TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012751
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115825
出願日
2023-07-14
発明の名称
ロータの製造方法
出願人
本田技研工業株式会社
代理人
弁理士法人航栄事務所
主分類
G01D
5/20 20060101AFI20250117BHJP(測定;試験)
要約
【課題】金属部及び樹脂部を有するロータシャフトを備えるロータの製造方法であって、各部品の回転方向の位置決めを高い寸法精度で行うことができるロータの製造方法を提供する。
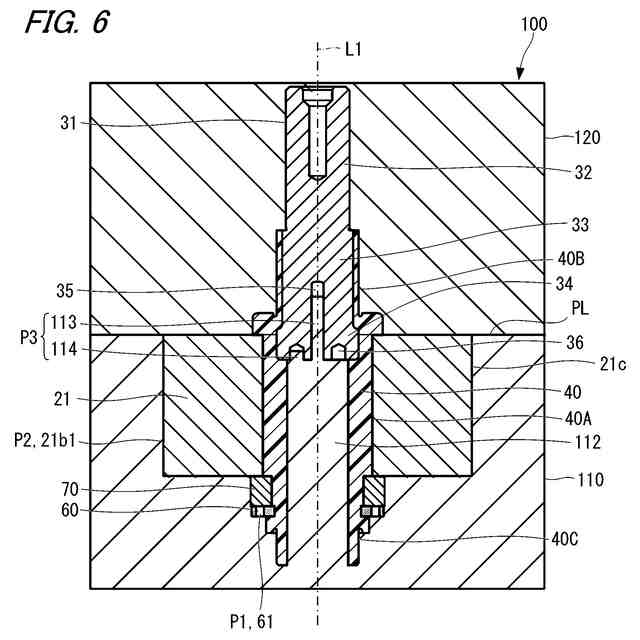
【解決手段】ロータ10の製造方法は、第1金型110に、レゾルバロータ60、ロータヨーク21、及びロータシャフト30の金属部31を配置する部品配置工程と、第1金型110と第2金型120とを組み合わせて形成されたキャビティCVに樹脂を充填してロータシャフト30の樹脂部40を形成すると共に、レゾルバロータ60、ロータヨーク21、及び金属部31を一体にインサート成形する樹脂充填工程と、を備える。第1金型110には、レゾルバロータ60、ロータヨーク21、及び金属部31をそれぞれロータ10の回転方向に位置決めする複数の位置決め部P1、P2、P3が設けられている。
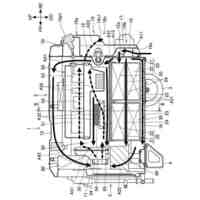
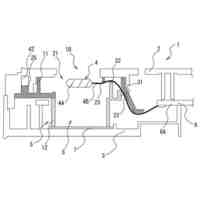
【選択図】図6
特許請求の範囲
【請求項1】
略円環形状を有する電磁鋼板が複数積層されたロータヨークと、
一端側に設けられ、出力軸又は入力軸となる金属部と、他端側に設けられ、前記金属部の端部に接合された樹脂部と、を有し、前記ロータヨークに挿通され、前記ロータヨークと一体に回転するロータシャフトと、
前記樹脂部に設けられ、ロータの回転パラメータを検出可能なレゾルバのレゾルバロータと、を備えるロータの製造方法であって、
第1金型に、前記レゾルバロータ、前記ロータヨーク、及び前記ロータシャフトの前記金属部を配置する部品配置工程と、
前記レゾルバロータ、前記ロータヨーク、及び前記金属部が配置された前記第1金型と、前記金属部を囲む第2金型とを組み合わせて形成されたキャビティに樹脂を充填して前記ロータシャフトの前記樹脂部を形成すると共に、前記レゾルバロータ、前記ロータヨーク、及び前記金属部を一体にインサート成形する樹脂充填工程と、を備え、
前記第1金型には、前記部品配置工程において前記レゾルバロータ、前記ロータヨーク、及び前記金属部をそれぞれ前記ロータの回転方向に位置決めする複数の位置決め部が設けられている、
ロータの製造方法。
続きを表示(約 890 文字)
【請求項2】
請求項1に記載のロータの製造方法であって、
前記第1金型には、前記第2金型に向かって突出し、上面に前記金属部が配置される凸部が設けられており、
前記凸部の前記上面は、前記ロータの径方向から見たとき、前記ロータヨークに重なる位置に設けられる、
ロータの製造方法。
【請求項3】
請求項2に記載のロータの製造方法であって、
前記金属部を位置決めする前記位置決め部は、前記凸部の前記上面に設けられ、前記金属部に設けられた穴に挿入される第1ピン及び第2ピンを有し、
前記第1ピンは、前記ロータの回転軸心に沿って設けられ、
前記第2ピンは、前記第1ピンから前記ロータの径方向にずれて設けられている、
ロータの製造方法。
【請求項4】
請求項2に記載のロータの製造方法であって、
前記金属部を位置決めする前記位置決め部は、前記凸部の前記上面に設けられた第1ピン穴及び第2ピン穴を有し、
前記第1ピン穴及び前記第2ピン穴は、前記金属部に設けられた第1ピン及び第2ピンが挿入され、又は、ピンを介して前記金属部に設けられた穴と係合し、
前記第1ピン穴は、前記ロータの回転軸心に沿って設けられ、
前記第2ピン穴は、前記第1ピン穴から前記ロータの径方向にずれて設けられている、
ロータの製造方法。
【請求項5】
請求項2から4のいずれか一項に記載のロータの製造方法であって、
前記第1金型に配置された前記ロータヨークが前記第1金型と前記第2金型とのパーティングラインを越える場合、
前記パーティングラインを越えた分の長さを有するスペーサを前記第1金型と前記第2金型との間に配置するスペーサ配置工程と、
前記凸部に前記スペーサを設けることにより、又は、前記凸部よりも前記パーティングラインを越えた分の長さだけ長い凸部に付け替えることにより、前記凸部を長くする凸部長さ調整工程と、をさらに備える、
ロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、低炭素社会又は脱炭素社会の実現に向けた取り組みが活発化し、車両においてもCO2排出量の削減やエネルギー効率の改善のために、電動化技術に関する研究開発が行われている。電動化技術として、例えば電動機や発電機といった回転電機がある。
【0003】
例えば、特許文献1には、モータに用いられるロータが記載されている。特許文献1のロータでは、永久磁石、ロータヨーク、及びボスを樹脂でモールドし、これらを固定している。
【先行技術文献】
【特許文献】
【0004】
特許第4552267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ロータには、ロータの回転パラメータ(例えば回転角度)を検出するレゾルバのレゾルバロータが設けられることがある。レゾルバロータを含むロータの各部品を金型に配置して樹脂でインサート成形する場合、高い寸法精度で各部品の回転方向の位置決め、即ち位相を適切に合わせる必要がある。
【0006】
本発明は、金属部及び樹脂部を有するロータシャフトを備えるロータの製造方法であって、各部品の回転方向の位置決めを高い寸法精度で行うことができるロータの製造方法を提供する。
【課題を解決するための手段】
【0007】
本発明は、
略円環形状を有する電磁鋼板が複数積層されたロータヨークと、
一端側に設けられ、出力軸又は入力軸となる金属部と、他端側に設けられ、前記金属部の端部に接合された樹脂部と、を有し、前記ロータヨークに挿通され、前記ロータヨークと一体に回転するロータシャフトと、
前記樹脂部に設けられ、ロータの回転パラメータを検出可能なレゾルバのレゾルバロータと、を備えるロータの製造方法であって、
第1金型に、前記レゾルバロータ、前記ロータヨーク、及び前記ロータシャフトの前記金属部を配置する部品配置工程と、
前記レゾルバロータ、前記ロータヨーク、及び前記金属部が配置された前記第1金型と、前記金属部を囲む第2金型とを組み合わせて形成されたキャビティに樹脂を充填して前記ロータシャフトの前記樹脂部を形成すると共に、前記レゾルバロータ、前記ロータヨーク、及び前記金属部を一体にインサート成形する樹脂充填工程と、を備え、
前記第1金型には、前記部品配置工程において前記レゾルバロータ、前記ロータヨーク、及び前記金属部をそれぞれ前記ロータの回転方向に位置決めする複数の位置決め部が設けられている。
【発明の効果】
【0008】
本発明によれば、各部品の回転方向の位置決めを高い寸法精度で行うことができる。
【図面の簡単な説明】
【0009】
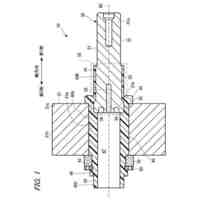
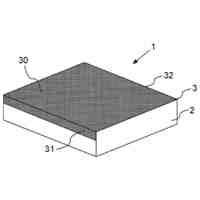
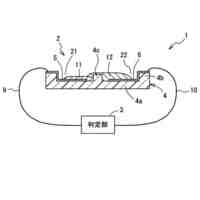
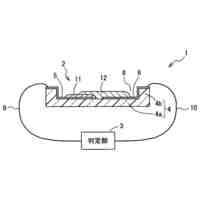
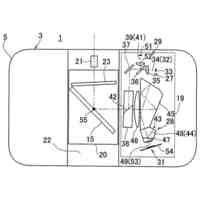
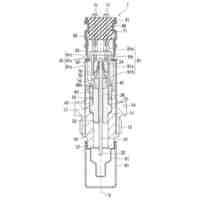
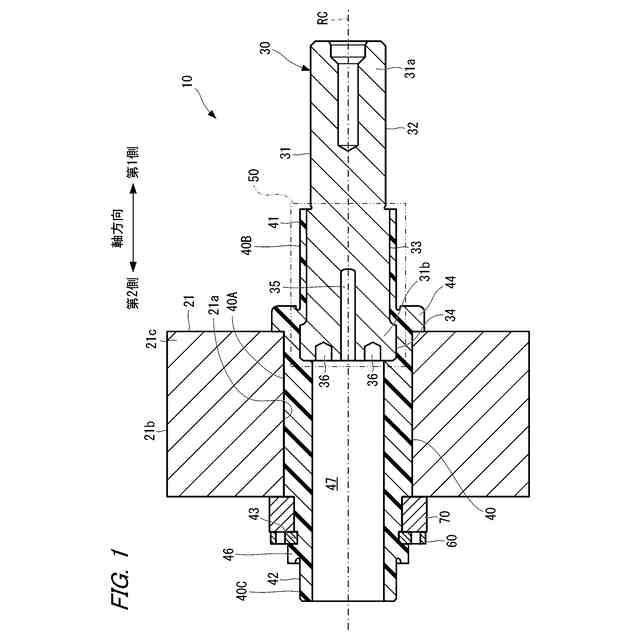
本発明の一実施形態であるロータ10の断面図である。
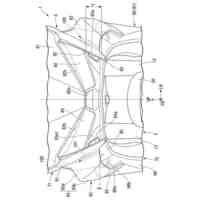
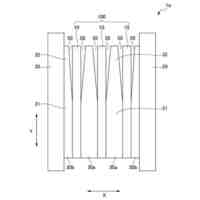
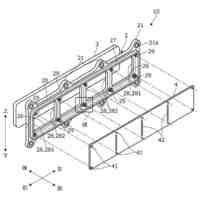
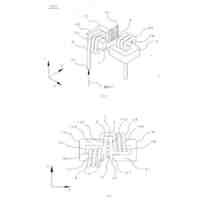
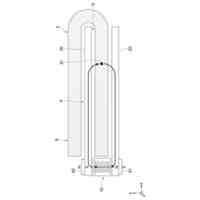
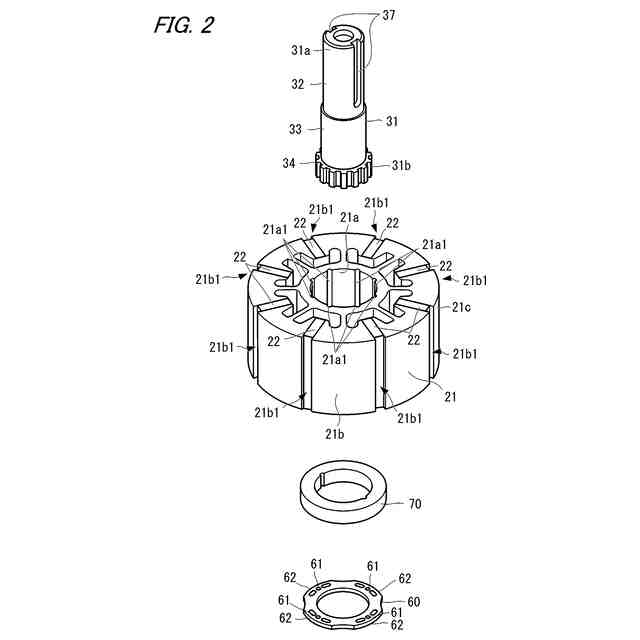
樹脂部40を除いたロータ10の分解斜視図である。
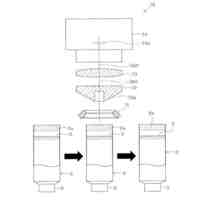
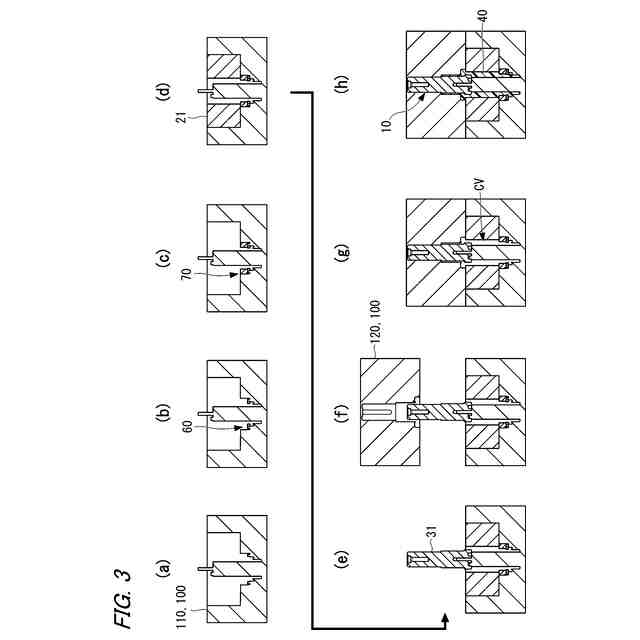
本発明の一実施形態であるロータ10の製造方法を説明する図であり、(a)から(g)は部品配置工程を表し、(h)は樹脂充填工程を表す。
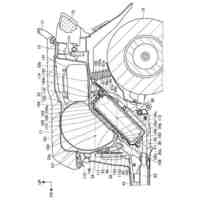
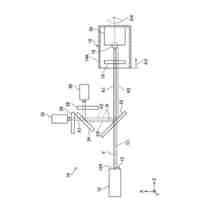
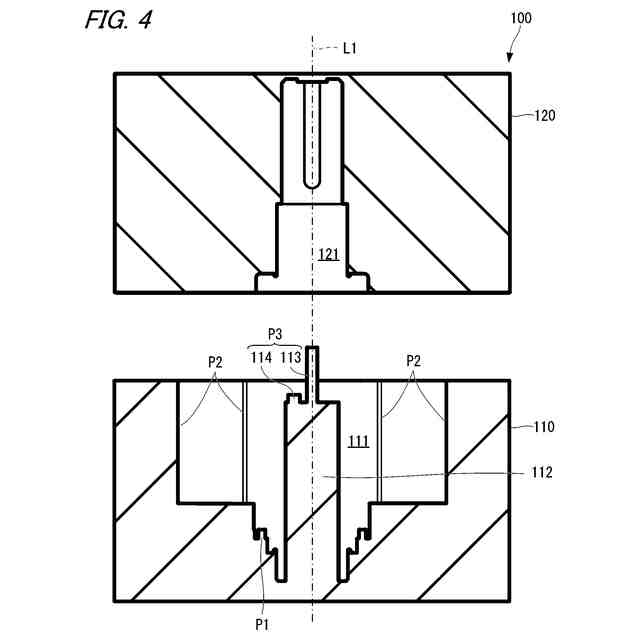
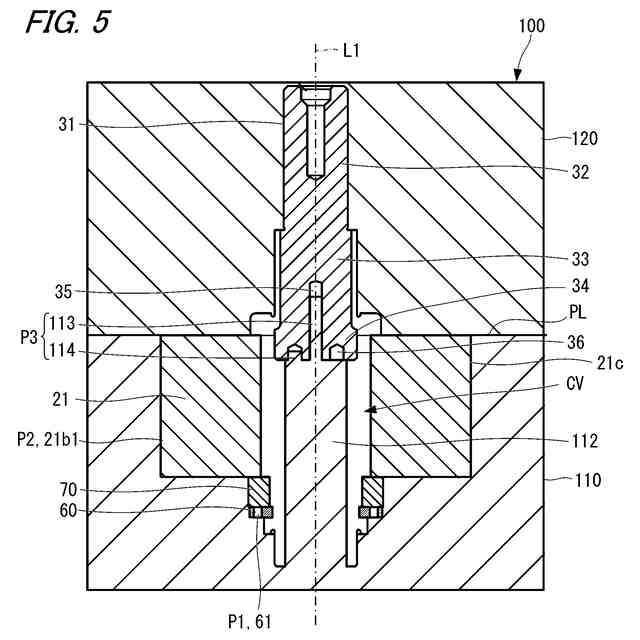
ロータ10の製造時に用いられる金型100の第1金型110及び第2金型120の断面図である。
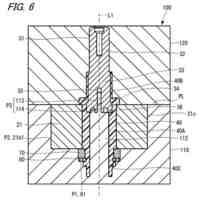
金型100にレゾルバロータ60、カラー部材70、ロータヨーク21、及びロータシャフト30の金属部31が配置され、キャビティCVが形成された状態を示す金型100の断面図である。
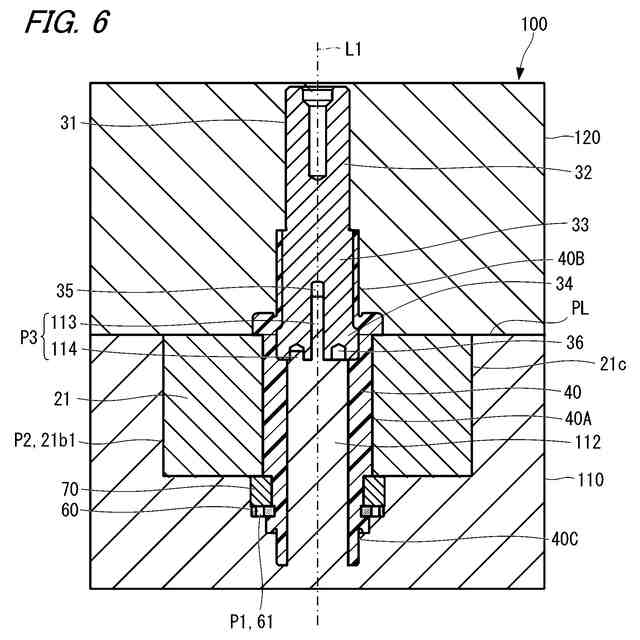
キャビティCVに樹脂を充填してロータシャフト30の樹脂部40が形成された状態を示す金型100の断面図である。
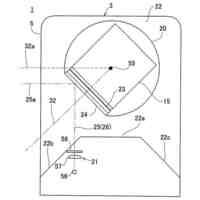
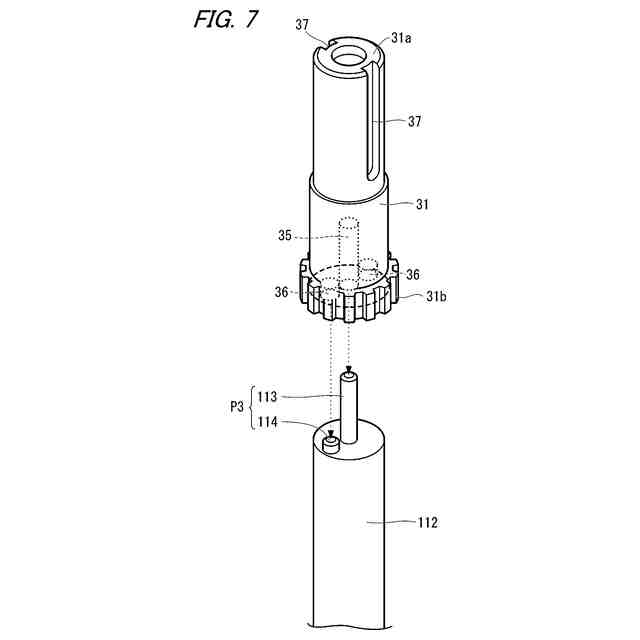
第1金型110の凸部112及び凸部112に配置される金属部31の斜視図である。
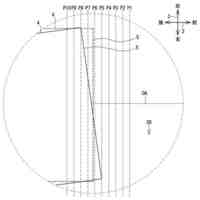
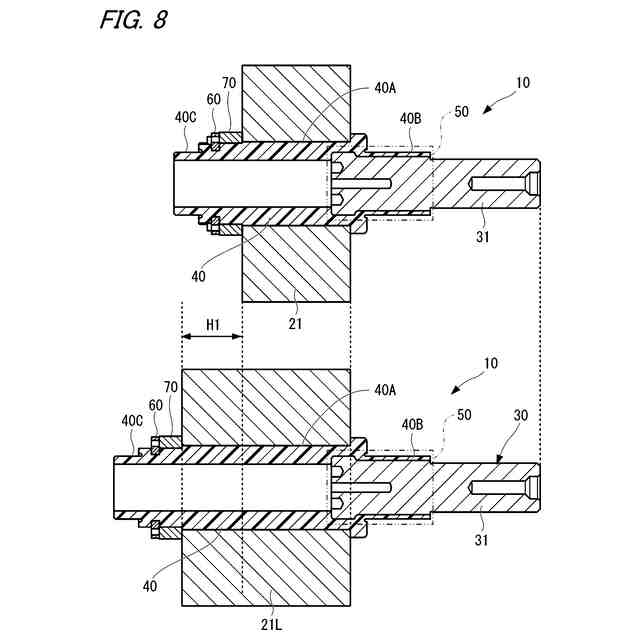
積層方向の厚みが長さH1だけ長くなったロータヨーク21Lを備えるロータ10を示す図である。
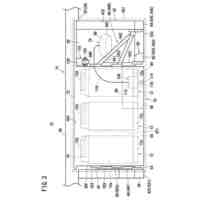
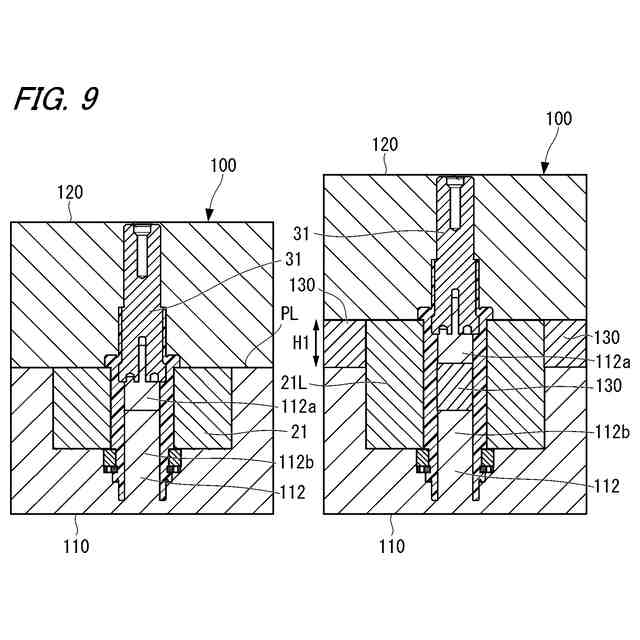
ロータヨーク21を備えるロータ10の製造時に用いられる金型100(左図)と、スペーサ130が設けられ、ロータヨーク21Lを備えるロータ10の製造時に用いられる金型100(右図)と、を示す図である。
ロータヨーク21を備えるロータ10の製造時に用いられる金型100(左図)と、スペーサ130が設けられ、ロータヨーク21Lを備えるロータ10の製造時に用いられる金型100の変形例(右図)と、を示す図である。
位置決め部P3の変形例を示す図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態であるロータを、添付図面に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
電動車両
6日前
本田技研工業株式会社
電動車両
2日前
本田技研工業株式会社
外装部品構造
2日前
本田技研工業株式会社
充放電ユニット
2日前
本田技研工業株式会社
車両制御システム
2日前
本田技研工業株式会社
回転電機のロータ
2日前
本田技研工業株式会社
回転電機のロータ
2日前
本田技研工業株式会社
ロータの製造方法
2日前
本田技研工業株式会社
二次電池モジュール
2日前
本田技研工業株式会社
能動型騒音低減装置
2日前
本田技研工業株式会社
システム、プログラム及び方法
2日前
本田技研工業株式会社
システム、プログラム及び方法
2日前
本田技研工業株式会社
システム、プログラム及び方法
2日前
株式会社ダイセル
材料、材料付きフィルタ
2日前
本田技研工業株式会社
燃料電池の換気装置および燃料電池の製造方法
2日前
本田技研工業株式会社
情報処理装置、通信装置、それらの制御方法、プログラム及び記憶媒体
2日前
本田技研工業株式会社
移動体の制御装置、移動体の制御方法、および記憶媒体
2日前
個人
集束超音波の測定機
2日前
個人
センサ制御回路
2日前
日本精機株式会社
車両用計器
9日前
株式会社大真空
センサ
6日前
株式会社大真空
センサ
11日前
甲神電機株式会社
電流センサ
17日前
CKD株式会社
検査装置
9日前
日本精機株式会社
コントローラ
19日前
株式会社トプコン
測量装置
9日前
株式会社トプコン
測量装置
9日前
ダイトロン株式会社
外観検査装置
2日前
学校法人東京電機大学
干渉計
3日前
アズビル株式会社
漏液センサ
6日前
株式会社諸岡
自動運転作業機
6日前
株式会社国際電気
治具セット
9日前
日本電波工業株式会社
風速測定装置
1か月前
三菱重工冷熱株式会社
降雨装置
19日前
日本特殊陶業株式会社
ガスセンサ
17日前
株式会社デンソー
検出装置
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ