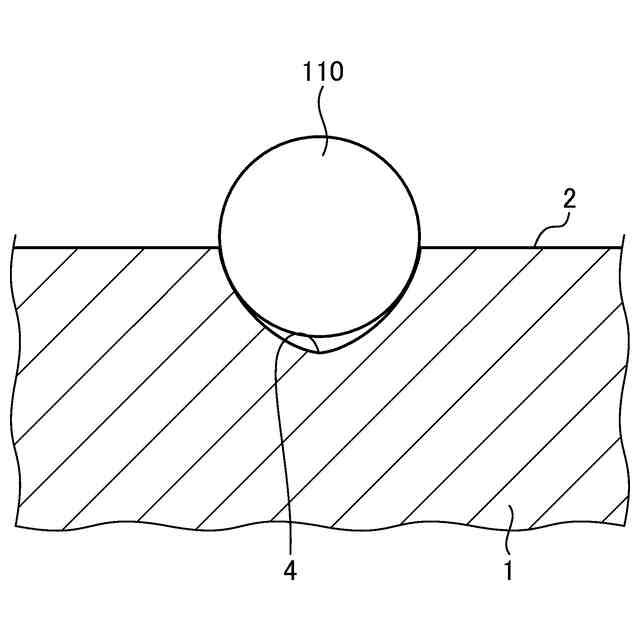
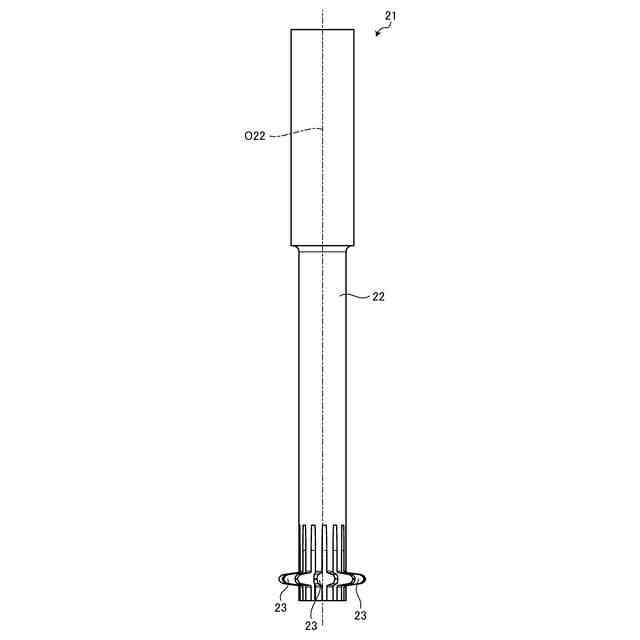
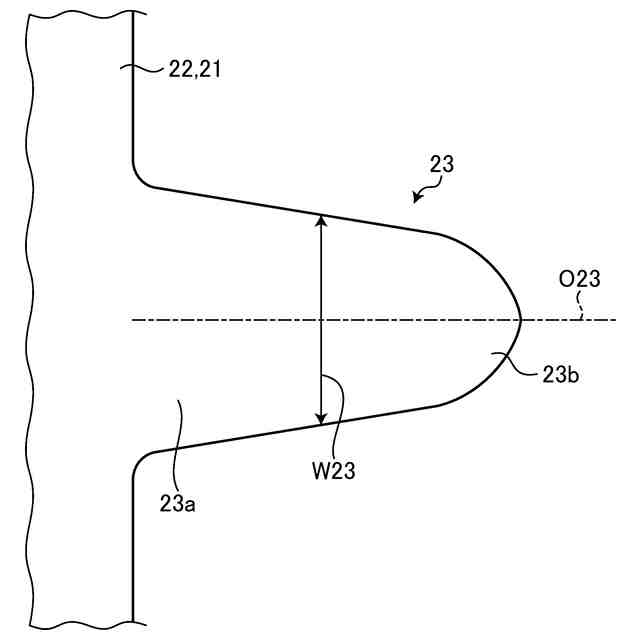
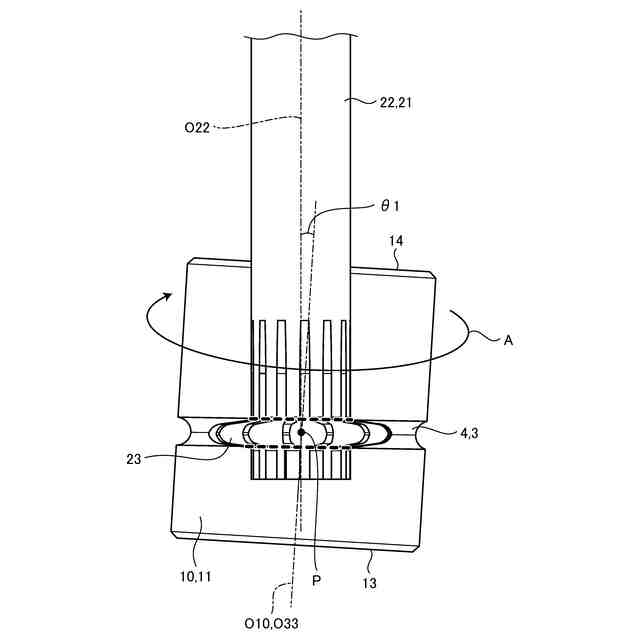
上記の目的を達成するため、本開示の一態様に係るボールねじ装置のねじ軸の製造方法は、ねじ軸の素材の外周面をヘリカルカッターで切削し、前記外周面に環状の溝面を形成する溝面形成工程を含む。前記素材の前記外周面は、前記素材の第1中心線を中心に円筒状に形成されている。環状の前記溝面は、外周軌道面と、循環溝面と、を有している。前記ヘリカルカッターは、回転可能なシャフトと、前記シャフトの外周面から突出し、前記シャフトの前記外周面に対し周方向に複数配置され、刃先で前記素材の前記外周面を切削する切削刃と、を有している。前記溝面形成工程は、前記ヘリカルカッターが前記素材の外周面に沿って周方向に移動するように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記素材の前記外周面に環状の前記溝面を形成する。さらに、前記ヘリカルカッターが前記素材の外周面に沿って周方向に移動するとき、前記ヘリカルカッターが前記素材に対し前記第1中心線と平行な軸方向の一方に次第に移動するように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記外周軌道面を形成し、かつ、前記ヘリカルカッターが前記素材に対して前記軸方向の他方に次第に移動するように、前記ヘリカルカッターと前記素材の相対的な位置を変化させて、前記循環溝面を形成する。
【0007】
本開示によれば、ねじ軸に循環溝面を形成される。よって、コマの循環溝面とねじ軸の外周軌道面が一致せず、ボールの移動が円滑に行われない、ということが回避される。
【0008】
また、前記ボールねじ装置のねじ軸の製造方法において、前記溝面形成工程で前記外周軌道面を形成するとき、前記素材に対する前記切削刃を当てる角度を保持し、前記切削刃の刃先と同一形状の前記外周軌道面を形成してもよい。
【0009】
また、前記ボールねじ装置のねじ軸の製造方法において、前記切削刃の幅は、前記刃先から前記シャフトに向かって次第に大きくなっている。前記溝面形成工程で前記循環溝面を形成するとき、前記素材に対する前記切削刃を当てる角度を保持しつつ、前記外周軌道面よりも深く切削する。
【0010】
前記構成によれば、循環溝面は、外周軌道面よりも幅広となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
検査装置
14日前
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
転がり軸受
18日前
日本精工株式会社
ボールねじ
23日前
日本精工株式会社
ストッパ装置
21日前
日本精工株式会社
リニアガイド
18日前
日本精工株式会社
レールカバー
7日前
日本精工株式会社
円錐ころ軸受
7日前
日本精工株式会社
円錐ころ軸受
7日前
日本精工株式会社
直動案内装置
14日前
日本精工株式会社
直動案内装置
23日前
日本精工株式会社
リニアガイド
14日前
日本精工株式会社
直動案内装置
14日前
日本精工株式会社
円すいころ軸受
23日前
日本精工株式会社
玉軸受用保持器
23日前
日本精工株式会社
アクチュエータ
1日前
日本精工株式会社
ボールねじ装置
1か月前
日本精工株式会社
潤滑剤供給部品
21日前
日本精工株式会社
駆動輪及び台車
1か月前
日本精工株式会社
駆動輪及び台車
1か月前
日本精工株式会社
駆動輪及び台車
1か月前
日本精工株式会社
ハブユニット軸受
1か月前
日本精工株式会社
リニアガイド装置
8日前
日本精工株式会社
ハブユニット軸受
21日前
日本精工株式会社
直動アクチュエータ
21日前
日本精工株式会社
軸受装置及びスピンドル装置
15日前
日本精工株式会社
温度測定装置及び温度測定方法
1か月前
日本精工株式会社
直動案内装置及びその製造方法
14日前
日本精工株式会社
ボールねじ装置のねじ軸の製造方法
8日前
日本精工株式会社
ボールねじ及びボールねじの製造方法
14日前
日本精工株式会社
密封装置及び密封装置付き軸受ユニット
14日前
日本精工株式会社
軸受内蔵型ローラおよび全方向移動型車輪
21日前
日本精工株式会社
直動アクチュエータおよび電磁サスペンション
1か月前
日本精工株式会社
リニアガイド用サイドシール及びリニアガイド
21日前
日本精工株式会社
エンドキャップおよびそれを用いた直動案内装置
21日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ