TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009158
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111970
出願日
2023-07-07
発明の名称
電極体の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
4/04 20060101AFI20250110BHJP(基本的電気素子)
要約
【課題】エネルギー効率よく電極体を製造できる電極体の製造方法を提供する。
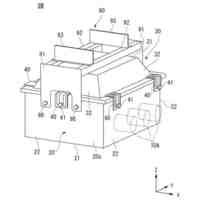
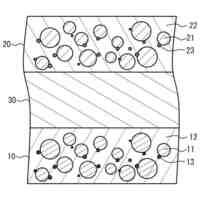
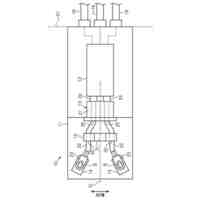
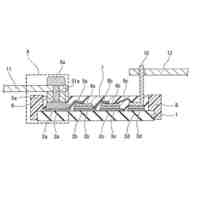
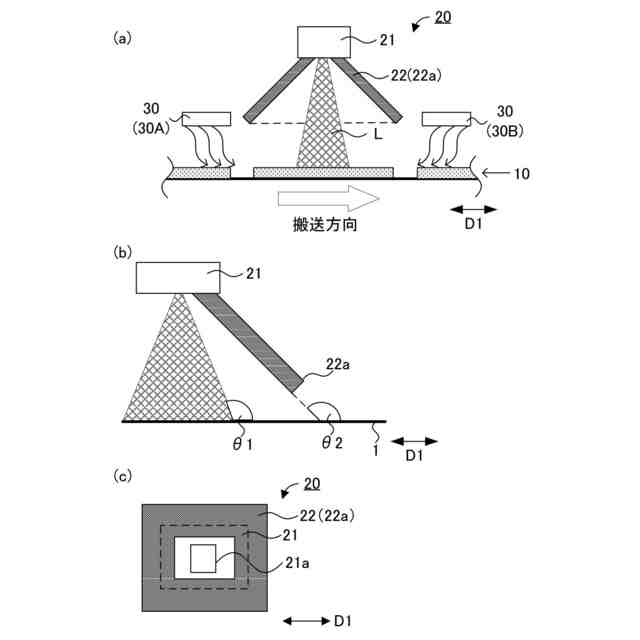
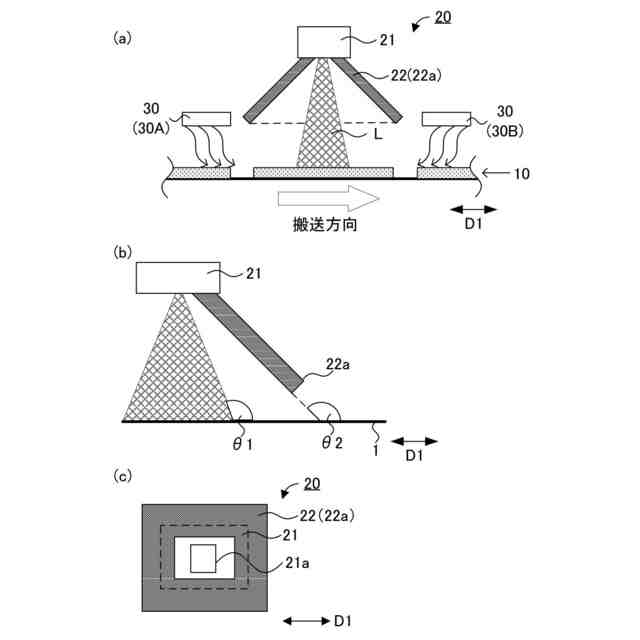
【解決手段】第1方向に長手方向を有する集電シート1に電極材料が塗工された塗工シート10を上記第1方向に搬送しながら、レーザ光を照射するレーザ装置20及び熱風を送風する一対の熱風装置30を用いて、上記塗工シートを乾燥させる乾燥工程と、を有し、上記レーザ装置は、上記レーザ光を照射するレーザヘッド、及び上記塗工シートから反射された上記レーザ光を上記塗工シートに再反射するスカート部を有する反射板22を備え、上記乾燥工程において、上記一対の熱風装置として、上記レーザ装置よりも上流に設けられた第1熱風装置30A、及び上記レーザ装置よりも下流に設けられた第2熱風装置30Bを用い、かつ、上記第1熱風装置および上記第2熱風装置は、上記第1方向において上記レーザ装置側に上記熱風を送風する、電極体の製造方法とする。
【選択図】図2
特許請求の範囲
【請求項1】
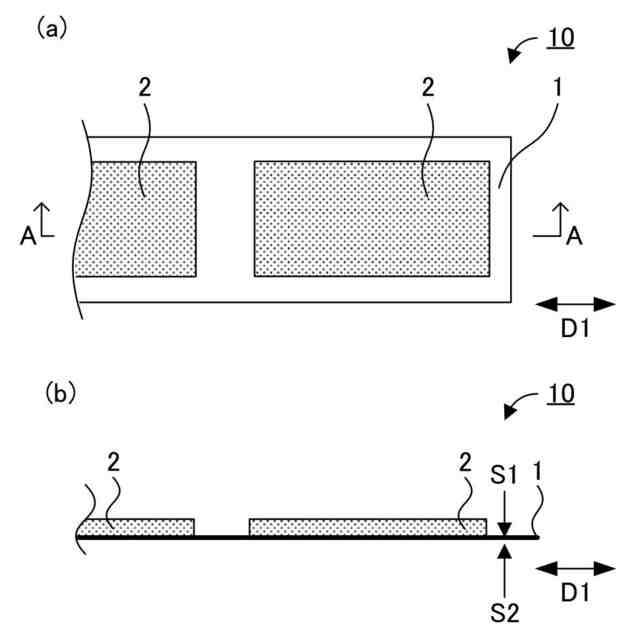
第1方向に長手方向を有する集電シートの第1面上に、電極材料が塗工された塗工部を有する塗工シートを準備する、準備工程と、
前記塗工シートを前記第1方向に搬送しながら、レーザ光を前記塗工シートに照射するレーザ装置および熱風を前記塗工シートに送風する一対の熱風装置を用いて、前記塗工シートを乾燥させる乾燥工程と、を有し、
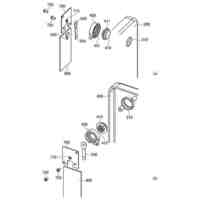
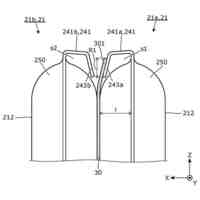
前記レーザ装置は、前記レーザ光を照射するレーザヘッド、および、前記塗工シートから反射された前記レーザ光を前記塗工シートに再反射するスカート部を有する反射板を備え、
前記乾燥工程において、
前記一対の熱風装置として、前記レーザ装置よりも上流に設けられた第1熱風装置、および、前記レーザ装置よりも下流に設けられた第2熱風装置を用い、かつ、
前記第1熱風装置および前記第2熱風装置は、それぞれ、前記第1方向において前記レーザ装置側に前記熱風を送風する、電極体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電極体の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
リチウムイオン二次電池等の電池の製造に用いられる電極体(電極シート)の製造方法に関する技術として、搬送される集電体シートに対し、電極材料を塗布して塗工部を形成し、塗工部を乾燥して電極層を得る方法が知られている。
【0003】
例えば、特許文献1には、搬送される長尺金属箔に対して活物質合剤を塗布し、活物質合剤の塗工部を形成する塗布工程と、塗布工程よりも前に実行され、長尺金属箔の短手方向に沿った合剤塗布場所の両端部よりも長尺金属箔の搬送方向上流側に位置する上記長尺金属箔の照射位置に対してレーザを照射する第1照射工程と、第1照射工程の後に実行され、塗布工程によって形成された塗工部において短手方向の両縁部にレーザを照射する第2照射工程と、を備える電極の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-029256号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
排出されるCO
2
低減および節電の観点から、エネルギー効率を良好にしつつ、電極体を製造することが求められている。
【0006】
本開示は、上記実情に鑑みてなされたものであり、エネルギー効率よく電極体を製造できる電極体の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0007】
[1]
第1方向に長手方向を有する集電シートの第1面上に、電極材料が塗工された塗工部を有する塗工シートを準備する、準備工程と、上記塗工シートを上記第1方向に搬送しながら、レーザ光を上記塗工シートに照射するレーザ装置および熱風を上記塗工シートに送風する一対の熱風装置を用いて、上記塗工シートを乾燥させる乾燥工程と、を有し、上記レーザ装置は、上記レーザ光を照射するレーザヘッド、および、上記塗工シートから反射された上記レーザ光を上記塗工シートに再反射するスカート部を有する反射板を備え、上記乾燥工程において、上記一対の熱風装置として、上記レーザ装置よりも上流に設けられた第1熱風装置、および、上記レーザ装置よりも下流に設けられた第2熱風装置を用い、かつ、上記第1熱風装置および上記第2熱風装置は、それぞれ、上記第1方向において上記レーザ装置側に上記熱風を送風する、電極体の製造方法。
【発明の効果】
【0008】
本開示においては、エネルギー効率よく電極体を製造できるという効果を奏する。
【図面の簡単な説明】
【0009】
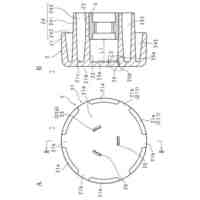
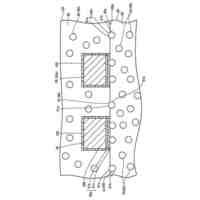
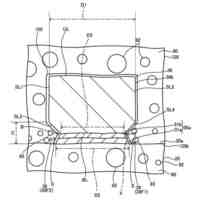
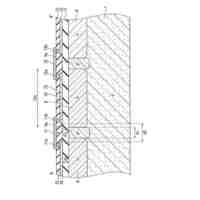
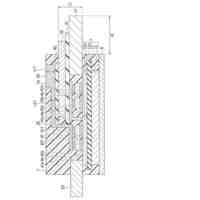
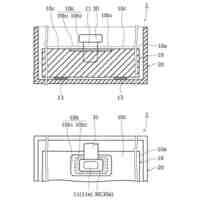
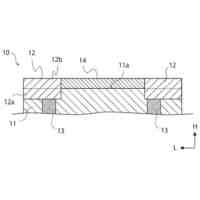
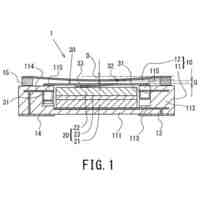
本開示における準備工程を例示する概略平面図および概略断面図である。
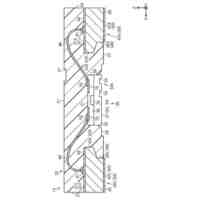
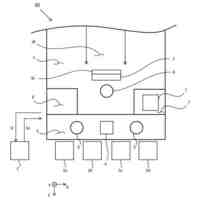
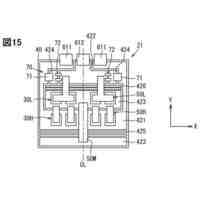
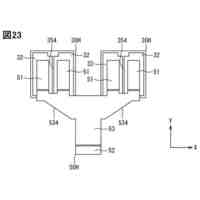
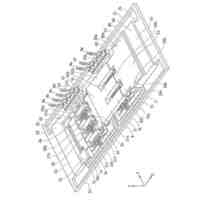
本開示における乾燥工程を例示する概略断面図および概略平面図である。
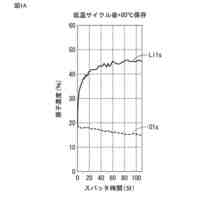
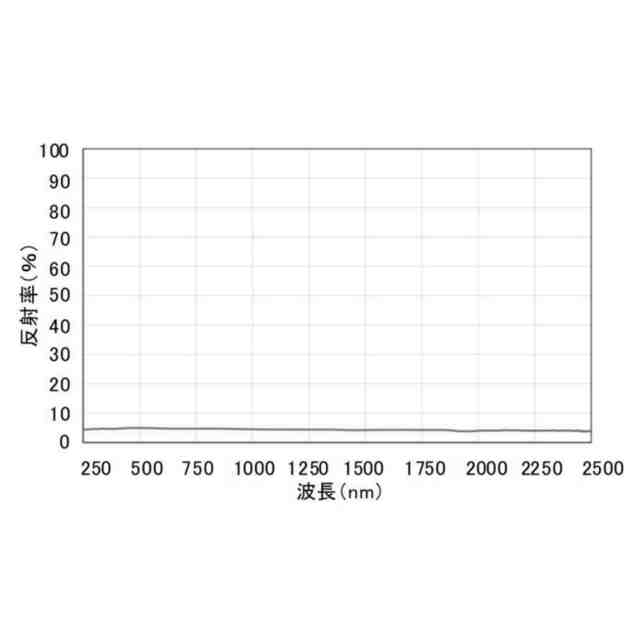
塗工部におけるレーザ光の反射率を示すグラフである。
【発明を実施するための形態】
【0010】
以下、本開示における電極体の製造方法について、図面を用いて詳細に説明する。以下に示す各図は、模式的に示したものであり、各部の大きさ、形状は、理解を容易にするために、適宜誇張している。また、本明細書において、ある部材に対して他の部材を配置する態様を表現するにあたり、単に「上に」または「下に」と表記する場合、特に断りの無い限りは、ある部材に接するように、直上または直下に他の部材を配置する場合と、ある部材の上方または下方に、別の部材を介して他の部材を配置する場合との両方を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電波吸収体
4日前
個人
テーブルタップ
1日前
東レ株式会社
二次電池
26日前
株式会社東光高岳
開閉器
12日前
キヤノン株式会社
電子機器
1日前
株式会社GSユアサ
蓄電装置
1日前
株式会社ダイヘン
碍子
6日前
太陽誘電株式会社
全固体電池
14日前
株式会社GSユアサ
蓄電装置
1日前
三菱電機株式会社
端子カバー
26日前
個人
電波散乱方向制御板
26日前
株式会社ユーシン
スイッチ装置
1日前
株式会社ユーシン
スイッチ装置
1日前
個人
六角形パネル展開アレーアンテナ
1日前
住友電装株式会社
コネクタ
26日前
イビデン株式会社
プリント配線板
4日前
イビデン株式会社
プリント配線板
12日前
ローム株式会社
半導体装置
1日前
日新イオン機器株式会社
イオン注入装置
28日前
富士電機株式会社
半導体装置
26日前
富士電機株式会社
半導体装置
12日前
日産自動車株式会社
電子機器
4日前
日本圧着端子製造株式会社
コネクタ
5日前
オムロン株式会社
リード線整列治具
1日前
株式会社デンソー
半導体装置
1日前
株式会社デンソー
半導体装置
1日前
トヨタ自動車株式会社
電池温調装置
26日前
株式会社村田製作所
二次電池
4日前
富士電機株式会社
半導体装置
1日前
太陽誘電株式会社
コイル部品
1日前
富士電機株式会社
半導体装置
12日前
マクセル株式会社
電気化学素子
1日前
日亜化学工業株式会社
発光装置
26日前
株式会社村田製作所
電池パック
6日前
個人
アウトドア用のソケットとプラグ
12日前
東洋電装株式会社
スイッチ装置
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ