TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024167400
公報種別
公開特許公報(A)
公開日
2024-12-03
出願番号
2024153259,2020165913
出願日
2024-09-05,2020-09-30
発明の名称
複合部材の製造方法、及び複合部材
出願人
新東工業株式会社
,
新東エスプレシジョン株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
65/70 20060101AFI20241126BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】優れた接合強度及び気密性を有する複合部材の製造方法及び複合部材を提供する。
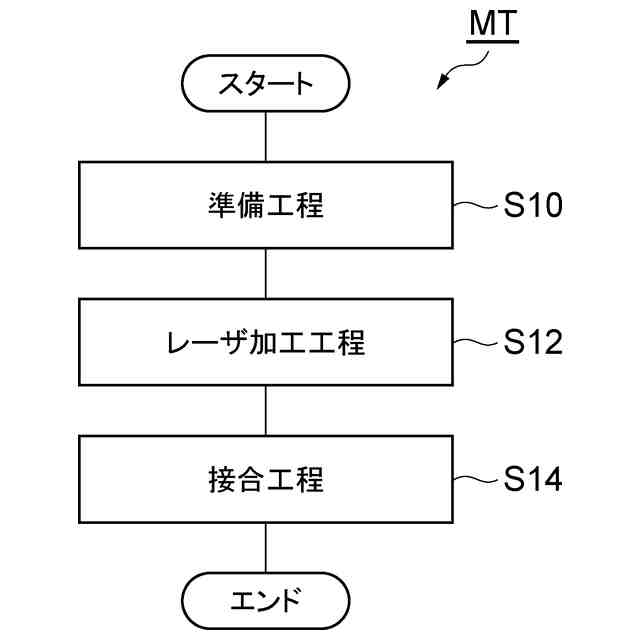
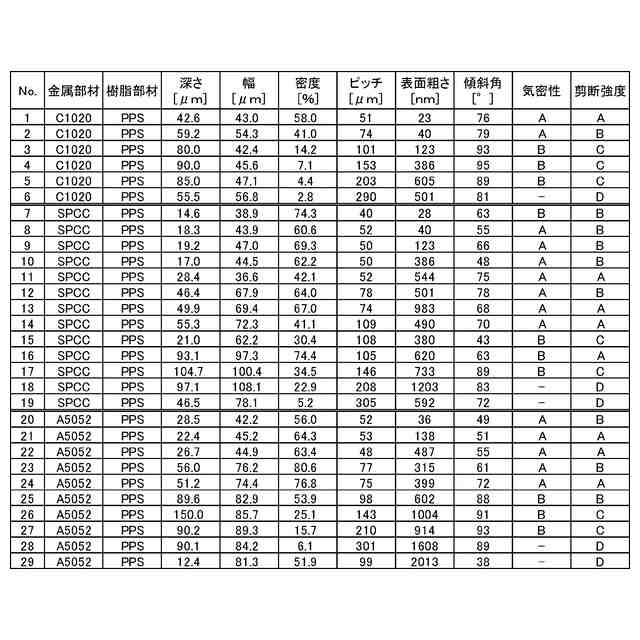
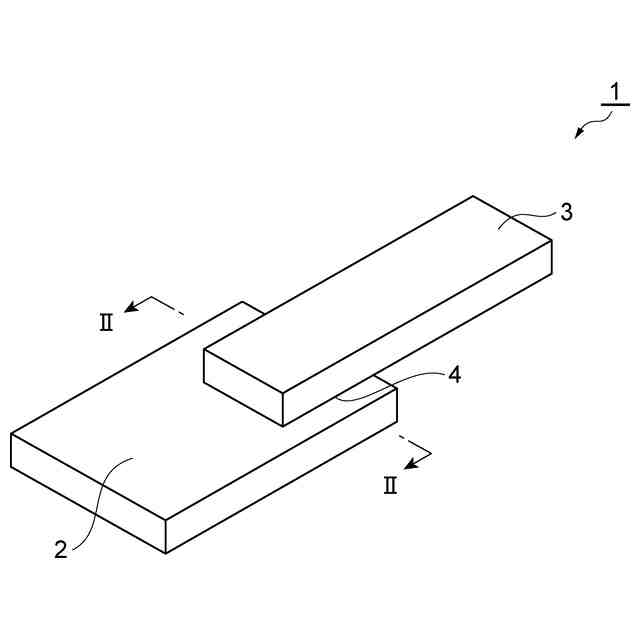
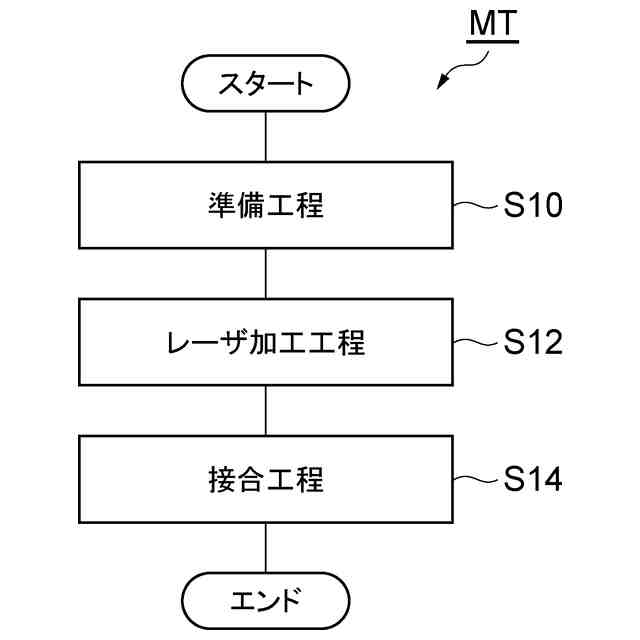
【解決手段】金属部材と樹脂部材とを接合した複合部材の製造方法は、金属部材の表面をレーザ加工するレーザ加工工程と、レーザ加工された金属部材の表面に樹脂部材を直接接合する接合工程と、を含む。レーザ加工工程は、表面粗さが20nm以上1000nm以下である内面を有し、深さが15μm以上60μm以下である複数の凹部を40%以上100%以下の密度で金属部材の表面に形成する。金属部材の材料は、銅、又は、アルミニウムである。レーザ加工工程は、ドロス、又は、酸化物からなる接合用テクスチャーをレーザ非照射部に形成する。
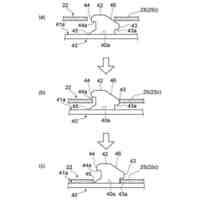
【選択図】図4
特許請求の範囲
【請求項1】
金属部材と樹脂部材とを接合した複合部材の製造方法であって、
前記金属部材の表面をレーザ加工するレーザ加工工程と、
前記レーザ加工された前記金属部材の表面に前記樹脂部材を直接接合する接合工程と、
を含み、
前記レーザ加工工程は、表面粗さが20nm以上1000nm以下である内面を有し、深さが15μm以上60μm以下である複数の凹部を40%以上100%以下の密度で前記金属部材の表面に形成し、
前記金属部材の材料は、銅、又は、アルミニウムであり、
前記レーザ加工工程は、ドロス、又は、酸化物からなる接合用テクスチャーをレーザ非照射部に形成する、複合部材の製造方法。
続きを表示(約 710 文字)
【請求項2】
前記レーザ加工工程は、パルスレーザによりドット状の前記複数の凹部を形成する、請求項1に記載の複合部材の製造方法。
【請求項3】
前記複数の凹部は、平面視で円形状又は矩形状である、請求項2に記載の複合部材の製造方法。
【請求項4】
前記複数の凹部は、20μm以上150μm以下の幅を有する、請求項2又は3に記載の複合部材の製造方法。
【請求項5】
前記レーザ加工工程は、パルスレーザにより連続した溝状の前記複数の凹部を形成する、請求項1に記載に記載の複合部材の製造方法。
【請求項6】
前記レーザ加工工程は、前記複数の凹部をレーザのスポット径の1倍以上2倍以下のピッチで配列させる、請求項1~5の何れか一項に記載の複合部材の製造方法。
【請求項7】
前記レーザ加工工程は、前記複数の凹部を前記金属部材の表面より低い壁部を介して配列させる、請求項1~6の何れか一項に記載の複合部材の製造方法。
【請求項8】
前記レーザ加工工程は、前記複数の凹部を前記金属部材の表面を頂部として有する壁部を介して配列させる、請求項1~6の何れか一項に記載の複合部材の製造方法。
【請求項9】
前記レーザ加工工程は、内面の傾斜角が40度以上80度以下となるように、前記複数の凹部を形成する、請求項1~8の何れか一項に記載の複合部材の製造方法。
【請求項10】
前記樹脂部材の材料は、熱可塑性樹脂である、請求項1~9の何れか一項に記載の複合部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、複合部材の製造方法、及び複合部材に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1は、複合部材の製造方法を開示する。この製造方法では、金属部材と樹脂部材とを接合した複合部材が製造される。金属部材の表面は、レーザ加工により粗面化される。樹脂部材は、粗面化された金属部材の表面に接合されるので、アンカー効果が生じると共に、接合部の流路抵抗が増す。このため、これらの製造方法で製造された複合部材は、優れた接合強度及び気密性を有する。
【先行技術文献】
【特許文献】
【0003】
特開2018-94777号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
金属は、ガラス、セラミックス又は樹脂と比べて強度が高いため、複合部材の母材として有力である。特許文献1に記載の製造方法は、金属部材を母材とする複合部材の接合強度及び気密性を更に向上させるという観点から、改善の余地がある。
【課題を解決するための手段】
【0005】
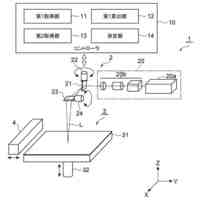
本発明の一側面によれば、金属部材と樹脂部材とを接合した複合部材の製造方法が提供される。製造方法は、金属部材の表面をレーザ加工するレーザ加工工程と、レーザ加工された金属部材の表面に樹脂部材を直接接合する接合工程と、を含む。レーザ加工工程は、表面粗さが20nm以上1000nm以下である内面を有する複数の凹部を金属部材の表面に形成する。
【0006】
この製造方法によれば、金属部材の表面がレーザ加工される。レーザ加工後の金属部材の表面には、アンカー効果及び接合部の流路抵抗に寄与する複数の凹部が形成される。複数の凹部は、表面粗さが20nm以上1000nm以下である内面を有する。表面粗さが20nm以上であることにより、金属部材の表面積が増える。これにより、アンカー効果が向上すると共に、接合部の流路抵抗が増す。表面粗さが1000nm以下であることにより、樹脂部材の凹部への充填性が向上する。これにより、アンカー効果が向上すると共に、接合部の流路抵抗が増す。以上のことから、優れた接合強度及び気密性を有する複合部材の製造方法を提供することができる。
【0007】
一実施形態においては、複数の凹部の深さは、15μm以上60μm以下であってもよい。この場合、凹部の深さが15μm以上なので、金属部材の表面積が更に増えると共に、接合部の流路抵抗が更に増す。凹部の深さが60μm以下なので、レーザ加工工程にかかる時間が短縮され、生産性が向上する。
【0008】
一実施形態においては、レーザ加工工程は、パルスレーザによりドット状の複数の凹部を形成してもよい。この場合、金属部材の表面積が更に増える。
【0009】
一実施形態においては、複数の凹部は、平面視で円形状又は矩形状であってもよい。円形状の凹部の場合、接合界面の面積が大きくなり、接合界面の流路の長さを長くすることができるので、流路抵抗を大きくすることができる。矩形状の凹部の場合、円形状の凹部の場合よりも接合界面の面積が更に大きくなる。その上、矩形状の凹部の場合、界面の流通路が直角に曲がっているので、円形状の凹部の場合よりも更に流路抵抗を大きくすることができる。
【0010】
一実施形態においては、複数の凹部は、20μm以上150μm以下の幅を有してもよい。剪断力を受ける凹部の数が多いほど、応力集中する箇所の荷重が分散される。しかし、凹部の幅が小さすぎると樹脂部材の良好な充填が阻害される。したがって、凹部の幅を20μm以上150μm以下とすることにより、接合強度が向上する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
集塵機
1か月前
新東工業株式会社
測定装置
1か月前
新東工業株式会社
粉末除去装置
1か月前
新東工業株式会社
力情報表示装置
14日前
新東工業株式会社
呼び出しシステム
21日前
新東工業株式会社
衣服および通知システム
21日前
新東工業株式会社
管理システム及び管理方法
14日前
新東工業株式会社
管理システム及び管理方法
1か月前
新東工業株式会社
インタフェース装置及び共存体験提供システム
2か月前
新東工業株式会社
対象物認識装置、対象物認識方法及びプログラム
2か月前
新東工業株式会社
インタフェース装置及びクライミング体験システム
2か月前
新東工業株式会社
インタフェース装置、及びハンググライド体験システム
2か月前
新東工業株式会社
インタフェース装置、及びボード系スポーツ体験システム
2か月前
新東工業株式会社
付加製造装置、製造条件決定装置、及び製造条件決定プログラム
1か月前
新東工業株式会社
締結方法、アルミニウム部材の製造方法、及びアルミニウム部材
2か月前
新東工業株式会社
ロボットシステム、コントローラ及びロボットシステムの制御方法
1日前
新東工業株式会社
ショットピーニング方法
18日前
新東工業株式会社
複合部材の製造方法、及び複合部材
2か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
津田駒工業株式会社
連続成形機
11か月前
CKD株式会社
型用台車
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
1か月前
個人
樹脂可塑化方法及び装置
21日前
株式会社FTS
ロッド
14日前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
5か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ