TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147495
公報種別
公開特許公報(A)
公開日
2024-10-16
出願番号
2024025480
出願日
2024-02-22
発明の名称
抄造マット及び抄造マットの製造方法
出願人
イビデン株式会社
代理人
弁理士法人WisePlus
主分類
F01N
3/28 20060101AFI20241008BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】基材に巻き付けたとしても割れが生じにくく、面圧が充分に高い抄造マットを提供する。
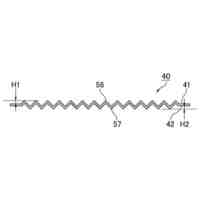
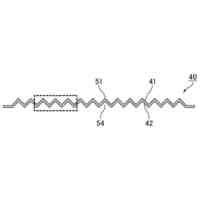
【解決手段】無機繊維20から構成される抄造マットであって、上記抄造マットは、10本以上の上記無機繊維が撚れるように交絡して形成された繊維束21と、上記繊維束を構成しない上記無機繊維とを含み、上記繊維束の平均長さは、5mmを超え、上記無機繊維を含むスラリーを得た際に、上記スラリーに含まれる上記無機繊維の水中嵩比重が、0.012~0.035g/cm
3
である。
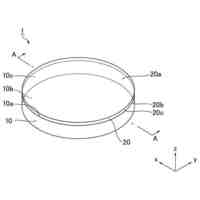
【選択図】図1B
特許請求の範囲
【請求項1】
無機繊維から構成される抄造マットであって、
前記抄造マットは、10本以上の前記無機繊維が撚れるように交絡して形成された繊維束と、前記繊維束を構成しない前記無機繊維とを含み、
前記繊維束の平均長さは、5mmを超え、
前記抄造マットを、下記抄造マットの開繊方法により開繊し、前記無機繊維を含むスラリーを得た際に、前記スラリーに含まれる前記無機繊維の水中嵩比重が、0.012~0.035g/cm
3
であることを特徴とする抄造マット。
抄造マットの開繊方法:
抄造マットを600℃、1時間で熱処理する。
抄造マットから5.0g分の繊維をほぐしながら計り取り、400ccの水が入った容器に繊維を入れる。
攪拌機の回転数1000rpmで10分間攪拌した後、メスシリンダー容器に移し替え、総容量が500ccになるように水を追加する。
30分間静置させて、沈降した繊維の高さを読み取り、以下の計算式(1)で水中嵩比重を算出する。
水中嵩比重(g/cm
3
)=5.0(g)/繊維の沈降容積(cm
3
)・・・(1)
続きを表示(約 1,200 文字)
【請求項2】
前記無機繊維が100重量部に対し、有機バインダを0.1~20重量部、及び、無機バインダを0.1~10重量部含む請求項1に記載の抄造マット。
【請求項3】
前記有機バインダのTgは、5℃以下である請求項2に記載の抄造マット。
【請求項4】
前記有機バインダは、水溶性有機重合体として機能するアクリル樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース及びポリビニルアルコール、熱可塑性樹脂として機能するスチレン樹脂、並びに、熱硬化樹脂として機能するエポキシ樹脂からなる群から選択される少なくとも1種である請求項2又は3に記載の抄造マット。
【請求項5】
前記無機バインダは、アルミナ、シリカ、炭化ケイ素、ジルコニア、窒化ホウ素、ダイヤモンド及び軽石からなる少なくとも1種を含む請求項2又は3に記載の抄造マット。
【請求項6】
前記繊維束は、10本以上の前記無機繊維が交絡して形成されており、
10本以上の前記無機繊維が交絡して形成されている前記繊維束の平均長さは、5mmを超え、15mm以下であり、
10本以上の前記無機繊維が交絡して形成されている前記繊維束の平均幅は、0.2~1.0mmである請求項1又は2に記載の抄造マット。
【請求項7】
前記繊維束は、ちぢれた状態の繊維束を含み、
下記なぞり長さ測定方法で測定した前記ちぢれた状態の繊維束のなぞり長さの方が、前記ちぢれた状態の繊維束の長さよりも0.1mm以上長い請求項1又は2に記載の抄造マット。
なぞり長さの測定方法:
ちぢれた状態の繊維束を平面上に静置する。
静置された前記ちぢれた状態の繊維束を上方から見て、前記ちぢれた状態の繊維束の一方の端部から他方の端部までを前記ちぢれた状態の繊維束に沿ってなぞり、そのなぞった距離を、「ちぢれた状態の繊維束のなぞり長さ」とする。
【請求項8】
無機繊維が集合した無機繊維成形体を水中で開繊し、10本以上の前記無機繊維が撚れるように交絡して形成された繊維束と、前記繊維束を構成しない前記無機繊維とを含むスラリーを作製する開繊工程と、
前記スラリーを抄造して抄造マットとする抄造工程とを含む抄造マットの製造方法であって、
前記開繊工程では前記繊維束の平均長さが5mmを超え、かつ、前記スラリーに含まれる前記無機繊維の水中嵩比重が0.012~0.035g/cm
3
となるように開繊を行うことを特徴とする抄造マットの製造方法。
【請求項9】
前記無機繊維成形体は、ニードルマット由来の第1無機繊維成形体及び/又は抄造マット由来の第2無機繊維成形体を含む請求項8に記載の抄造マットの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、抄造マット及び抄造マットの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ディーゼルエンジン等の内燃機関から排出される排ガス中には、パティキュレートマター(以下、PMともいう)が含まれており、近年、このPMが環境や人体に害を及ぼすことが問題となっている。また、排ガス中には、COやHC、NOx等の有害なガス成分も含まれていることから、この有害なガス成分が環境や人体に及ぼす影響についても懸念されている。
【0003】
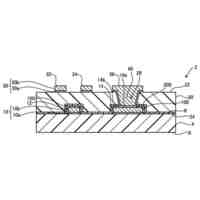
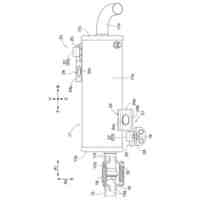
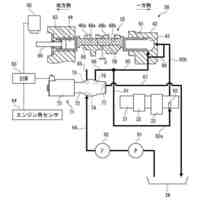
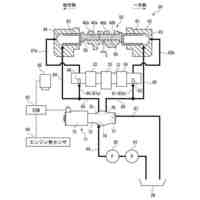
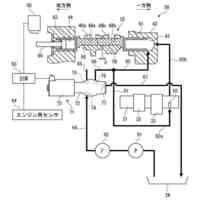
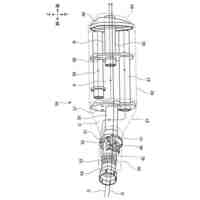
そこで、排ガス中のPMを捕集したり、有害なガス成分を浄化したりする排ガス浄化装置として、炭化ケイ素やコージェライトなどの多孔質セラミックからなる排ガス処理体と、排ガス処理体を収容するケーシングと、排ガス処理体とケーシングとの間に配設される保持シール材(マット材)とから構成される排ガス浄化装置が種々提案されている。この保持シール材(マット材)は、自動車の走行等により生じる振動や衝撃により、排ガス処理体がその外周を覆うケーシングと接触して破損するのを防止することや、排ガス処理体とケーシングとの間から排気ガスが漏れることを防止すること等を主な目的として配設されている。
【0004】
マット材が排ガス処理体を保持する力(面圧)を向上させるため、特許文献1では、特定の紡糸助剤を用いてアルミナ繊維集合体を製造することにより面圧を向上させたマット材が開示されている。
【0005】
また、特許文献2では、直径1~5mmで、全長2~3mmの塊状に凝集された塊状凝集繊維を抄造シートに含ませることで、保持力(面圧)を向上させている。
【先行技術文献】
【特許文献】
【0006】
国際公開第2018/012423号
特開2008-82310号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のマット材は、アルミナ繊維が折れやすく、面圧が低下しやすいという問題があった。
また、特許文献1及び特許文献2に記載されたようなマット材は、使用時に排ガス処理体に巻き付けられることになるが、巻き付け時のマット材の内外周差が原因となり、マット材に割れが生じるという問題がある。
特に特許文献2に記載されたマット材では、塊状凝集繊維同士の間に存在する無機繊維の密度が低く、割れが発生しやすかった。
また、特許文献2に記載の抄造シート材は、ニードルリングシートを乾式開繊するので、開繊された繊維が短くなり、塊状凝集繊維を構成する繊維も短くなる。そのため、塊状凝集繊維では繊維同士が充分に交絡せず、塊状凝集繊維が撚れる形状とならない。また、塊状凝集繊維の長さも短くなる。そのため、塊状凝集繊維の弾性が充分に高くならず、これに起因して製造する抄造シート材の面圧が充分に高くなりにくいという問題があった。
【0008】
本発明は、上記問題を鑑みてなされたものであり、本発明の目的は、基材に巻き付けたとしても割れが生じにくく、面圧が充分に高い抄造マットを提供することである。
【課題を解決するための手段】
【0009】
すなわち、本発明の抄造マットは、無機繊維から構成される抄造マットであって、上記抄造マットは、10本以上の上記無機繊維が撚れるように交絡して形成された繊維束と、上記繊維束を構成しない上記無機繊維とを含み、上記繊維束の平均長さは、5mmを超え、上記抄造マットを、下記抄造マットの開繊方法により開繊し、上記無機繊維を含むスラリーを得た際に、上記スラリーに含まれる上記無機繊維の水中嵩比重が、0.012~0.035g/cm
3
であることを特徴とする。
抄造マットの開繊方法:
抄造マットを600℃、1時間で熱処理する。
抄造マットから5.0g分の繊維をほぐしながら計り取り、400ccの水が入った容器に繊維を入れる。
撹拌機の回転数1000rpmで10分間攪拌した後、メスシリンダー容器に移し替え、総容量が500ccになるように水を追加する。
30分間静置させて、沈降した繊維の高さを読み取り、以下の計算式(1)で水中嵩比重を算出する。
水中嵩比重(g/cm
3
)=5.0(g)/繊維の沈降容積(cm
3
)・・・(1)
【0010】
本発明の抄造マットは、繊維束を含む。
このような繊維束は、10本以上の無機繊維が撚れるように交絡して形成されており、互いに支えあっているので、押圧に対し変形しにくい。そのため、抄造マットに押圧がかかる場合において、繊維束は心材として働き、繊維束を構成しない無機繊維にかかる押圧を緩和することができる。従って、繊維束を構成しない無機繊維が押圧により折れてしまうことを防ぐことができる。その結果、本発明の抄造マットは面圧が高くなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
イビデン株式会社
配線基板
11日前
イビデン株式会社
配線基板
17日前
イビデン株式会社
配線基板
17日前
イビデン株式会社
配線基板
17日前
イビデン株式会社
プリント配線板
2日前
イビデン株式会社
アミン廃液の濃縮方法
11日前
イビデン株式会社
イネ科植物中の貯蔵糖量増加方法
25日前
イビデン株式会社
燃焼室用断熱材、給湯器及びボイラー
17日前
イビデン株式会社
電池パック、マイカ板及びマイカ板の製造方法
2日前
イビデン株式会社
電池パック、マイカ板及びマイカ板の製造方法
2日前
イビデン株式会社
微細藻類の成長促進剤
15日前
イビデン株式会社
生体試料を含む固化体
15日前
株式会社クボタ
作業車
9日前
個人
揮発性液体を利用する回分式外燃機関
2日前
タイガースポリマー株式会社
リザーバタンク
18日前
トヨタ自動車株式会社
エンジンシステム
9日前
トヨタ自動車株式会社
触媒温度推定装置
9日前
スズキ株式会社
可変動弁装置
17日前
スズキ株式会社
可変動弁装置
17日前
スズキ株式会社
可変動弁装置
17日前
本田技研工業株式会社
排気装置
16日前
トヨタ自動車株式会社
車両の制御装置
2日前
本田技研工業株式会社
排気装置
16日前
株式会社アイシン
マニホールド
17日前
ボッシュ株式会社
還元剤供給装置及びその制御方法
23日前
トヨタ自動車株式会社
ヒートインシュレータ
9日前
トヨタ自動車株式会社
排気システム
12日前
フタバ産業株式会社
排気系装置
16日前
井関農機株式会社
作業車両
10日前
トヨタ自動車株式会社
ブローバイガス還流装置
10日前
日立建機株式会社
作業機械
23日前
ダイハツディーゼル株式会社
流体循環装置
9日前
トヨタ自動車株式会社
車両のATF温度調整装置
3日前
三恵技研工業株式会社
排気バルブ及び自動車用マフラー
2日前
カワサキモータース株式会社
乗物
16日前
いすゞ自動車株式会社
制御装置
3日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ