TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024177738
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096043
出願日
2023-06-12
発明の名称
車両用支持構造体及び車両用支持構造体の製造方法
出願人
日立Astemo株式会社
,
本田技研工業株式会社
代理人
個人
,
個人
主分類
B60G
7/00 20060101AFI20241217BHJP(車両一般)
要約
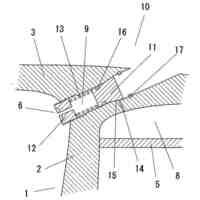
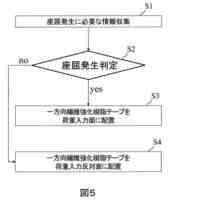
【課題】機械加工時に、位置決め用の治具を挿入して鋳造体を確実に支持することができるとともに、車両に搭載した状態で、水が溜まることを防止した加工基準穴を備えた車両用支持構造体及び車両用支持構造体の製造方法を提供する。
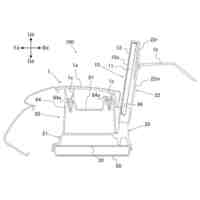
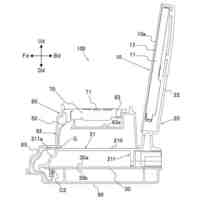
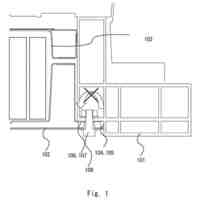
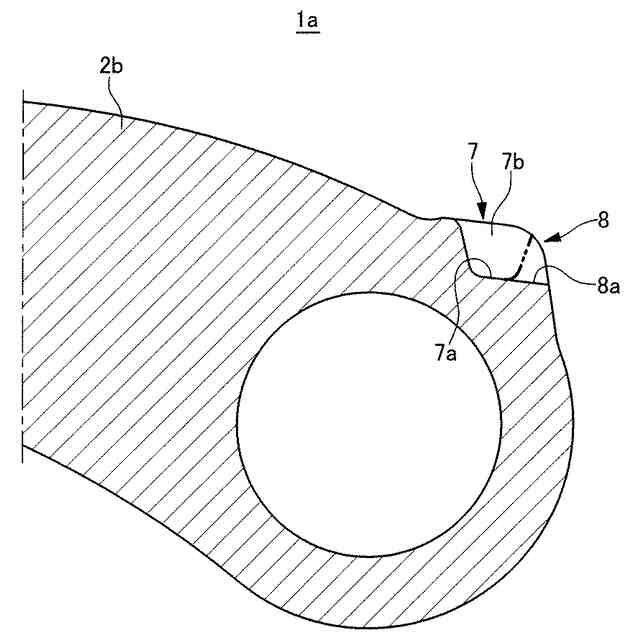
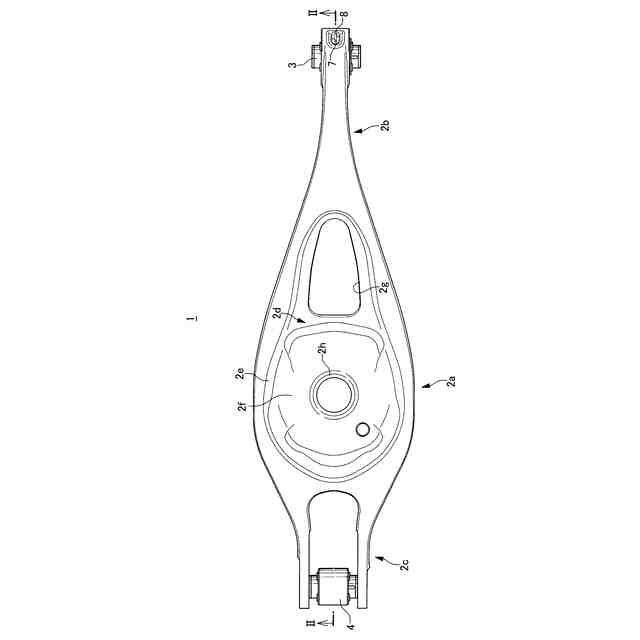
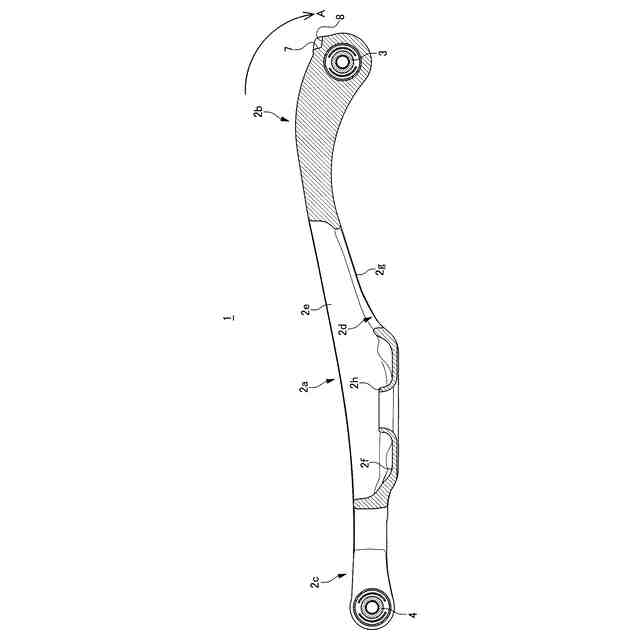
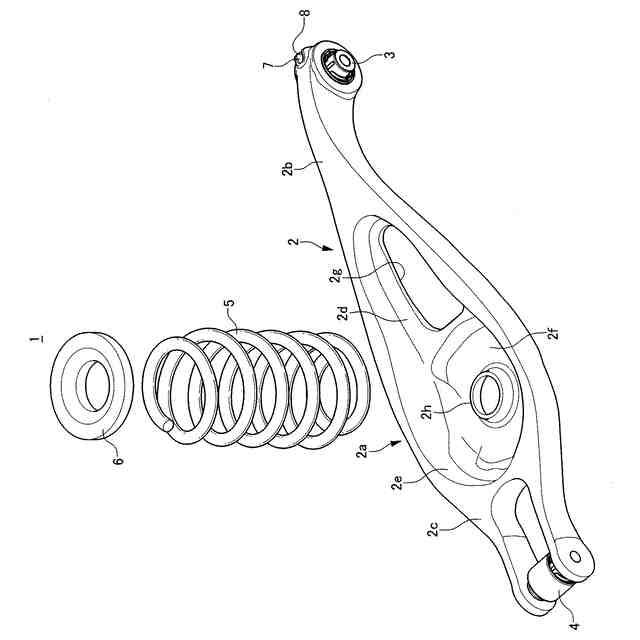
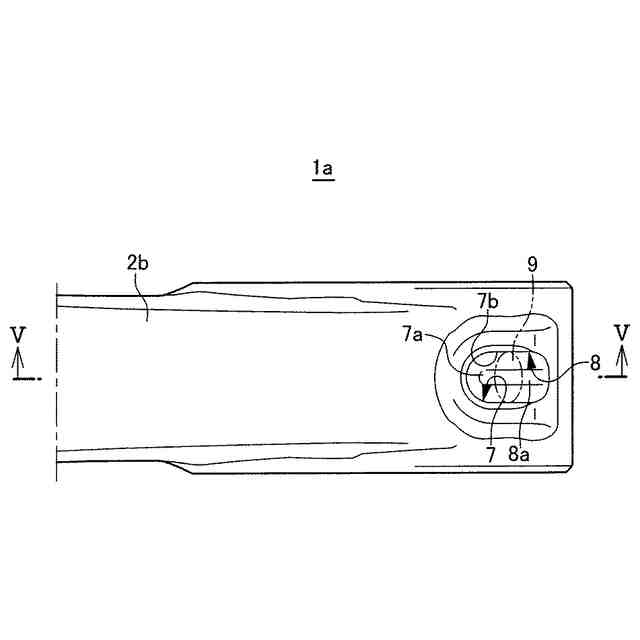
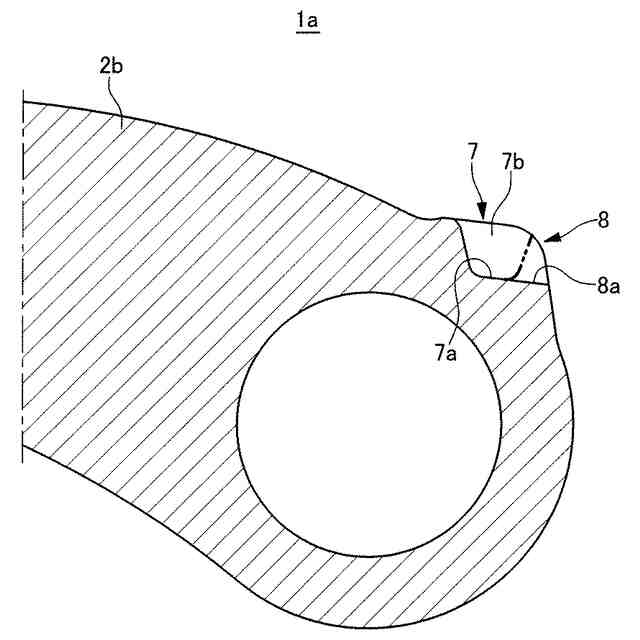
【解決手段】鋳造により製造されるサスペンションアームは鋳造時に形成される加工基準穴7を有する。加工基準穴7は成型工程において発生するサスペンションアームの曲がり方向に長く形成される。加工基準穴7に一端を通じさせるとともに他端を外方に開放させた凹部8を形成する。
【選択図】図5
特許請求の範囲
【請求項1】
鋳造により製造される車両用支持構造体であって、該車両用支持構造体は鋳造時に形成される加工基準穴を有し、該加工基準穴は成型工程において発生する前記車両用支持構造体の曲がり方向に長く形成されるとともに、前記加工基準穴に一端を通じさせるとともに他端を外方に開放させた凹部を形成したことを特徴とする車両用支持構造体。
続きを表示(約 570 文字)
【請求項2】
前記加工基準穴の底部と前記凹部の底部とは、前記凹部の他端側に向けて、漸次、重力方向下向きに傾斜することを特徴とする請求項1記載の車両用支持構造体。
【請求項3】
前記車両用支持構造体はサスペンションアームであり、前記加工基準穴は、前記サスペンションアームの車両取付状態において上面、且つ、他部品接続部の周囲に配置されることを特徴とする請求項1又は2記載の車両用支持構造体。
【請求項4】
鋳造により製造される車両用支持構造体の製造方法であって、前記車両用支持構造体は、成型工程において発生する前記車両用支持構造体の曲がり方向に沿って長い加工基準穴と、該加工基準穴に一端を通じさせるとともに他端を外方に開放した凹部とを鋳造時に成型することを特徴とする車両用支持構造体の製造方法。
【請求項5】
前記成型工程は熱処理工程を備え、前記車両用支持構造体の曲がり方向が、前記熱処理工程時に発生する曲がり方向と同じであることを特徴とする請求項4記載の車両用支持構造体の製造方法。
【請求項6】
前記成型工程は離型工程を備え、前記車両用支持構造体の曲がり方向が、前記離型工程時に発生する曲がり方向と同じであることを特徴とする請求項4記載の車両用支持構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両用支持構造体及び車両用支持構造体の製造方法に関し、詳しくは、鋳造により製造される車両用支持構造体であって、鋳造後の鋳造体を機械加工する際に、位置決めのために使用される加工基準穴を有した車両用支持構造体及び車両用支持構造体の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、鋳造により製造される車両用支持構造体では、成型工程終了後の鋳造体に設けられた加工基準穴に治具を挿入し、鋳造体を位置決めした状態で機械加工(加工処理工程)を行っており、この加工基準穴は、成型工程時に中子によって形成されていた(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
特表2007-506924号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上述の特許文献1のものでは、成型工程時に発生する鋳造体の曲がり等の変形に伴って加工基準穴が位置ずれすることがあり、機械加工時に変形した加工基準穴に位置決め用の治具が挿入できなかったり、挿入できても治具で加工基準穴を確実に支持できなかったりすることがあった。さらに、車両に搭載された車両用支持構造体の加工基準穴に水が溜まって腐食することがあり、強度が低下する虞があった。
【0005】
そこで本発明は、機械加工時に位置決め用の治具を挿入して、鋳造体を確実に支持することができるとともに、車両に搭載された状態で、水が溜まることを防止できる加工基準穴を備えた車両用支持構造体及び車両用支持構造体の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の車両用支持構造体は、鋳造により製造される車両用支持構造体であって、該車両用支持構造体は鋳造時に形成される加工基準穴を有し、該加工基準穴は成型工程において発生する前記車両用支持構造体の曲がり方向に長く形成されるとともに、前記加工基準穴に一端を通じさせるとともに他端を外方に開放させた凹部を形成したことを特徴としている。
【0007】
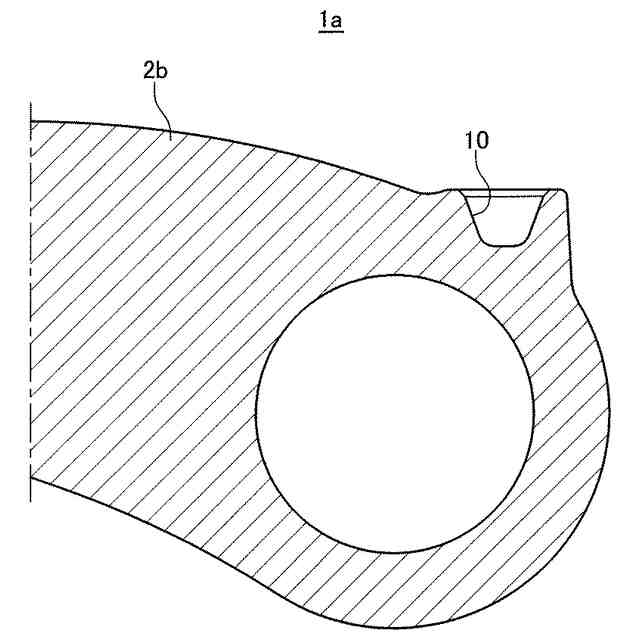
また、前記加工基準穴の底部と前記凹部の底部とは、前記凹部の他端側に向けて、漸次、重力方向下向きに傾斜すると好ましい。
【0008】
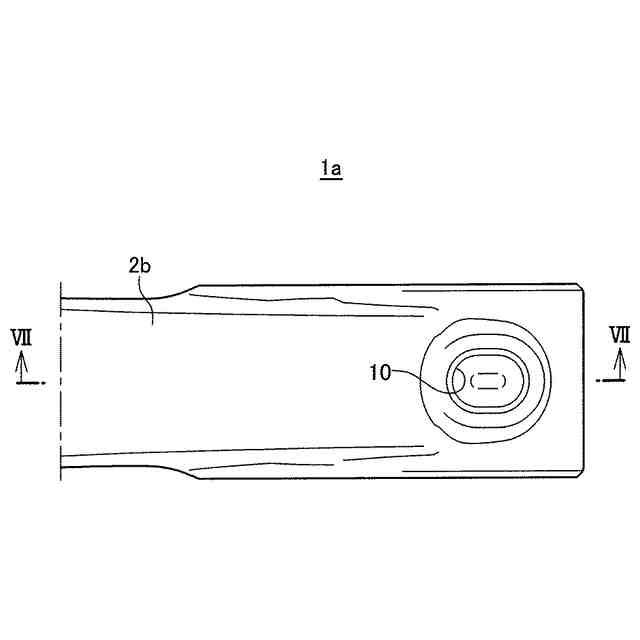
さらに、前記車両用支持構造体はサスペンションアームであり、前記加工基準穴は、前記サスペンションアームの車両取付状態において上面、且つ、他部品接続部の周囲に配置されると好適である。
【0009】
また、本発明の車両用支持構造体の製造方法は、鋳造により製造される車両用支持構造体の製造方法であって、前記車両用支持構造体は、成型工程において発生する前記車両用支持構造体の曲がり方向に沿って長い加工基準穴と、該加工基準穴に一端を通じさせるとともに他端を外方に開放した凹部とを鋳造時に成型することを特徴としている。
【0010】
さらに、前記成型工程は熱処理工程を備え、前記車両用支持構造体の曲がり方向が、前記熱処理工程時に発生する曲がり方向と同じであることを特徴としている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
車両
1か月前
個人
自動車運転補助装置
1か月前
井関農機株式会社
作業車両
22日前
日本精機株式会社
表示装置
8日前
個人
空気圧調節式ホイール。
3か月前
個人
キャンピングトレーラー
17日前
日本精機株式会社
運転支援装置
4か月前
東レ株式会社
車両用エアバッグ
3か月前
日本精機株式会社
車外表示装置
2か月前
エムケー精工株式会社
洗車装置
2か月前
日本精機株式会社
車載表示装置
1か月前
個人
自動車外部装着用しめ飾り
1か月前
個人
謝意シグナル装着車
10日前
日本精機株式会社
車載表示装置
10日前
日本精機株式会社
車両用表示装置
9日前
株式会社SUBARU
車両
2か月前
日本精機株式会社
車両用表示装置
2か月前
日本精機株式会社
車両用表示装置
2か月前
日本精機株式会社
車両用表示装置
2か月前
日本精機株式会社
車両用表示装置
1か月前
日本精機株式会社
車両用表示装置
29日前
日本精機株式会社
車両用表示装置
2か月前
ダイハツ工業株式会社
車両
3か月前
トヨタ自動車株式会社
車両
1か月前
日本精機株式会社
車両用表示装置
1か月前
ダイハツ工業株式会社
車両
3か月前
東レ株式会社
車両用部材の補強方法
22日前
豊田合成株式会社
車両
3か月前
株式会社コーワ
フィルター清掃装置
2か月前
ダイハツ工業株式会社
バッグ
1か月前
エムケー精工株式会社
車両処理装置
3か月前
豊田合成株式会社
車両
3か月前
日本化薬株式会社
ガス発生器
2か月前
日本精機株式会社
車両用撮影システム
1か月前
豊田合成株式会社
乗員保護装置
2か月前
株式会社アイシン
車高調整装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ