TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171709
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023088863
出願日
2023-05-30
発明の名称
シール面の加工方法および加工装置
出願人
株式会社牧野フライス製作所
代理人
個人
,
個人
,
個人
主分類
B24B
7/00 20060101AFI20241205BHJP(研削;研磨)
要約
【課題】安価な汎用工具を用いて、リーク方向へのカッターマークのないシール面を加工することが可能なシール面の加工方法および加工装置を提供すること。
【解決手段】軸付研磨工具Tの先端面をワークWに接触させつつ、軸付研磨工具Tを加工すべきシール面の閉ループに沿ってワークWに対して相対的に公転運動させ、軸付研磨工具Tが公転運動する間、軸付研磨工具Tを公転運動に対して±180°以内の位相差で公転運動と同一の方向に自転運動させて、軸付研磨工具TによりワークWのシール面204a、220aを研磨する。
【選択図】図9
特許請求の範囲
【請求項1】
軸付研磨工具によりワークのシール面を研磨するシール面の加工方法において、
前記軸付研磨工具の先端面を前記ワークに接触させつつ、該軸付研磨工具を閉ループに沿って前記ワークに対して相対的に公転運動させ、
前記軸付研磨工具が公転運動する間、該軸付研磨工具を前記公転運動に対して±180°以内の位相差で前記公転運動と同一の方向に自転運動させることを特徴としたシール面の加工方法。
続きを表示(約 540 文字)
【請求項2】
前記位相差は、周角を360°としたきに、360と公約数を持たない値である請求項1に記載の加工方法。
【請求項3】
前記位相差は、±60°より小さな値である請求項1に記載の加工方法。
【請求項4】
前記シール面は、シール部材を収容する溝の底面および該底面に対面する表面に形成される請求項1に記載の加工方法。
【請求項5】
軸付研磨工具によりワークのシール面を研磨するシール面の加工装置において、
前記軸付研磨工具が脱着可能に取り付けられる回転主軸と、
前記ワークが取り付けられるテーブルと、
前記回転主軸を前記テーブルに対して相対移動させる送り軸装置と、
前記回転主軸の回転および前記送り軸装置を制御する制御装置とを具備し、
前記制御装置が、
前記軸付研磨工具の先端面を前記ワークに接触させつつ、該軸付研磨工具を閉ループに沿って前記ワークに対して相対的に公転運動させ、
前記軸付研磨工具が公転運動する間、該軸付研磨工具を前記回転主軸によって前記公転運動に対して±180°以内の位相差で前記公転運動と同一の方向に自転運動させることを特徴としたシール面の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸付研磨工具によりワークのシール面を研磨するシール面の加工方法および加工装置に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
接合面に気密性を要求される2つの部材、例えば半導体製造装置、PVD(物理気相成長:Physical Vapor Deposition)装置、CVD(化学気相堆積: Chemical Vapor Deposition)装置等で用いられる真空チャンバと、該真空チャンバに真空を適用する配管とを接合させる際、2つの部材の間の接合面は一般的に研磨加工される。しかし、砥石などの研磨工具を用いることで、上記接合面には必然的に研磨砥粒の移動方向に沿ってカッターマークや砥面マークと呼称される条痕が形成されてしまう。この条痕は通常μmオーダであり、Oリングやガスケットのようなシール部材で完全に埋めることは困難である。このため、接合面の内部と外部を連通させるような方向(以下リーク方向)にカッターマークが存在すると、このカッターマークにより漏れが生じる。また、真空チャンバ装置は組立後にリークが発見された場合、大規模な分解と再組立が必要となるため、組立前にシール面のカッターマークが同心円状になっているか目視検査を行い、必要があれば手作業により磨き作業を行っている。
【0003】
そこで、特許文献1には、接合面に対して平行な回転軸線まわりに回転する研磨工具を、該研磨工具の回転軸線の方向が相対送りの方向に対して垂直になるようにしつつ、研磨工具を接合面の輪郭形状に沿って移動させることにより、リーク方向にカッターマークが生じないように接合面を研磨加工する加工方法および加工装置が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-254278号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の加工方法および加工装置では、専用の研磨工具が必要になり、加工コストが増大する問題がある。更に、特許文献1の研磨工具は、研磨ベルトを2つのプーリの間で走行させるベルト研磨工具であるので、Oリングを収容する狭い溝や、小径のシール面を研磨することができない問題がある。
【0006】
本発明は、こうした従来技術の問題を解決することを技術課題としており、安価な汎用工具を用いて、リーク方向にカッターマークが生じないように研磨すること、および狭い溝の底面や小径のシール面に、リーク方向にカッターマークが生じないように研磨することが可能なシール面の加工方法および加工装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
上述の目的を達成するために、軸付研磨工具によりワークのシール面を研磨するシール面の加工方法において、前記軸付研磨工具の先端面を前記ワークに接触させつつ、該軸付研磨工具を閉ループに沿って前記ワークに対して相対的に公転運動させ、前記軸付研磨工具が公転運動する間、該軸付研磨工具を前記公転運動に対して±180°以内の位相差で前記公転運動と同一の方向に自転運動させるようにしたシール面の加工方法が提供される。
【0008】
更に、本発明によれば、軸付研磨工具によりワークのシール面を研磨するシール面の加工装置において、前記軸付研磨工具が脱着可能に取り付けられる回転主軸と、
前記ワークが取り付けられるテーブルと、前記主軸を前記テーブルに対して相対移動させる送り軸装置と、前記回転主軸の回転および前記送り軸装置を制御する制御装置とを具備し、
前記制御装置が、前記軸付研磨工具の先端面を前記ワークに接触させつつ、該軸付研磨工具を閉ループに沿って前記ワークに対して相対的に公転運動させ、前記軸付研磨工具が公転運動する間、該軸付研磨工具を前記回転主軸によって前記公転運動に対して±180°以内の位相差で前記公転運動と同一の方向に自転運動させるシール面の加工装置が提供される。
【発明の効果】
【0009】
本発明によれば、公転運動に対して±180°以内の位相差を以て自転運動させるようにしたので、安価な軸付研磨工具を用いても、リーク方向にカッターマークが形成されず、かつ均一で良好なシール面を研磨加工することが可能になる。また、例として細い軸付研磨工具を用いることにより、Oリングを収容する溝のような狭いシール面でも加工することができる。
【図面の簡単な説明】
【0010】
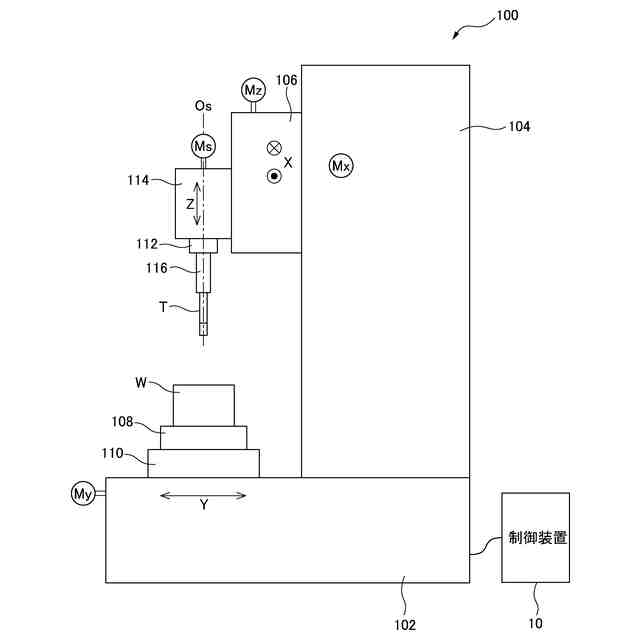
本発明を適用可能な工作機械の一例を示す側面図である。
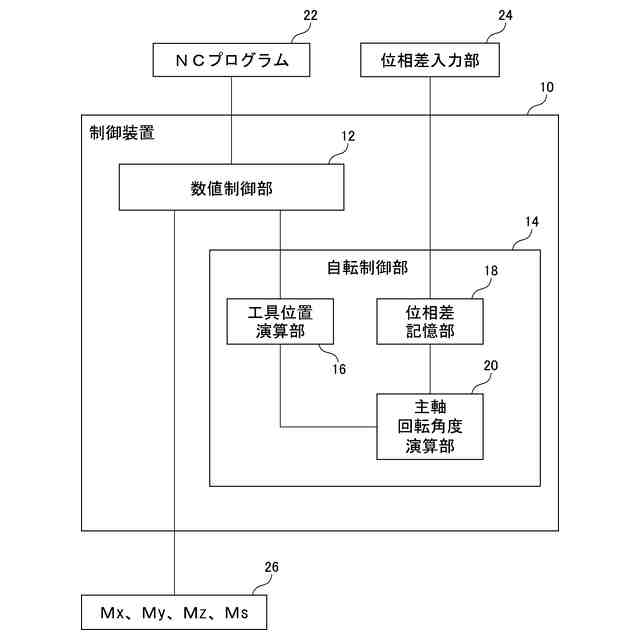
図1の制御装置の略示ブロック図である。
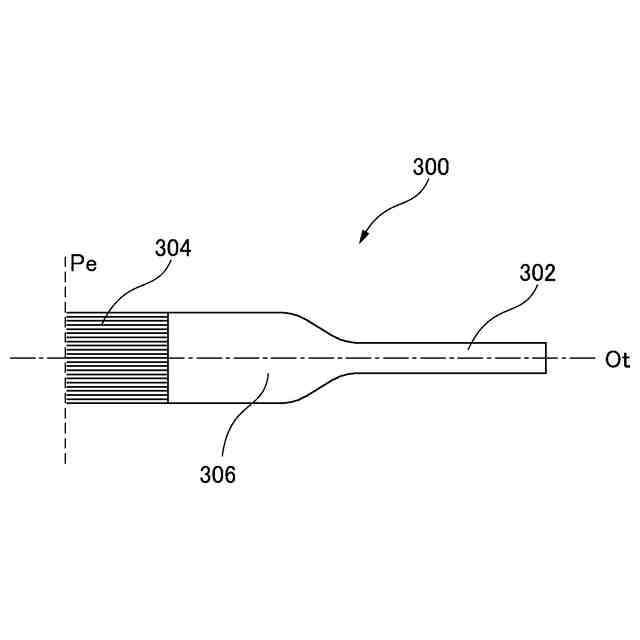
軸付ブラシ工具の側面図である。
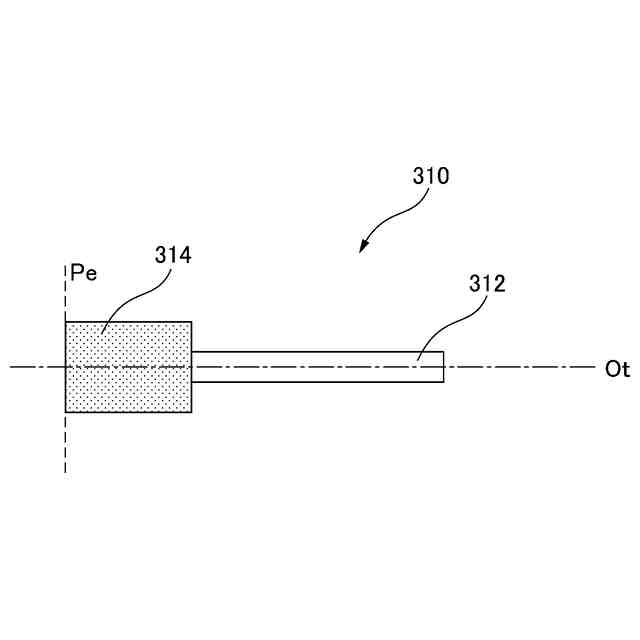
軸付砥石の側面図である。
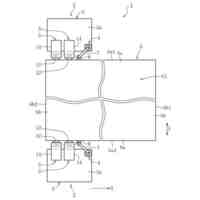
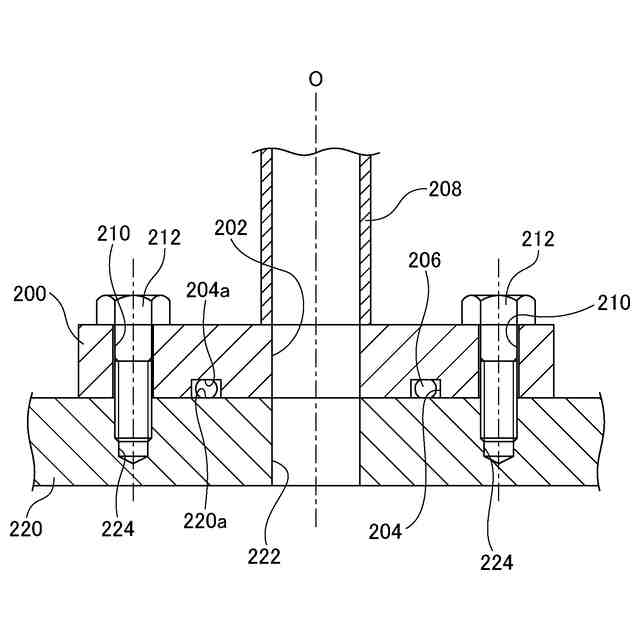
本発明の加工方法により加工されるワークの一例として、真空チャンバおよび真空チャンバに接合されるフランジを備えた管路を示す断面図である。
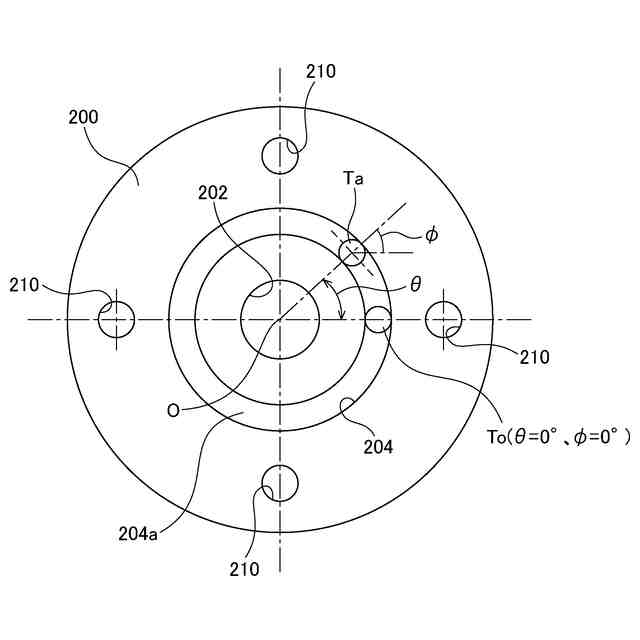
図5のフランジの正面図である。
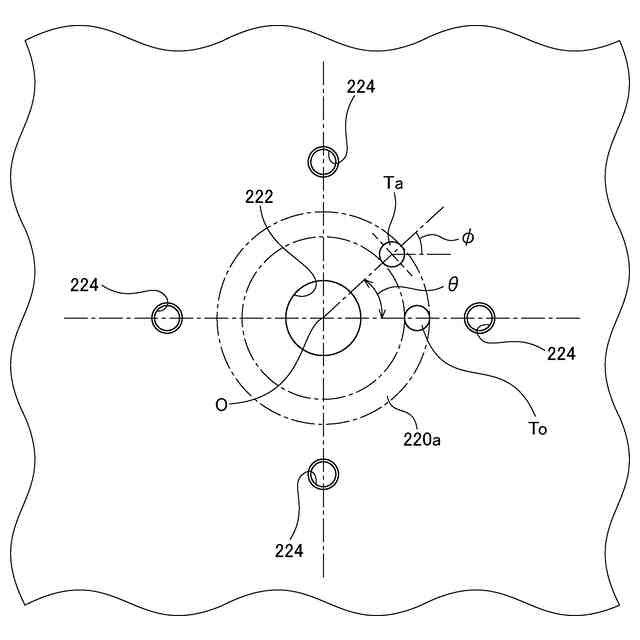
図5の真空チャンバの側面の一部を示す部分平面図である。
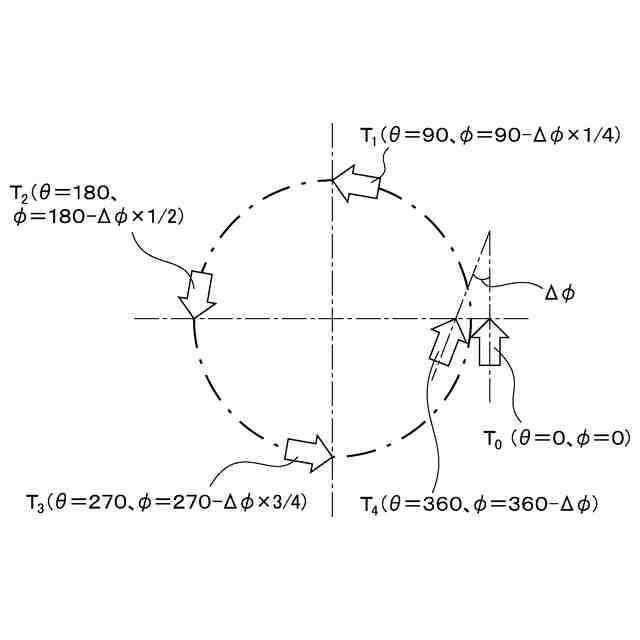
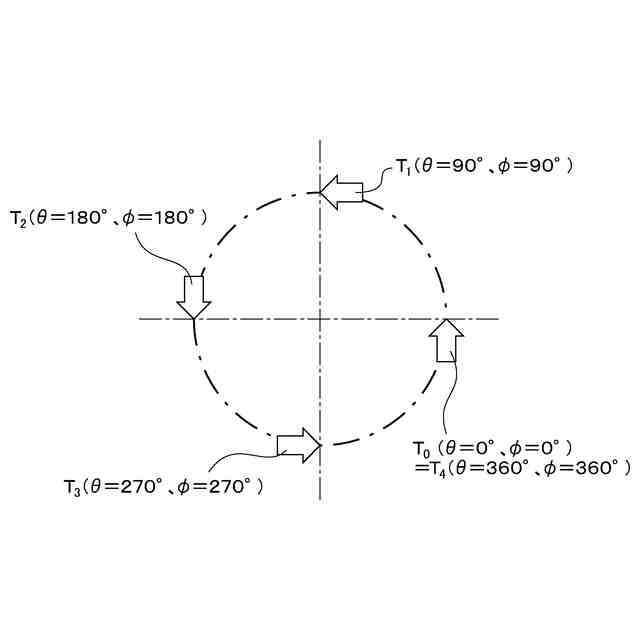
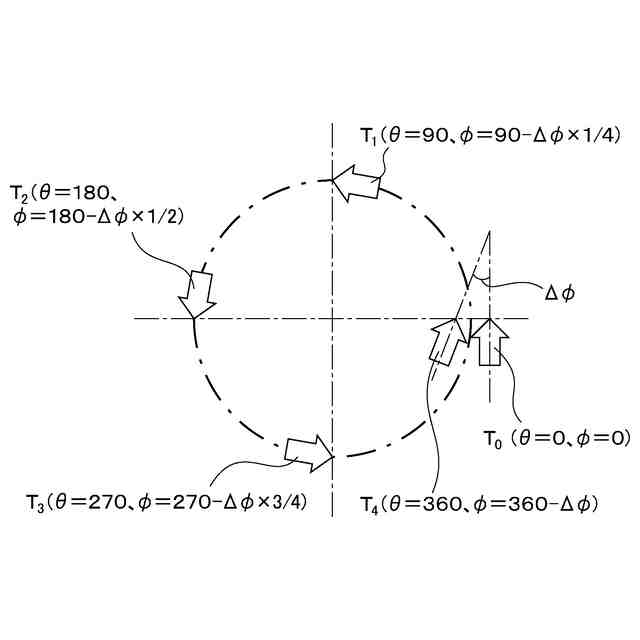
公転運動と自転運動との間の位相差を説明するための略図である。
公転運動と自転運動との間の位相差を説明するための略図である。
位相差を23°として軸付ブラシ工具で研磨したシール面を撮影した写真画像である。
位相差を0°として軸付ブラシ工具で研磨したシール面を撮影した写真画像である。
主軸112を高速回転させて軸付ブラシ工具で研磨したシール面を撮影した写真画像である。
位相差を180°として公転運動を1周行った場合の、研磨作用点の軌跡を示す略図である。
長円形の閉ループに沿って軸付研磨工具を公転運動させた場合の研磨作用点の軌跡を示す略図である。
楕円形の閉ループに沿って軸付研磨工具を公転運動させた場合の研磨作用点の軌跡を示す略図である。
略矩形(角丸四角形)の閉ループに沿って軸付研磨工具を公転運動させた場合の研磨作用点の軌跡を示す略図である。
本発明を適用可能な工作機械の他の例を示す側面図である。
図17の工作機械の制御装置を示すブロック図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社IHI
ブラストガン
2か月前
株式会社精工技研
研磨装置および研磨方法
18日前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
10日前
日本特殊研砥株式会社
超弾性砥石
12日前
信越半導体株式会社
洗浄処理装置
2か月前
NTN株式会社
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
18日前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
富士紡ホールディングス株式会社
研磨パッド
17日前
富士紡ホールディングス株式会社
研磨パッド
19日前
富士紡ホールディングス株式会社
研磨パッド
17日前
株式会社ディスコ
加工具
3か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
25日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
3か月前
日本電気硝子株式会社
ガラス板の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ