TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024174340
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092116
出願日
2023-06-05
発明の名称
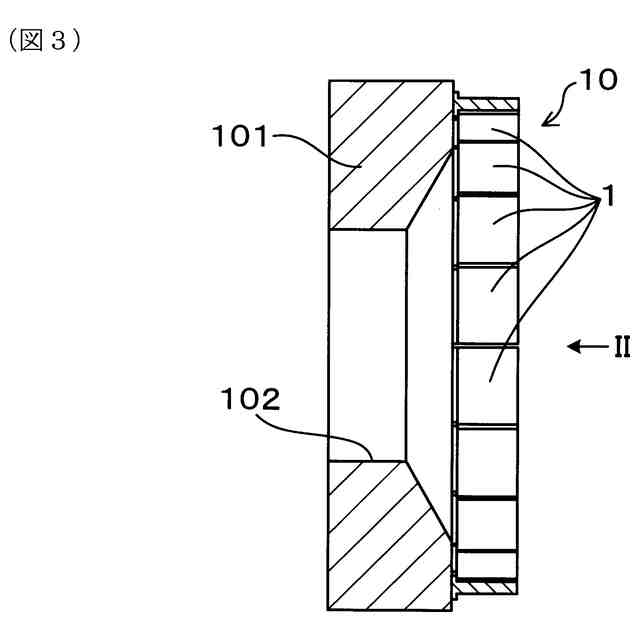
研削用砥石およびその製造方法
出願人
株式会社ジェイテクトグラインディングツール
代理人
弁理士法人あいち国際特許事務所
主分類
B24D
3/18 20060101AFI20241210BHJP(研削;研磨)
要約
【課題】長寿命化を図ることができるとともに、所望の研削性能を確保することができる研削用砥石およびその製造方法を提供すること。
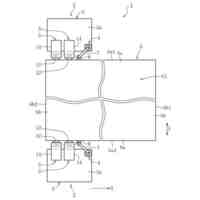
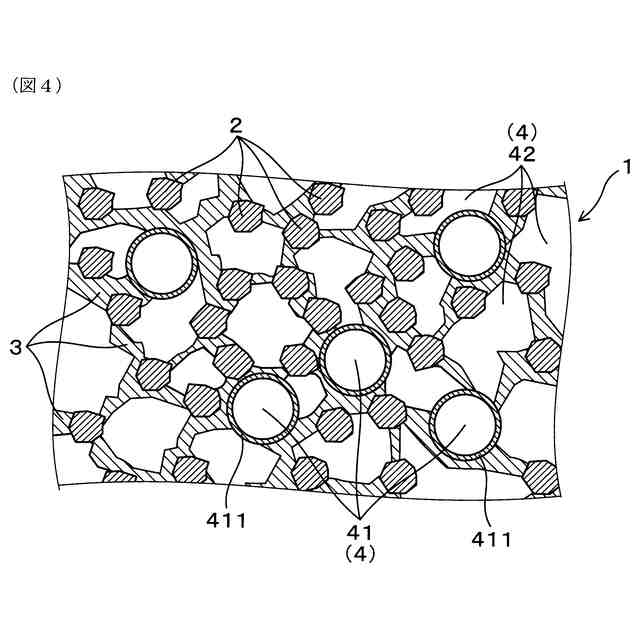
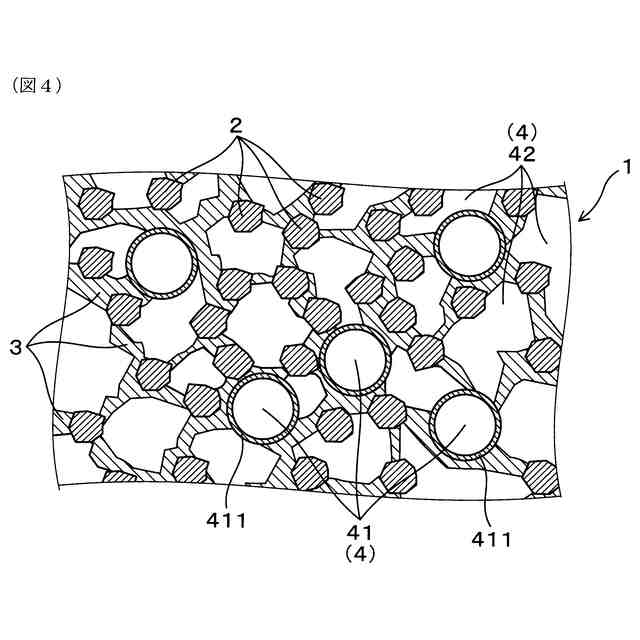
【解決手段】研削用砥石1は、複数の砥粒2と、砥粒2同士を結合するボンドブリッジ3と、砥粒2間に配置された気孔領域4と、を備える。ボンドブリッジ3はビトリファイドボンドにより構成されている。研削用砥石1全体に対する気孔領域4の体積割合は、50体積%以上である。気孔領域4は、複数の中空体41と複数の単純気孔42とを有する。中空体41はセラミックスにより構成された外殻411を有する。単純気孔42は少なくとも一部がボンドブリッジ3により囲まれている。
【選択図】図4
特許請求の範囲
【請求項1】
複数の砥粒と、
ビトリファイドボンドにより構成され、前記砥粒同士を結合するボンドブリッジと、
前記砥粒間に配置された気孔領域と、
を備える研削用砥石であって、
前記研削用砥石全体に対する前記気孔領域の体積割合は、50体積%以上であり、
前記気孔領域は、
セラミックスにより構成された外殻を有する複数の中空体と、
少なくとも一部が前記ボンドブリッジにより囲まれた複数の単純気孔と、
を有する、研削用砥石。
続きを表示(約 630 文字)
【請求項2】
前記単純気孔の一部は、前記中空体に隣接し、かつ、前記中空体の前記外殻の表面により囲まれている、請求項1に記載の研削用砥石。
【請求項3】
前記中空体の外径は、前記砥粒のメジアン径よりも大きい、請求項1または2に記載の研削用砥石。
【請求項4】
前記中空体の外径は、前記砥粒の最大粒径よりも大きい、請求項3に記載の研削用砥石。
【請求項5】
前記単純気孔の少なくとも一部の断面における最大内接円直径は、前記砥粒のメジアン径よりも大きい、請求項3に記載の研削用砥石。
【請求項6】
前記気孔領域全体に対する前記中空体の体積割合は、前記気孔領域全体に対する前記単純気孔の体積割合以下である、請求項1または2に記載の研削用砥石。
【請求項7】
前記気孔領域全体に対する前記中空体の体積割合は、10~35体積%である、請求項6に記載の研削用砥石。
【請求項8】
前記研削用砥石全体に対する前記気孔領域の体積割合は、70体積%以上である、請求項1または2に記載の研削用砥石。
【請求項9】
前記中空体の前記外殻の厚みは、1~7μmである、請求項1または2に記載の研削用砥石。
【請求項10】
前記中空体は、1種の外径のみからなる前記外殻を有する、請求項1または2に項に記載の研削用砥石。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削用砥石およびその製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば、特許文献1に開示されているように、半導体ウェハの研削に用いられる高気孔率の研削用砥石が知られている。特許文献1に記載の研削用砥石は、砥粒と、砥粒同士を結合するボンドブリッジと、ボンドブリッジに囲まれた気孔と、を備えており、気孔体積率が65~90体積%である。研削用砥石を高気孔率とすることにより、所望の研削性能を確保することができる。
【先行技術文献】
【特許文献】
【0003】
特許第6737975号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の研削用砥石において、気孔は、ボンドブリッジによって囲まれている。それゆえ、研削性能を向上させるために研削用砥石の気孔体積割合を50体積%以上にすると、研削用砥石が摩耗しやすい。研削用砥石の摩耗によって、研削用砥石の寿命が短くなる。そのため、研削用砥石の摩耗を抑制し、研削用砥石の寿命を延ばす観点から、更なる改善の余地があるといえる。
【0005】
本発明は、かかる背景に鑑みてなされたものであり、長寿命化を図ることができるとともに、所望の研削性能を確保することができる研削用砥石およびその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、複数の砥粒と、
ビトリファイドボンドにより構成され、前記砥粒同士を結合するボンドブリッジと、
前記砥粒間に配置された気孔領域と、
を備える研削用砥石であって、
前記研削用砥石全体に対する前記気孔領域の体積割合は、50体積%以上であり、
前記気孔領域は、
セラミックスにより構成された外殻を有する複数の中空体と、
少なくとも一部が前記ボンドブリッジにより囲まれた複数の単純気孔と、
を有する、研削用砥石にある。
【0007】
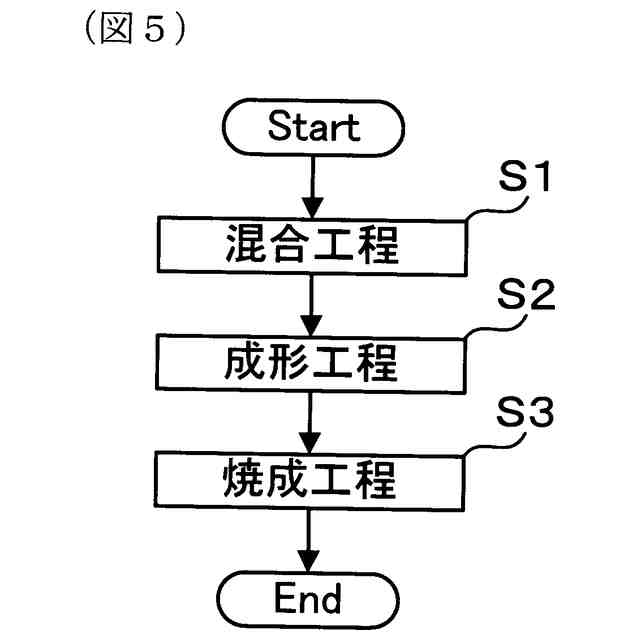
本発明の他の態様は、前記研削用砥石の製造方法であって、
前記砥粒と、ガラス質の前記ビトリファイドボンドと、前記中空体と、気孔形成剤とを混合することにより混合物を得る混合工程と、
前記混合物を、前記ビトリファイドボンドの軟化点以上の温度にて焼成する焼成工程と、を有し、
前記焼成工程において、前記気孔形成剤が消失することにより、前記単純気孔が形成される、研削用砥石の製造方法にある。
【発明の効果】
【0008】
前記研削用砥石において、研削用砥石全体に対する気孔領域の体積割合は、50体積%以上である。気孔領域は、単純気孔に加えて、中空体を有する。それゆえ、研削用砥石全体に対する気孔領域の体積割合を50体積%以上とした場合、気孔領域が単純気孔のみにより構成される場合に比べて、気孔領域の一部が中空体により構成されることによって、研削用砥石の摩耗を抑制することができる。その結果、長寿命化を図ることができる。
【0009】
仮に、気孔領域が中空体のみにより構成されると、中空体の外殻が被削材と接触することにより、砥粒にかかる圧力が低下するおそれがある。砥粒にかかる圧力の低下により、研削性能が低下するおそれがある。しかし、前記研削用砥石において、気孔領域は、中空体のみならず、単純気孔も有する。従って、気孔領域のすべてが中空体により構成される場合に比べて、気孔領域が中空体と単純気孔とにより構成されることで、中空体の外殻による研削性能の低下を抑制することができる。つまり、所望の研削性能を確保することができる。
【0010】
前記研削用砥石の製造方法は、中空体と気孔形成剤との双方を用いて研削用砥石を製造する。それゆえ、製造される研削用砥石の気孔領域は、単純気孔に加えて、中空体を有することとなる。それゆえ、研削用砥石全体に対する気孔領域の体積割合を50体積%以上とした場合であっても、研削用砥石の摩耗を抑制することができる。そのため、長寿命化を図ることができる研削用砥石を製造することができる。さらに、所望の研削性能を確保することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社IHI
ブラストガン
2か月前
株式会社精工技研
研磨装置および研磨方法
18日前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
10日前
日本特殊研砥株式会社
超弾性砥石
12日前
信越半導体株式会社
洗浄処理装置
2か月前
NTN株式会社
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
18日前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
富士紡ホールディングス株式会社
研磨パッド
17日前
富士紡ホールディングス株式会社
研磨パッド
19日前
富士紡ホールディングス株式会社
研磨パッド
17日前
株式会社ディスコ
加工具
3か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
25日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
3か月前
日本電気硝子株式会社
ガラス板の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ