TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157332
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071631
出願日
2023-04-25
発明の名称
ロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
1/276 20220101AFI20241030BHJP(電力の発電,変換,配電)
要約
【課題】ロータを製造する製造装置の構成が複雑化することを抑制できるロータの製造方法を提供する。
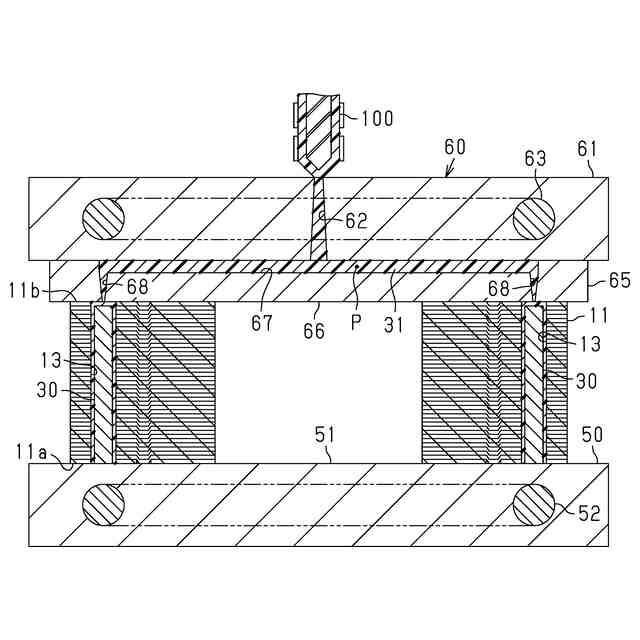
【解決手段】ロータの製造方法は、磁石収容孔13に磁石30が収容された状態のロータコア11の第1端面11aに第1型50を接触させ、且つ樹脂31が流れる流路Pを有する第2型60を第2端面11bに接触させた状態で流路Pを介して磁石収容孔13に樹脂31を射出する射出工程を備える。射出工程では、第1型50を加熱した状態で樹脂31を射出する。
【選択図】図8
特許請求の範囲
【請求項1】
第1端面、及び前記第1端面とは反対側に位置する第2端面の各々に開口する磁石収容孔を有するロータコアと、前記磁石収容孔に収容されるとともに熱可塑性の樹脂を介して前記ロータコアに固定される磁石と、を備えるロータの製造方法であって、
前記磁石収容孔に前記磁石が収容された状態の前記ロータコアの前記第1端面に第1型を接触させ、且つ前記樹脂が流れる流路を有する第2型を前記第2端面に接触させた状態で前記流路を介して前記磁石収容孔に前記樹脂を射出する射出工程を備え、
前記射出工程では、前記第1型を加熱した状態で前記樹脂を射出する、
ロータの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記射出工程では、前記第2型を加熱した状態で前記樹脂を射出する、
請求項1に記載のロータの製造方法。
【請求項3】
前記ロータコアは、複数の鉄心片が積層されることにより構成されるものであり、
前記射出工程の前に、前記第2型によって前記第2端面を押圧することにより、前記第1端面を前記第1型に押し付ける押圧工程を備え、
前記射出工程では、前記第1端面が前記第1型に押し付けられた状態で前記樹脂を射出する、
請求項1または請求項2に記載のロータの製造方法。
【請求項4】
前記ロータコアにおける前記第1端面から前記第2端面までの高さを積層高さとするとき、
前記複数の鉄心片の積層方向における前記磁石の長さは、前記積層高さよりも短く、
前記押圧工程では、前記積層方向において前記複数の鉄心片同士を密着させることで前記積層高さを減少させつつ、前記積層方向における前記第2型と前記磁石との間に前記樹脂が流通する流通空間が生じるように前記第2端面を押圧する、
請求項3に記載のロータの製造方法。
【請求項5】
前記ロータコアは、複数の鉄心片が積層されることにより構成されるものであり、
前記複数の鉄心片は、前記複数の鉄心片の積層方向における一方側に膨出するダボを有し、前記ダボ同士が互いに結合された状態で積層された複数の第1鉄心片と、前記ダボが挿入される貫通孔を有し、前記第1端面または前記第2端面を構成する第2鉄心片と、を含み、
前記射出工程の前に、前記貫通孔から突出した前記ダボの突端を押圧することにより、前記突端が前記貫通孔の内部に位置するように前記ダボを潰す潰し工程を備える、
請求項1に記載のロータの製造方法。
【請求項6】
前記ロータコアは、複数の鉄心片が積層されることにより構成されるものであり、
前記複数の鉄心片は、前記複数の鉄心片の積層方向における一方側に膨出するダボを有し、前記ダボ同士が互いに結合された状態で積層された複数の第1鉄心片と、前記ダボが挿入される貫通孔を有し、前記第1端面を構成する第2鉄心片と、を含み、
前記射出工程では、前記第1型に形成された収容凹部に前記貫通孔から突出した前記ダボの突端を収容した状態で、前記樹脂を射出する、
請求項1に記載のロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、磁石埋込型のロータは、磁石収容孔を有するロータコアと、磁石収容孔に収容された磁石とを備えている。磁石は、磁石収容孔に充填された樹脂を介してロータコアに固定されている。
【0003】
磁石収容孔に充填される樹脂としては、主に熱硬化性樹脂または熱可塑性樹脂が用いられる。一般的に、熱可塑性樹脂は、熱硬化性樹脂よりも溶融時の粘度が高い。このため、射出装置を用いて磁石収容孔に熱可塑性樹脂を充填する際の射出圧は、熱硬化性樹脂を充填する場合よりも増大しやすい。その結果、ロータコアが熱可塑性樹脂の射出圧によって変形するおそれがある。
【0004】
特許文献1には、加熱型によってロータコアの外周面を加熱した状態で、磁石収容孔に熱可塑性樹脂を射出するロータの製造方法が開示されている。加熱型は、ロータコアの径方向にスライド可能に設けられた複数のスライドコア型を有している。各スライドコア型は、ロータコアの外周面を径方向の外側から押圧した状態でロータコアの外周面を加熱する。
【0005】
加熱型によってロータコアが加熱されることで熱可塑性樹脂の温度が低下しにくくなる。このため、熱可塑性樹脂の粘度の増大が抑制された状態で磁石収容孔に熱可塑性樹脂が充填される。これにより、熱可塑性樹脂の射出圧の増大が抑制されるため、ロータコアの変形が抑制される。
【先行技術文献】
【特許文献】
【0006】
特開2015-192575号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のロータの製造方法では、複数のスライドコア型を有する加熱型が必要となる。このため、ロータを製造する製造装置の構成が複雑化するおそれがある。
【課題を解決するための手段】
【0008】
上記課題を解決するためのロータの製造方法は、第1端面、及び前記第1端面とは反対側に位置する第2端面の各々に開口する磁石収容孔を有するロータコアと、前記磁石収容孔に収容されるとともに熱可塑性の樹脂を介して前記ロータコアに固定される磁石と、を備えるロータの製造方法であって、前記磁石収容孔に前記磁石が収容された状態の前記ロータコアの前記第1端面に第1型を接触させ、且つ前記樹脂が流れる流路を有する第2型を前記第2端面に接触させた状態で前記流路を介して前記磁石収容孔に前記樹脂を射出する射出工程を備え、前記射出工程では、前記第1型を加熱した状態で前記樹脂を射出する。
【0009】
上記方法によれば、ロータコアの第2端面に接触する第2型の流路を介して、磁石収容孔に熱可塑性の樹脂が充填される。このとき、射出された樹脂の温度は、磁石収容孔の内部において第2端面から第1端面に近付くほど低下しやすくなる。射出工程では、ロータコアの第1端面に接触する第1型によってロータコアが加熱された状態で、磁石収容孔に樹脂が射出される。これにより、樹脂が磁石収容孔の内部において第2端面側から第1端面側に近付く際に、樹脂の温度が低下しにくくなる。このため、樹脂の粘度が増大しにくくなる。その結果、樹脂の射出圧が増大することを抑制できるため、ロータコアの変形を抑制できる。以上のことから、ロータコアの変形を抑制する上で、ロータコアの外周面を押圧するスライドコア型などの設備が不要となる。したがって、ロータを製造する製造装置の構成が複雑化することを抑制できる。
【図面の簡単な説明】
【0010】
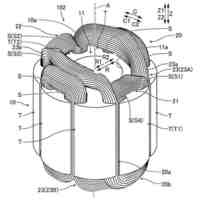
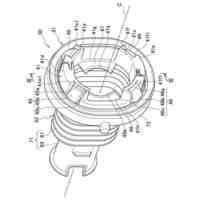
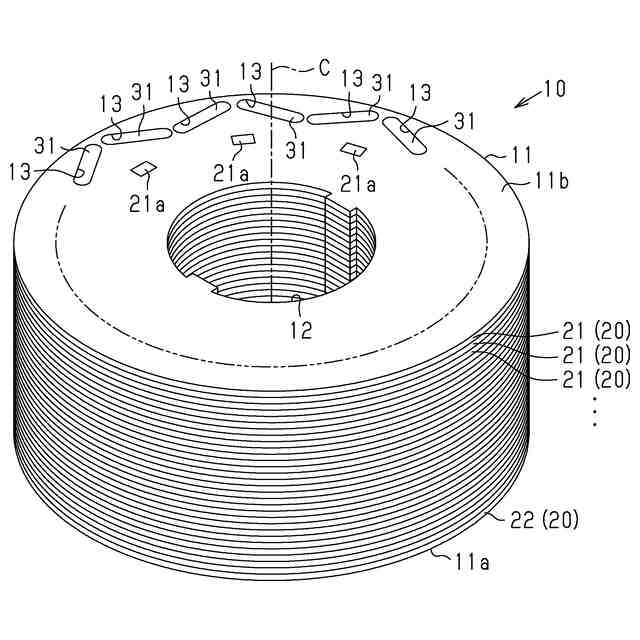
図1は、一実施形態のロータの製造方法によって製造されるロータを示す斜視図である。
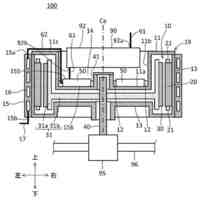
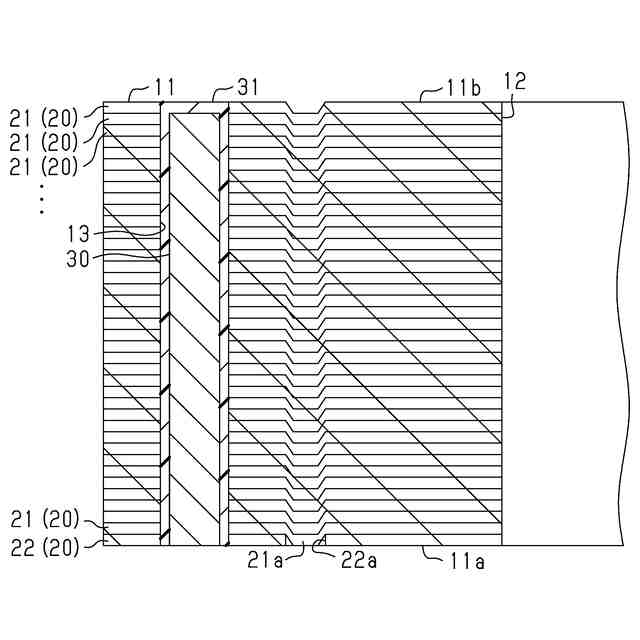
図2は、図1のロータを示す断面図である。
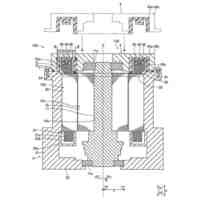
図3は、一実施形態のロータの製造装置を示す断面図である。
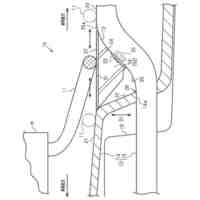
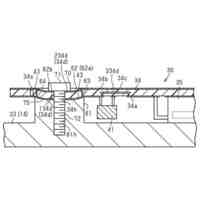
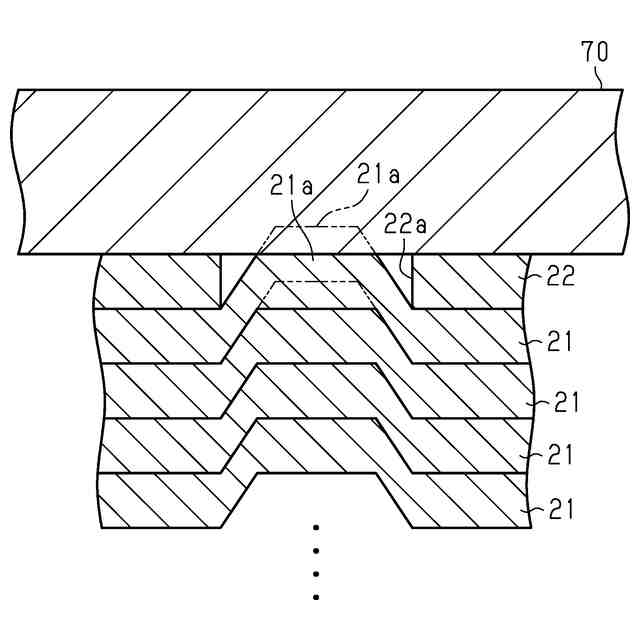
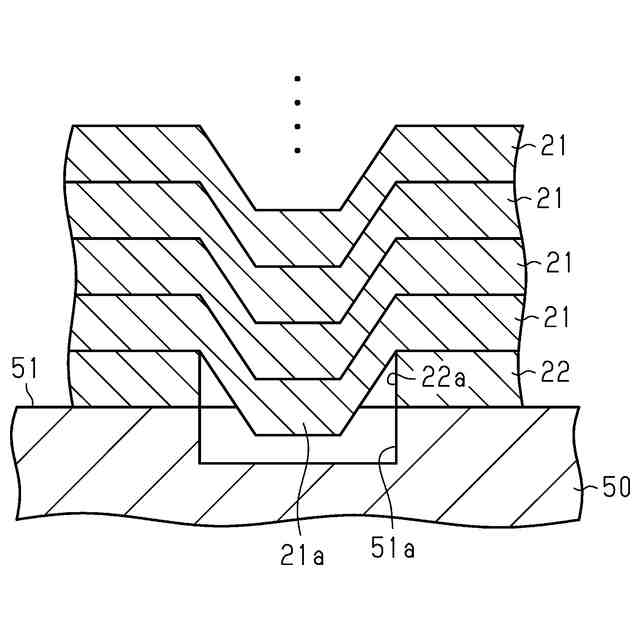
図4は、ダボが潰された状態を示す断面図である。
図5は、ロータコアが第1型に載置された状態を示す断面図である。
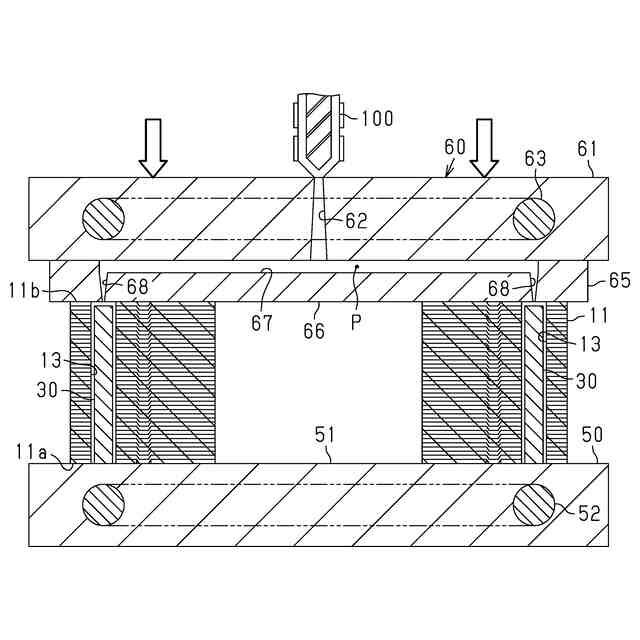
図6は、第1型と第2型とが型締めされた状態を示す断面図である。
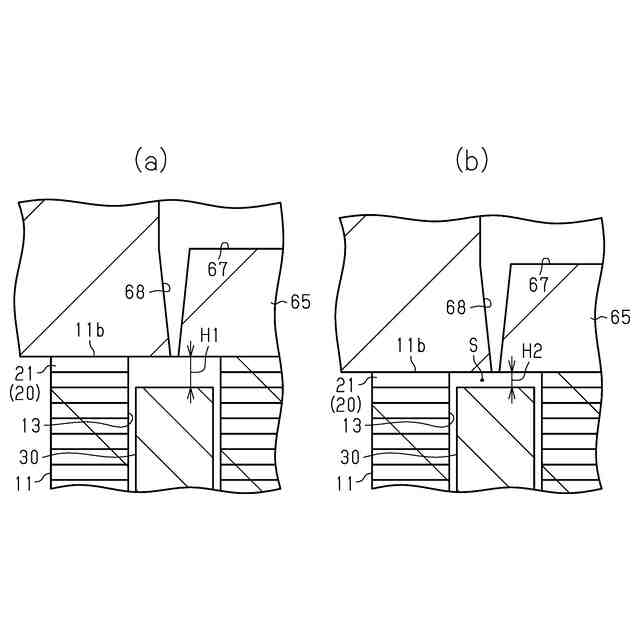
図7(a)は、ロータコアが第2型によって押圧される前の状態を示す断面図であり、図7(b)は、ロータコアが第2型によって押圧されている状態を示す断面図である。
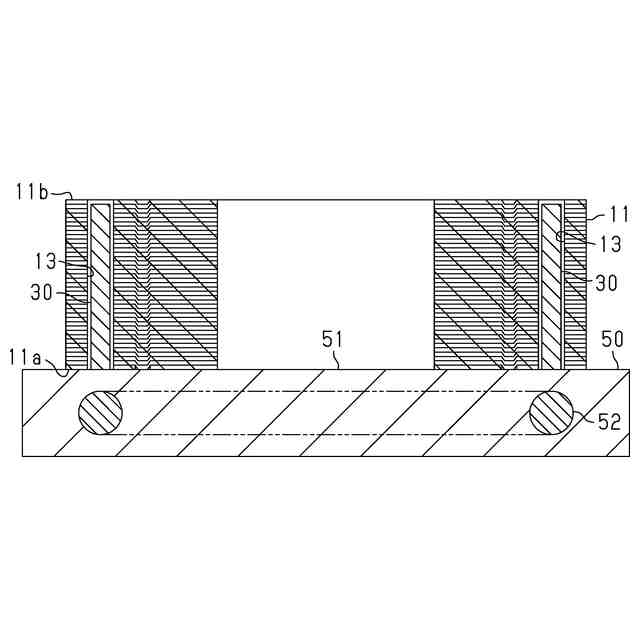
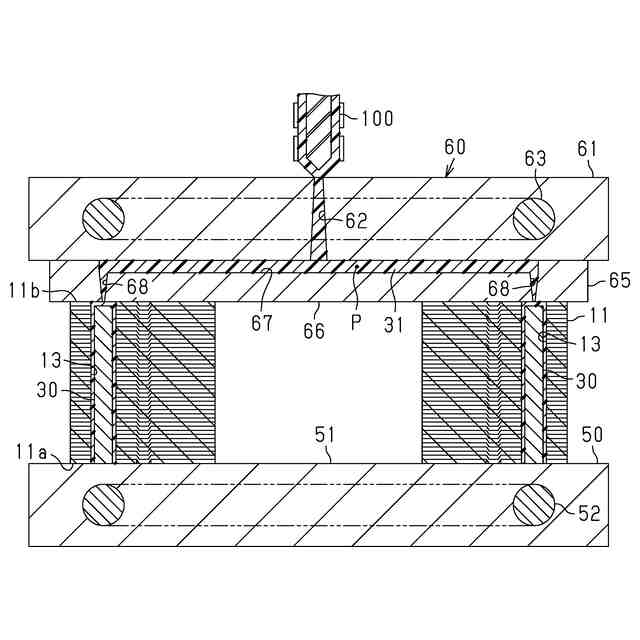
図8は、磁石収容孔に樹脂が射出された状態を示す断面図である。
図9は、変更例の第1型を示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
可変磁力式同期機
15日前
株式会社発明屋
光起電システム
23日前
株式会社東光高岳
充電器
7日前
株式会社アイシン
回転電機
13日前
ニデック株式会社
ステータ
23日前
帝国繊維株式会社
作業用車両
9日前
株式会社村田製作所
電源装置
7日前
日置電機株式会社
電流制限回路
7日前
株式会社SUBARU
充電装置
9日前
サンデン株式会社
モータ制御装置
7日前
三菱電機株式会社
駆動回路
20日前
住友電装株式会社
ブラケット
22日前
株式会社正興電機製作所
充電表示器
15日前
三菱電機モビリティ株式会社
電力変換装置
20日前
株式会社ダイヘン
電力変換装置
21日前
株式会社ダイヘン
電力供給装置
21日前
オムロン株式会社
電力変換装置
20日前
株式会社ダイヘン
充電システム
1日前
日動電工株式会社
鳥害防止器具
15日前
株式会社豊田自動織機
駆動装置
7日前
株式会社サタケ
電動機の端子箱
7日前
本田技研工業株式会社
回転電機
8日前
富士電機株式会社
電力変換装置
今日
株式会社豊田自動織機
電子機器
23日前
株式会社デンソー
リニアモータ
23日前
株式会社アイシン
巻線界磁型回転電機
9日前
ミネベアミツミ株式会社
電子機器
13日前
ミネベアミツミ株式会社
ステータ組立体
20日前
株式会社日立製作所
動力装置
今日
株式会社デンソー
電気機器
13日前
ニチコン株式会社
電源装置
7日前
個人
屏風型プラスチックダンボール太陽光発電器
8日前
トヨタ自動車株式会社
駆動ユニット
8日前
矢崎総業株式会社
グロメット
8日前
矢崎総業株式会社
グロメット
22日前
ヨツギ株式会社
固定具
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ