TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179835
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099048
出願日
2023-06-16
発明の名称
燃料電池の製造方法、及び燃料電池
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H01M
8/0286 20160101AFI20241219BHJP(基本的電気素子)
要約
【課題】セパレータとシール部材との接着強度が高い燃料電池の製造方法、及び燃料電池を提供する。
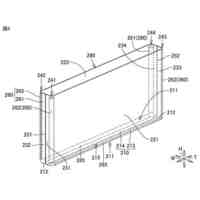
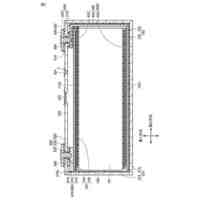
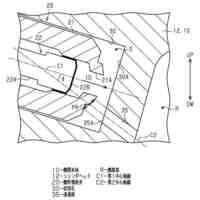
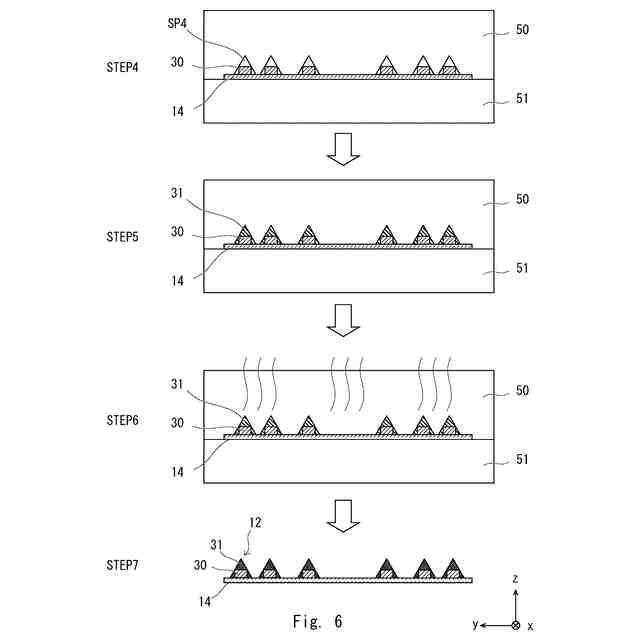
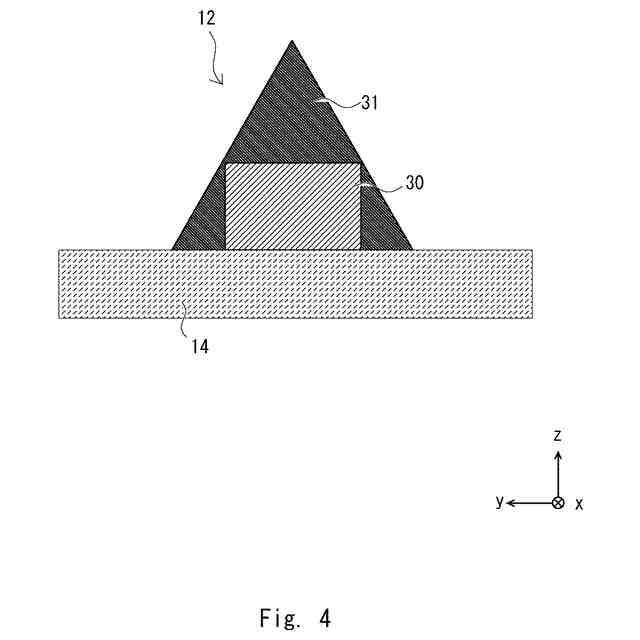
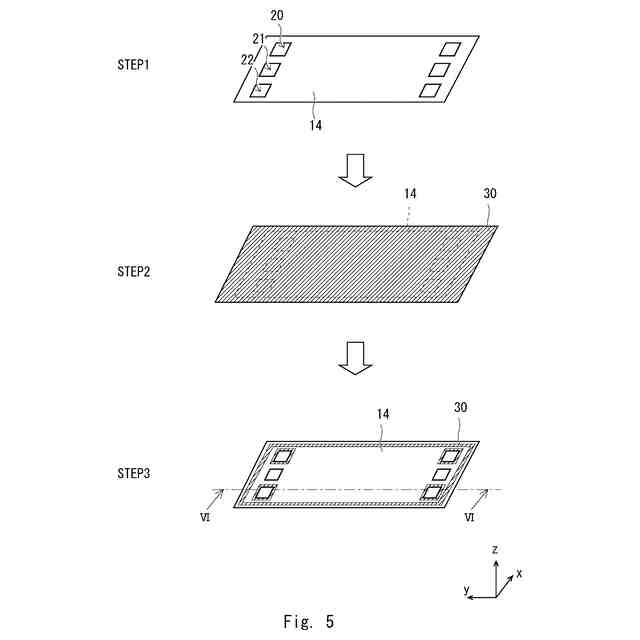
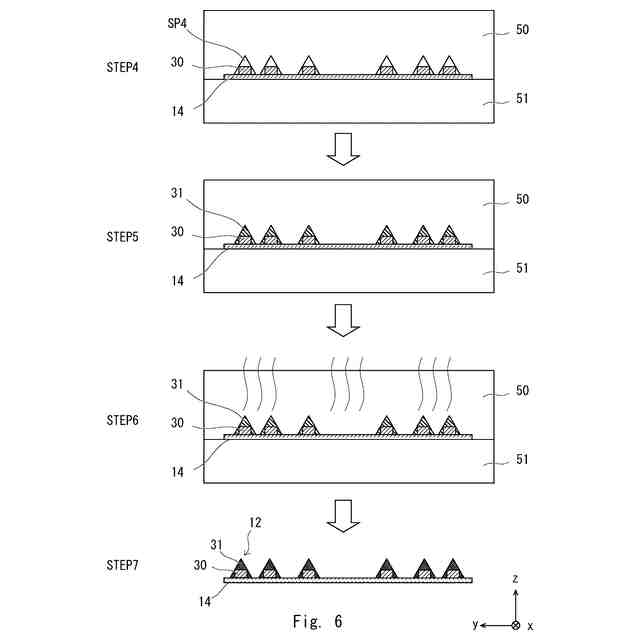
【解決手段】本開示に係る燃料電池の製造方法は、膜電極接合体と膜電極接合体を挟持する一対のセパレータとを含む積層体と、積層体を所定の間隔を隔てて複数積層することによって積層方向に隣り合う積層体の間に形成された隙間に対して、密閉空間を形成するように設けられるシール部と、を備えた燃料電池の製造方法である。セパレータ14とシール部材31との間に設けられた樹脂層30を溶融し、セパレータ14とシール部材31とを接着させることによりシール部12を形成する。
【選択図】図6
特許請求の範囲
【請求項1】
膜電極接合体と前記膜電極接合体を挟持する一対のセパレータとを含む積層体と、
前記積層体を所定の間隔を隔てて複数積層することによって積層方向に隣り合う前記積層体の間に形成された隙間に対して、密閉空間を形成するように設けられるシール部と、
を備えた燃料電池の製造方法であって、
前記セパレータとシール部材との間に設けられた樹脂層を溶融し、前記セパレータと前記シール部材とを接着させることにより前記シール部を形成する、
燃料電池の製造方法。
続きを表示(約 610 文字)
【請求項2】
前記セパレータと前記シール部材との間に前記樹脂層を配置した状態において、少なくとも前記シール部材と前記樹脂層の双方を加熱することにより、
前記シール部材を架橋させながら、前記樹脂層を溶融させて前記セパレータと前記シール部材を接着する、
請求項1に記載の燃料電池の製造方法。
【請求項3】
前記シール部材を架橋させた後に、前記シール部材と接する位置に前記樹脂層を配置し、前記樹脂層を加熱することにより溶融させて前記セパレータと前記シール部材を接着する、
請求項1に記載の燃料電池の製造方法。
【請求項4】
前記シール部を成形する金型に、前記樹脂層を表面に仮接着した前記セパレータを配置して、
前記金型に対して前記シール部材を射出して充填させることにより、前記セパレータとシール部材との間に前記樹脂層が設けられる、
請求項1又は2に記載の燃料電池の製造方法。
【請求項5】
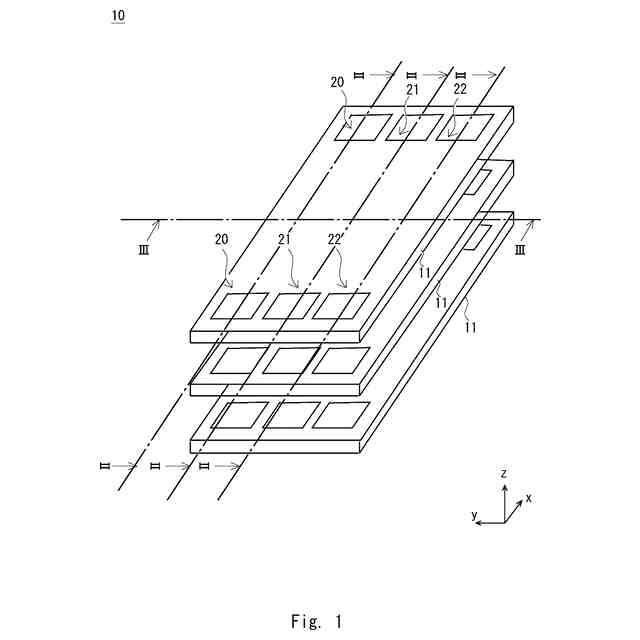
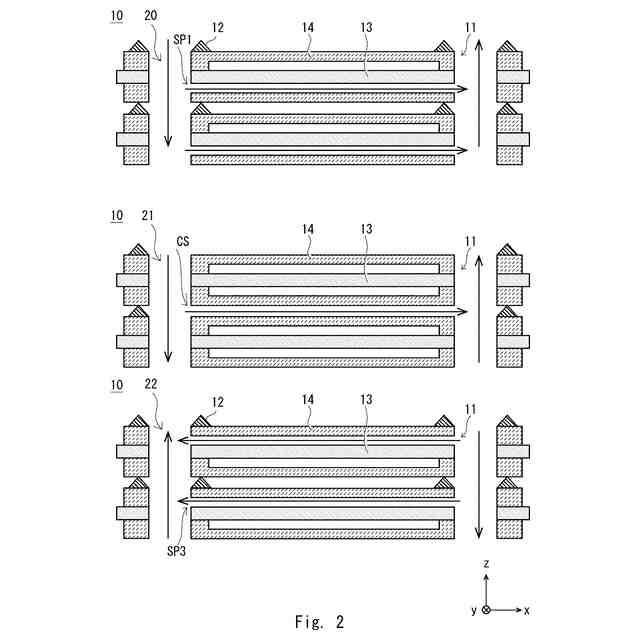
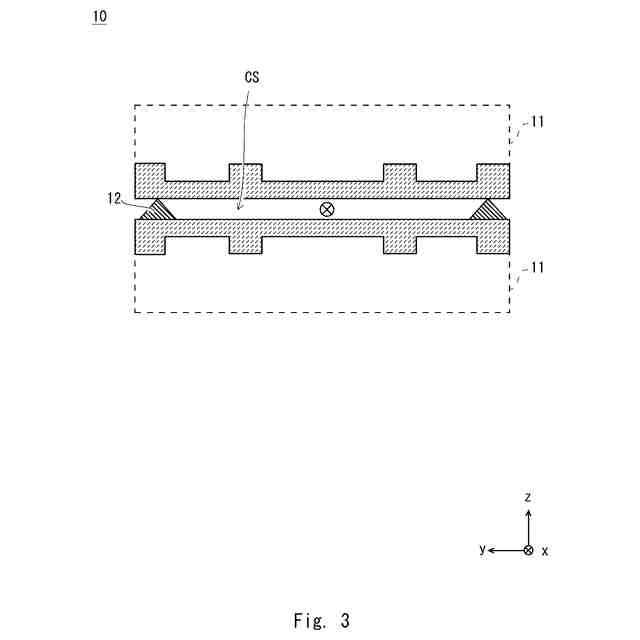
膜電極接合体と、前記膜電極接合体を挟持する一対のセパレータと、を含む積層体を所定の間隔を隔てて複数積層した燃料電池であって、
前記積層体の積層方向に隣り合う前記積層体の間に形成される隙間に対して、密閉空間を形成するように設けられるシール部は、
前記積層体の前記セパレータとシール部材との間に樹脂層を備える、
燃料電池。
発明の詳細な説明
【技術分野】
【0001】
本開示は、燃料電池の製造方法、及び燃料電池に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
燃料電池に対しては、発電するために燃料ガスと、発電によって発生する熱を除熱するために冷却水とが供給される。燃料ガスと冷却水が燃料電池の外側に漏れないようにするためのシール部材の開発が行われている。
【0003】
例えば、特許文献1には、燃料ガスが燃料電池外に漏れないようにするためのシール部材が開示されている。特許文献1に開示されたシール部材は、発泡ゴムからなるシール部材主部の表面に粘着層が積層一体化されている。特許文献1に開示されたシール部材は、セパレータに密着するようにセパレータ上に設けられている。
【先行技術文献】
【特許文献】
【0004】
特開2016-018703号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した特許文献1に開示されたシール部材では、シール部材がセパレータに対して架橋接着されているだけであり、セパレータとシール部材との接着強度が不十分であった。
【0006】
本開示は、このような事情に鑑みなされたものであって、セパレータとシール部材との接着強度が高い燃料電池の製造方法、及び燃料電池を提供する。
【課題を解決するための手段】
【0007】
本開示に係る燃料電池の製造方法は、
膜電極接合体と前記膜電極接合体を挟持する一対のセパレータとを含む積層体と、
前記積層体を所定の間隔を隔てて複数積層することによって積層方向に隣り合う前記積層体の間に形成された隙間に対して、密閉空間を形成するように設けられるシール部と、
を備えた燃料電池の製造方法であって、
前記セパレータとシール部材との間に設けられた樹脂層を溶融し、前記セパレータと前記シール部材とを接着させることにより前記シール部を形成する。
【0008】
本開示に係る燃料電池の製造方法では、樹脂層が溶融して固まることにより、セパレータとシール部材とが接着してシール部が形成される。そのため、セパレータとシール部材との接着強度が高い燃料電池を製造できる。
【0009】
また、前記セパレータと前記シール部材との間に前記樹脂層を配置した状態において、少なくとも前記シール部材と前記樹脂層の双方を加熱することにより、
前記シール部材を架橋させながら、前記樹脂層を溶融させて前記セパレータと前記シール部材を接着してもよい。
このような構成により、シール部材が加熱されて架橋するため固まる。また、樹脂層が加熱溶融して冷却固化するため、セパレータとシール部材とが接着して、シール部が形成される。そのため、セパレータとシール部材との接着強度が高い燃料電池を製造できる。
【0010】
さらに、前記シール部材を架橋させた後に、前記シール部材と接する位置に前記樹脂層を配置し、前記樹脂層を加熱することにより溶融させて前記セパレータと前記シール部材を接着してもよい。
このような構成により、架橋して固まったシール部材と樹脂層とが接して配置され、樹脂層が加熱溶融して冷却固化するため、セパレータとシール部材とが接着して、シール部が形成される。そのため、セパレータとシール部材との接着強度が高い燃料電池を製造できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
電池
17日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
電池
17日前
トヨタ自動車株式会社
方法
10日前
トヨタ自動車株式会社
電動車
17日前
トヨタ自動車株式会社
八方弁
18日前
トヨタ自動車株式会社
駆動装置
12日前
トヨタ自動車株式会社
制御装置
17日前
トヨタ自動車株式会社
締結構造
18日前
トヨタ自動車株式会社
電池装置
17日前
トヨタ自動車株式会社
解析装置
10日前
トヨタ自動車株式会社
駆動装置
12日前
トヨタ自動車株式会社
内燃機関
10日前
トヨタ自動車株式会社
駆動装置
17日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
駆動装置
17日前
トヨタ自動車株式会社
供給装置
10日前
トヨタ自動車株式会社
制御装置
18日前
トヨタ自動車株式会社
駆動装置
10日前
トヨタ自動車株式会社
駆動装置
10日前
トヨタ自動車株式会社
蓄電セル
10日前
トヨタ自動車株式会社
蓄電セル
10日前
トヨタ自動車株式会社
制御装置
17日前
トヨタ自動車株式会社
駆動装置
18日前
トヨタ自動車株式会社
制御装置
17日前
トヨタ自動車株式会社
内燃機関
10日前
トヨタ自動車株式会社
システム
17日前
トヨタ自動車株式会社
電池装置
17日前
トヨタ自動車株式会社
推定装置
17日前
トヨタ自動車株式会社
内燃機関
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ