TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025005145
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023105195
出願日
2023-06-27
発明の名称
樹脂モールドモータ、ステータユニット、および、ステータユニットの製造方法
出願人
三相電機株式会社
代理人
KEY弁理士法人
主分類
H02K
15/12 20250101AFI20250108BHJP(電力の発電,変換,配電)
要約
【課題】被水環境において導電部への水の侵入を防止する樹脂モールドモータ、ステータユニット、ステータユニットの製造方法を提供する。
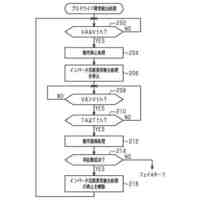
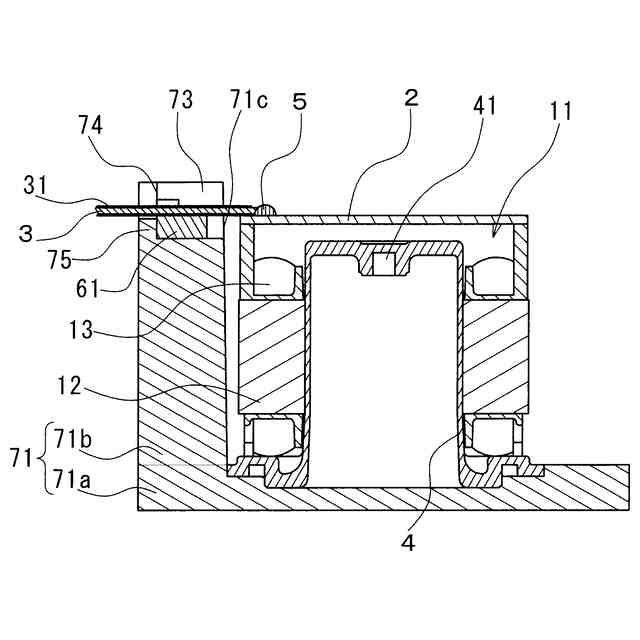
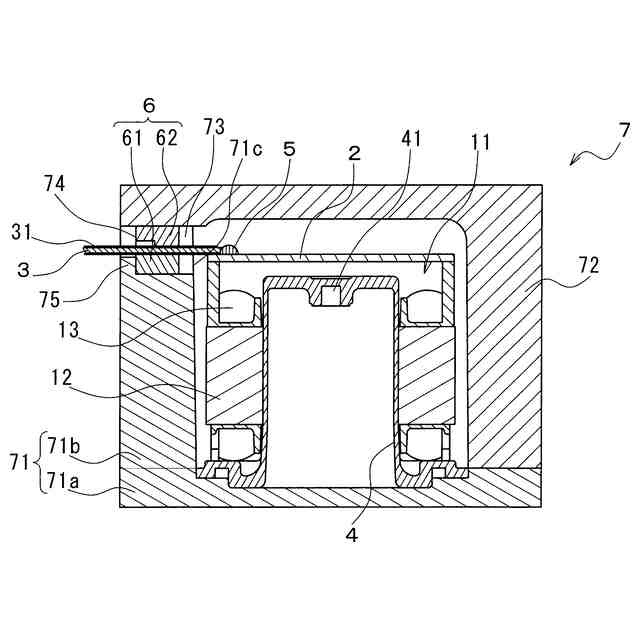
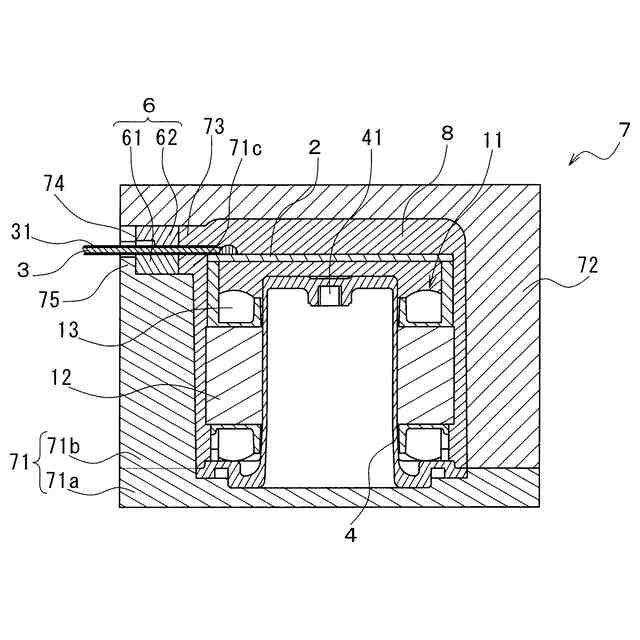
【解決手段】ステータユニットの製造方法は、ステータコア、基板、仮固定具、絶縁被膜材で被覆したリード線を組み合わせて第1金型に配置する部材配置工程と、第1金型と第2金型を型締めする型締め工程と、第1金型と第2金型内に樹脂を注入、硬化させて樹脂モールド部を成形する成形工程と、第1金型と第2金型を型開きし、リード線から仮固定具を取り外す仮固定具取り外し工程とを含み、仮固定具の第1仮固定具と第2仮固定具にはそれぞれリード線が嵌まり込む溝が形成されており、部材配置工程においてリード線が溝に嵌まり込むように第1仮固定具と第2仮固定具を重ね合わせた状態で第1金型に配置し、絶縁被膜材の材質が樹脂と密着性のよい材質であることによって絶縁被膜材と樹脂モールド部とは互いに密着する。
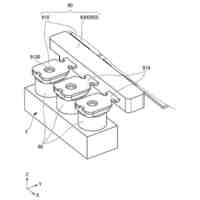
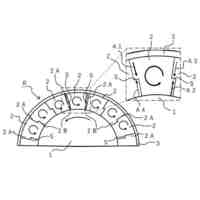
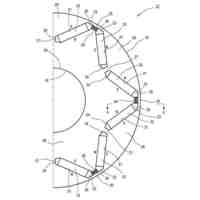
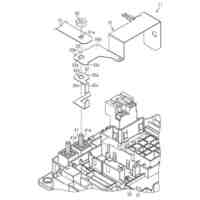
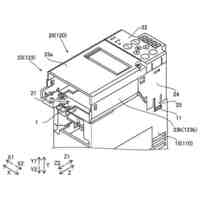
【選択図】図1
特許請求の範囲
【請求項1】
樹脂モールドモータのステータユニットの製造方法において、
ステータコア、電磁コイル、基板、仮固定具、および、絶縁被膜材で被覆されているリード線を組み合わせて、第1金型に配置する部材配置工程と、
前記第1金型と第2金型とを型締めする型締め工程と、
型締めされた前記第1金型および前記第2金型が形成する内部空間に樹脂を注入し、注入した前記樹脂を硬化させて樹脂モールド部を成形する成形工程と、
前記樹脂モールド部が成形された後、前記第1金型および前記第2金型を型開きし、前記リード線から前記仮固定具を取り外す仮固定具取り外し工程と、
を含み、
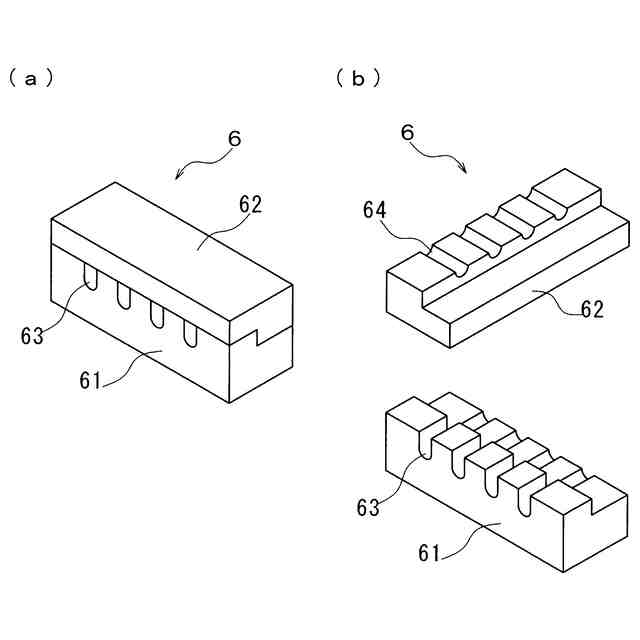
前記仮固定具は、第1仮固定具および第2仮固定具により構成され、前記第1仮固定具と前記第2仮固定具との合わせ面にそれぞれ前記リード線が隙間なく嵌まり込む溝が形成されており、
前記部材配置工程において、前記仮固定具を、前記リード線が前記第1仮固定具の溝と前記第2仮固定具の溝に嵌まり込むように、前記第1仮固定具と前記第2仮固定具とを重ね合わせた状態で前記第1金型に配置し、
前記絶縁被膜材の材質が、前記樹脂と密着性のよい材質であることによって、前記絶縁被膜材、および、前記樹脂で成形された前記樹脂モールド部は互いに密着する、
ことを特徴とするステータユニットの製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記密着性のよい材質は、架橋ポリエチレンであり、
前記樹脂は、不飽和ポリエステル樹脂である、
ことを特徴とする請求項1に記載のステータユニットの製造方法。
【請求項3】
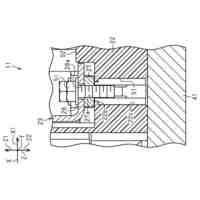
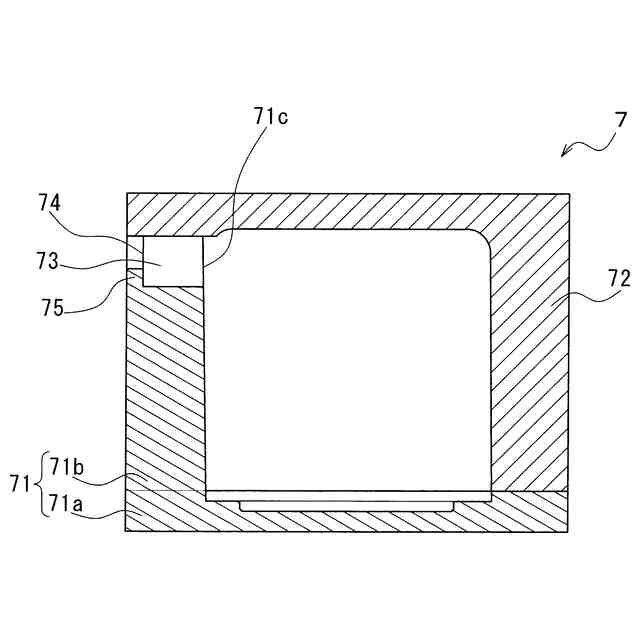
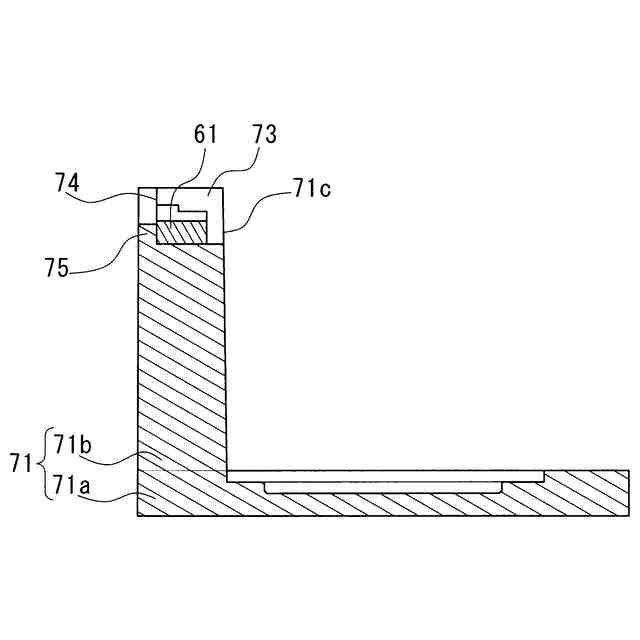
前記第1金型の前記第2金型と対向する端部には、前記仮固定具を保持するための凹部が設けられており、前記凹部には段差が設けられており、前記凹部は、前記段差によって断面が、外側が狭く内側が広い形状を有している、
ことを特徴とする請求項1または2に記載のステータユニットの製造方法。
【請求項4】
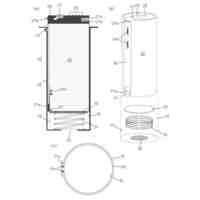
前記部材配置工程において、前記ステータコアおよび前記電磁コイルを、前記基板と隣接する側の端部が閉じられた筒状のバックケーシングの外周に取り付け、
前記ステータコア、前記電磁コイル、前記基板、前記仮固定具、前記リード線、および、前記バックケーシングを前記第1金型に配置する、
ことを特徴とする請求項1または2に記載のステータユニットの製造方法。
【請求項5】
樹脂モールドモータに用いられる、樹脂モールドされたステータであるステータユニットにおいて、
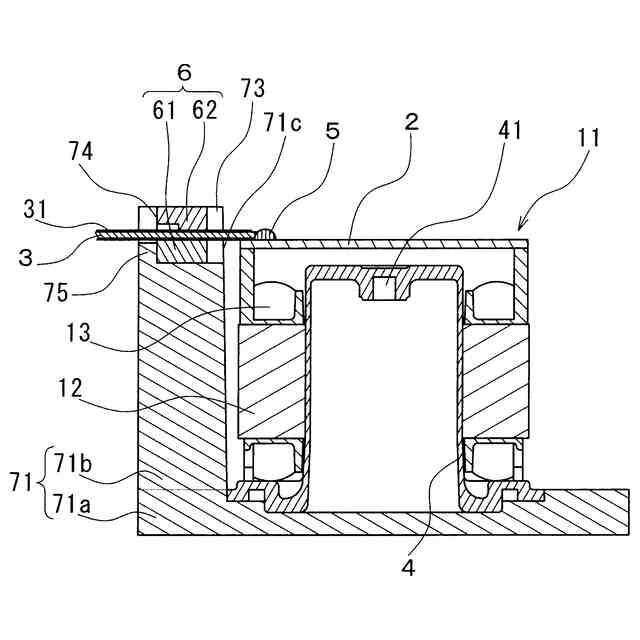
ステータコア、電磁コイル、基板、および、前記基板に接続されたリード線が、樹脂モールド部によってモールドされて構成されており、
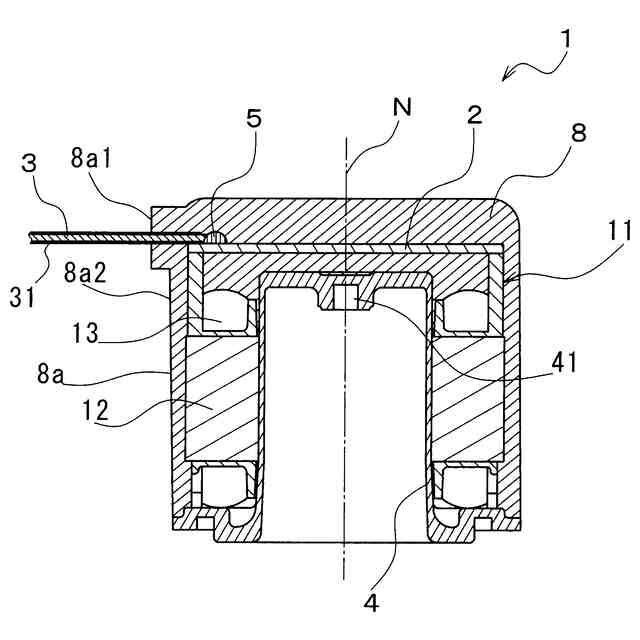
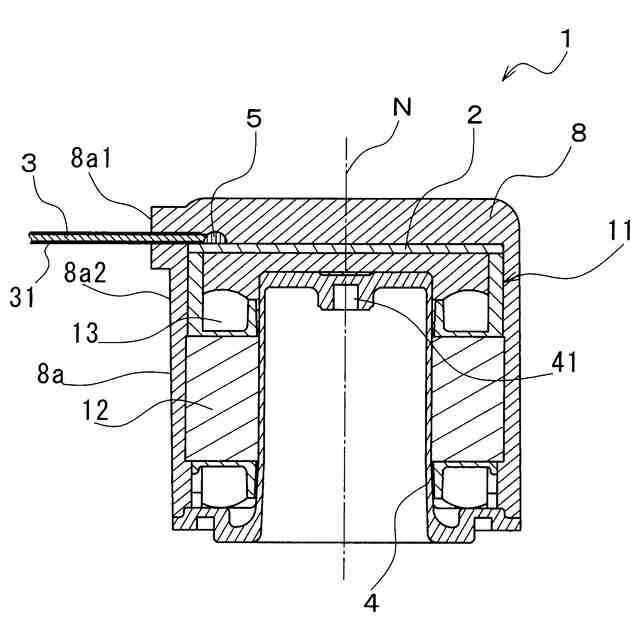
絶縁被膜材で被覆された前記リード線が、前記樹脂モールドモータの軸線を囲む、前記樹脂モールド部の側面から外部へと直出しされており、
前記絶縁被膜材の材質が、前記樹脂モールド部の樹脂と密着性のよい材質であることによって、前記絶縁被膜材および前記樹脂モールド部は互いに密着している、
ことを特徴とするステータユニット。
【請求項6】
前記密着性のよい材質は、架橋ポリエチレンであり、
前記樹脂は、不飽和ポリエステル樹脂である、
ことを特徴とする請求項5に記載のステータユニット。
【請求項7】
前記ステータコアおよび前記電磁コイルが、前記基板と隣接する側の端部が閉じられた筒状のバックケーシングの外周に取り付けられている、
ことを特徴とする請求項5または6に記載のステータユニット。
【請求項8】
樹脂モールドされたステータユニットを有する樹脂モールドモータにおいて、
ロータ、前記ロータを囲うように配置された前記ステータユニット、および、前記ロータが固定されたシャフトを有し、
前記ステータユニットは、請求項5または6に記載のステータユニットであることを特徴とする樹脂モールドモータ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被水環境に用いられ防水性が求められる樹脂モールドモータ、ステータが樹脂モールドされたステータユニット、および、ステータユニットの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
樹脂モールドモータには、樹脂モールドされたステータが用いられている。樹脂モールドモータのステータには、電源と接続するための接続部が設けられており、電源との接続部として、特許文献1および特許文献2に記載されているようなコネクタ構造が一般的に用いられている。その他に、樹脂モールドモータのステータには、リード線を外部へと引き出して電源と接続する構造も用いられている。リード線を外部へと引き出す構造の場合、特許文献3および特許文献4のようにリード線が樹脂モールドから引き出される部分に固定具(ブッシングなど)などが埋め込まれており、固定具からリード線が外部へと出てくる構造となっている。
【先行技術文献】
【特許文献】
【0003】
特開2013- 59226号公報
特開2004-104868号公報
特開2012-152094号公報
特開2013-128390号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂でモールドされたステータを用いた樹脂モールドモータは、樹脂で成形された樹脂モールド部でステータを覆っているが、樹脂モールド部とコネクタとの密着性、または、樹脂モールド部と固定具との密着性が悪いと、被水環境における使用の際に、樹脂モールド部とコネクタとの界面、または、樹脂モールド部と固定具との界面から水が侵入する恐れがあった。界面を通じて侵入した水がリード線と基板との接続部である導電部へと到達すると、樹脂モールドモータの故障の原因となる恐れがあった。
【0005】
例えば、樹脂でステータと共にモールドされたコネクタまたは固定具が熱可塑性樹脂製の場合、熱可塑性樹脂の種類によっては、樹脂モールド部とコネクタまたは固定具との密着性が悪い場合がある。また、コネクタまたは固定具が、耐熱温度が低い樹脂で成形されている場合、樹脂モールド部の成形時の熱によって、樹脂モールド部とコネクタまたは固定具との界面が変形して密着性が悪くなることがある。その結果、被水環境において、コネクタまたは固定具の界面に沿って水が侵入しやすくなるという問題があった。更に、特許文献3および特許文献4のようにリード線をブッシングなどの固定具で固定する構造において、上下2分割の構造のブッシング(固定具)を用いると、被水環境において上下のブッシング(固定具)の合わせ面から水が侵入する恐れがあった。
【0006】
本発明は、被水環境で使用した際に導電部への水の侵入を防止することができる樹脂モールドモータ、ステータが樹脂モールドされたステータユニット、および、ステータユニットの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の第1の態様に係る樹脂モールドモータのステータユニットの製造方法は、ステータコア、電磁コイル、基板、仮固定具、および、絶縁被膜材で被覆されているリード線を組み合わせて、第1金型に配置する部材配置工程と、前記第1金型と第2金型とを型締めする型締め工程と、型締めされた前記第1金型および前記第2金型が形成する内部空間に樹脂を注入し、注入した前記樹脂を硬化させて樹脂モールド部を成形する成形工程と、前記樹脂モールド部が成形された後、前記第1金型および前記第2金型を型開きし、前記リード線から前記仮固定具を取り外す仮固定具取り外し工程と、を含む。前記仮固定具は、第1仮固定具および第2仮固定具により構成され、前記第1仮固定具と前記第2仮固定具との合わせ面にそれぞれ前記リード線が隙間なく嵌まり込む溝が形成されている。前記部材配置工程において、前記仮固定具を、前記リード線が前記第1仮固定具の溝と前記第2仮固定具の溝に嵌まり込むように、前記第1仮固定具と前記第2仮固定具とを重ね合わせた状態で前記第1金型に配置する。前記絶縁被膜材の材質が、前記樹脂と密着性のよい材質であることによって、前記絶縁被膜材、および、前記樹脂で成形された前記樹脂モールド部は互いに密着する。
【0008】
係る構成を備えるステータユニットの製造方法によれば、従来のようなコネクタ、または、埋め込み型の固定具を用いた樹脂モールドモータに生じていた被水環境における水の侵入を、新たな部品を用いることなくシンプルな構造で防止することができる樹脂モールドモータを実現することができる。更に、仮固定具は治具として使用し、樹脂モールドした後で取り外すことから、従来のような固定具を不要とすることができる。
【0009】
本発明の第2の態様に係るステータユニットの製造方法において、前記密着性のよい材質は、架橋ポリエチレンであり、前記樹脂は、不飽和ポリエステル樹脂である。
【0010】
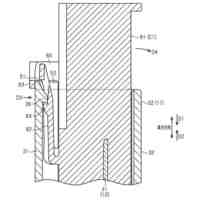
本発明の第3の態様に係るステータユニットの製造方法において、前記第1金型の前記第2金型と対向する端部には、前記仮固定具を保持するための凹部が設けられており、前記凹部には段差が設けられており、前記凹部は、前記段差によって断面が、外側が狭く内側が広い形状を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三相電機株式会社
樹脂モールドモータ、ステータユニット、および、ステータユニットの製造方法
26日前
個人
静電モータ
18日前
個人
通電確認器具
25日前
株式会社アイシン
制御装置
27日前
株式会社ExH
接触ユニット
22日前
株式会社アイシン
車両用駆動装置
18日前
株式会社東光高岳
開閉装置
11日前
竹内工業株式会社
配線ダクト
12日前
トヨタ自動車株式会社
積層コア
18日前
株式会社豊田自動織機
回転電機のロータ
18日前
日産自動車株式会社
ロータ
18日前
株式会社高砂製作所
力率改善回路
22日前
日産自動車株式会社
ロータ
12日前
住友ベークライト株式会社
ロータ
5日前
富士電機株式会社
電源装置
5日前
株式会社豊田自動織機
回転電機のロータ
25日前
住友電装株式会社
電気接続箱
26日前
アズビル株式会社
配線確認システム
18日前
住友電装株式会社
電気接続箱
26日前
住友電装株式会社
電気接続箱
25日前
住友電装株式会社
電気接続箱
26日前
住友電装株式会社
電気接続箱
22日前
スワン電器株式会社
電源装置
5日前
株式会社ジェイテクト
制御装置
25日前
富士電機株式会社
電力変換装置
5日前
株式会社ダイヘン
電力システム
22日前
東洋電装株式会社
駆動制御装置
5日前
株式会社ダイヘン
電圧調整装置
5日前
株式会社ダイヘン
電力システム
22日前
ダイハツ工業株式会社
クレードル装置
25日前
トヨタ自動車株式会社
電動車両
18日前
本田技研工業株式会社
回転電機
25日前
富士電機株式会社
電力変換装置
25日前
トヨタ自動車株式会社
電動車両
25日前
富士電機株式会社
電力変換装置
12日前
株式会社アイシン
巻線界磁型回転電機
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ