TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147199
公報種別
公開特許公報(A)
公開日
2024-10-16
出願番号
2023060058
出願日
2023-04-03
発明の名称
レンズの製造方法
出願人
HOYA株式会社
代理人
インフォート弁理士法人
,
個人
,
個人
,
個人
主分類
G02B
7/02 20210101AFI20241008BHJP(光学)
要約
【課題】コバ部を確実に黒化処理して優れた遮光効果を得られるレンズの製造方法を提供する。
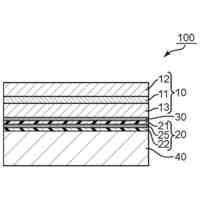
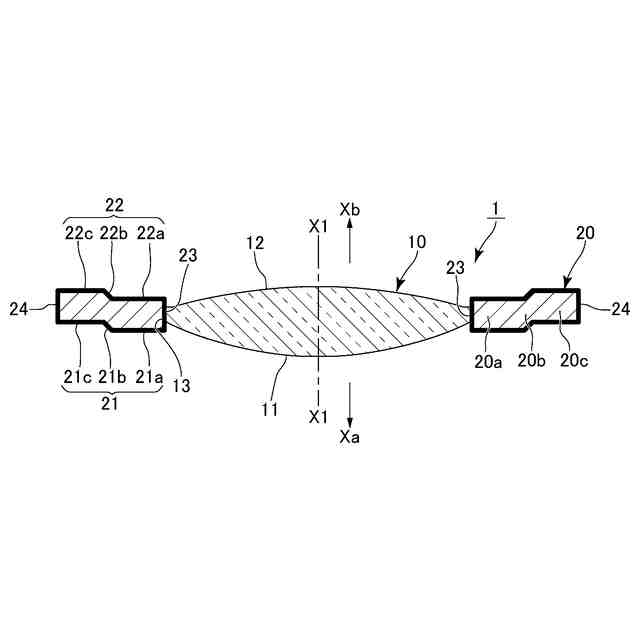
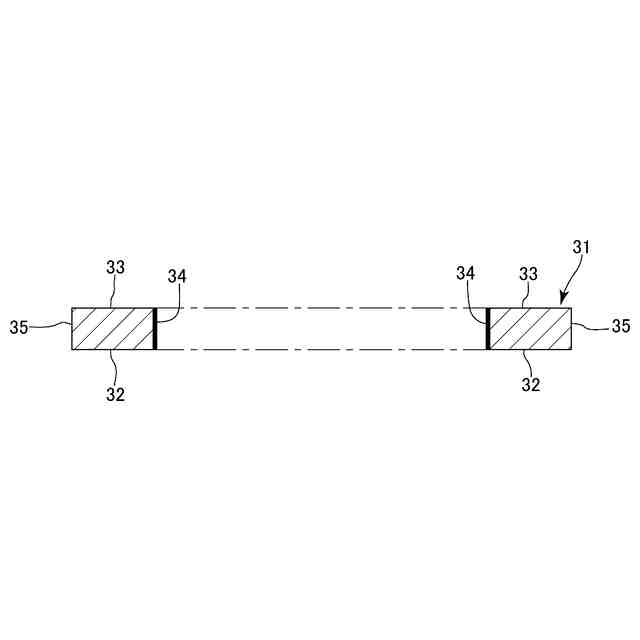
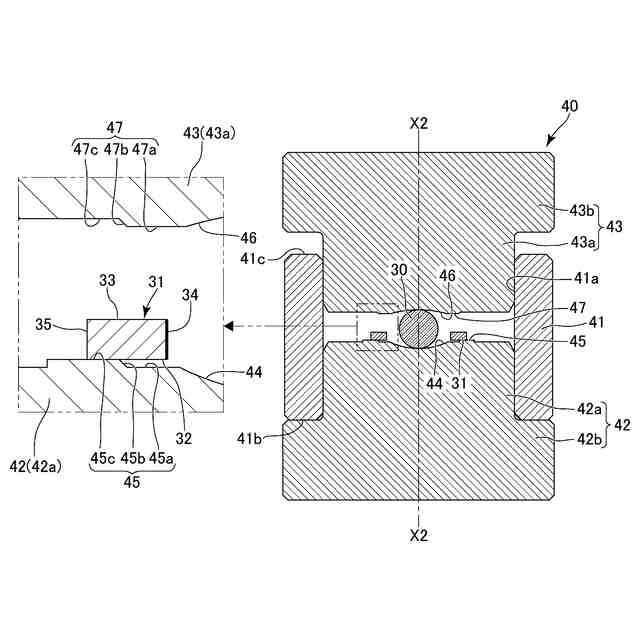
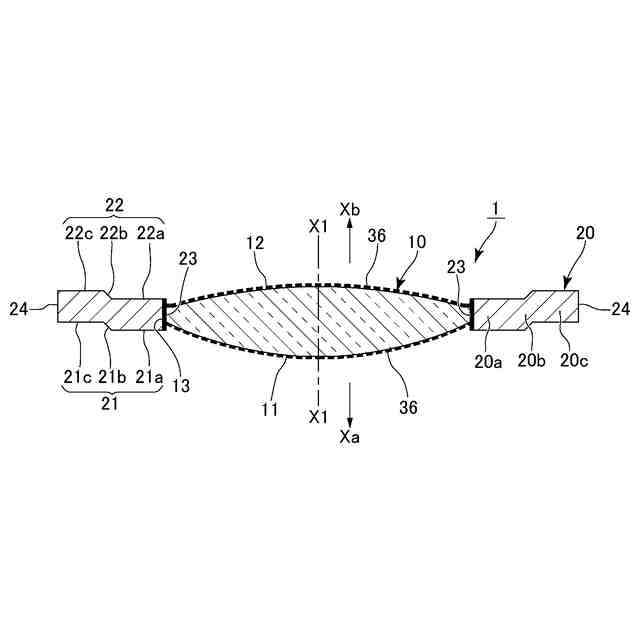
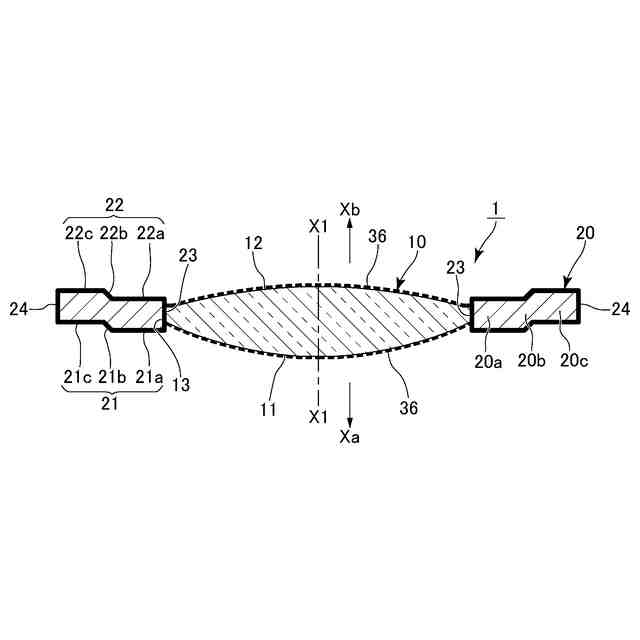
【解決手段】プレス成形前の環状のコバ部(31)の少なくとも内周面(34)に黒化処理を行う第1黒化処理ステップと、コバ部によって囲まれる光学機能部(10)とコバ部とをプレス成形して、光学機能部に光学面(11、12)を形成すると共に、光学機能部の外周面(13)とコバ部の内周面(23)を互いに固定する成形ステップと、プレス成形後のコバ部(20)に対して、内周面(23)以外の外面(21、22、24)の少なくとも一部に黒化処理を行う第2黒化処理ステップと、を行うレンズの製造方法。
【選択図】図6
特許請求の範囲
【請求項1】
プレス成形前の環状のコバ部の少なくとも内周面に黒化処理を行う第1黒化処理ステップと、
前記コバ部によって囲まれる光学機能部と前記コバ部とをプレス成形して、前記光学機能部に光学面を形成すると共に、前記光学機能部の外周面と前記コバ部の前記内周面を互いに固定する成形ステップと、
プレス成形後の前記コバ部に対して、前記内周面以外の外面の少なくとも一部に黒化処理を行う第2黒化処理ステップと、
を有することを特徴とするレンズの製造方法。
続きを表示(約 780 文字)
【請求項2】
前記コバ部は、前記成形ステップによって、光軸方向を向く両側の外面の少なくとも一方が非平坦部分を含む形状に成形され、
前記第2黒化処理ステップは、少なくとも前記非平坦部分を含む範囲に黒化処理を行うことを特徴とする、請求項1に記載のレンズの製造方法。
【請求項3】
前記第2黒化処理ステップは、前記光学機能部の前記光学面を覆うマスキング部を形成した状態で行い、前記第2黒化処理ステップの後に前記マスキング部を除去することを特徴とする、請求項1又は2に記載のレンズの製造方法。
【請求項4】
前記コバ部は金属製であり、前記第1黒化処理ステップと前記第2黒化処理ステップの少なくとも一方は、金属の加熱による酸化で前記コバ部の外面を黒化させることを特徴とする、請求項1又は2に記載のレンズの製造方法。
【請求項5】
前記光学機能部はガラス製であり、前記第2黒化処理ステップは、前記光学機能部を構成するガラスのガラス転移温度よりも低い温度で前記コバ部を加熱することを特徴とする、請求項4に記載のレンズの製造方法。
【請求項6】
前記第1黒化処理ステップと前記第2黒化処理ステップの少なくとも一方は、化成処理によって前記コバ部の外面を黒化させることを特徴とする、請求項1又は2に記載のレンズの製造方法。
【請求項7】
前記第1黒化処理ステップと前記第2黒化処理ステップの少なくとも一方は、メッキ処理によって前記コバ部の外面を黒化させることを特徴とする、請求項1又は2に記載のレンズの製造方法。
【請求項8】
前記第2黒化処理ステップは、合成樹脂の塗布によって前記コバ部の外面を黒化させることを特徴とする、請求項1又は2に記載のレンズの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レンズの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、プレス成形によってレンズを製造する場合の偏心などの精度誤差を抑制するために、成形用型や鏡枠との間の芯出し機能を有するキャリアと、ガラス素材とを、プレス成形加工時に一体的に結合させることによって、高性能な多機能キャリア付きレンズを得る技術が記載されている。また、特許文献1には、プレス成形前に、多機能キャリアの内周面に予め黒色塗料を塗布して、ゴーストやフレアを防止することが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開昭63-40733号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
光学面(レンズ面)を有する光学機能部の外側を、光学機能部とは別の材質からなるコバ部で囲んだ構造のレンズでは、コバ部における有害な光の反射を抑制して光学性能を確保する必要がある。例えば、金属製のコバ部の場合、金属光沢を有するままの状態でレンズを構成すると有害な反射光が発生しやすいので、コバ部の表面を黒化処理して遮光性を向上させる対策が求められる。
【0005】
また、光軸方向の厚さが小さいコバ部や、光軸方向の前後を向く前後面の面積が大きいコバ部では、コバ部の内周面だけではなく、内周面以外の外面部分で反射した光も迷光の原因になりやすいため、内周面以外の外面部分における遮光性能の高さも求められる。
【0006】
光学機能部とコバ部をプレス成形によって一体化させるレンズの製造方法の場合、光学機能部と一体化させた後ではコバ部の内周面の黒化処理が難しいため、プレス成形前にコバ部の黒化処理を行うことが想定される。しかし、黒化処理したコバ部に対してプレス成形を行うと、プレス成形時の変形に伴ってコバ部の地金が露出して、黒化処理の効果が減じてしまうという問題がある。
【0007】
特許文献1に記載された多機能キャリア付きレンズでは、多機能キャリアの内周面に黒色塗料を塗布して黒化処理しているが、内周面以外の箇所については格別な遮光対策がなされておらず、上記の問題を解決するものではなかった。
【0008】
本発明は、以上の問題意識に基づいてなされたものであり、コバ部を確実に黒化処理して優れた遮光効果を得られるレンズの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様のレンズの製造方法は、プレス成形前の環状のコバ部の少なくとも内周面に黒化処理を行う第1黒化処理ステップと、前記コバ部によって囲まれる光学機能部と前記コバ部とをプレス成形して、前記光学機能部に光学面を形成すると共に、前記光学機能部の外周面と前記コバ部の前記内周面を互いに固定する成形ステップと、プレス成形後の前記コバ部に対して、前記内周面以外の外面の少なくとも一部に黒化処理を行う第2黒化処理ステップと、を有することを特徴とする。
【0010】
前記コバ部は、前記成形ステップによって、光軸方向を向く両側の外面の少なくとも一方が非平坦部分を含む形状に成形され、前記第2黒化処理ステップは、少なくとも前記非平坦部分を含む範囲に黒化処理を行うことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
HOYA株式会社
光照射装置
18日前
HOYA株式会社
光学ガラスおよび光学素子
29日前
HOYA株式会社
回路基板固定構造、及びこれを備える光照射装置
18日前
豪雅光電科技(威海)有限公司
光学ガラスおよび光学素子
18日前
豪雅光電科技(威海)有限公司
光学ガラスおよび光学素子
1か月前
HOYA株式会社
撮像装置、電子内視鏡システム、データ処理方法、プログラム
25日前
HOYA株式会社
反射型マスクブランク、反射型マスク、反射型マスクの製造方法、及び半導体装置の製造方法
27日前
HOYA株式会社
多層反射膜付き基板、反射型マスクブランク、反射型マスク及びその製造方法、並びに半導体装置の製造方法
14日前
個人
太陽光反射板。
12日前
個人
眼鏡こめかみ支持具
25日前
日本精機株式会社
表示装置
5日前
日本精機株式会社
空中表示装置
13日前
株式会社クラベ
光伝送体及び照明装置
19日前
住友化学株式会社
光学積層体
4日前
住友化学株式会社
光学積層体
4日前
ハート光学株式会社
眼鏡ケース
25日前
矢崎総業株式会社
光トランシーバ
1日前
キヤノン株式会社
光学機器
18日前
ブラザー工業株式会社
走査光学装置
5日前
日本精機株式会社
ヘッドアップディスプレイ装置
5日前
住友ベークライト株式会社
積層体の製造方法
19日前
キヤノン株式会社
画像表示装置
5日前
キヤノン株式会社
画像表示装置
4日前
大日本印刷株式会社
光学フィルム
19日前
スリーアール株式会社
拡大鏡
11日前
株式会社 GLASSART
水に浮くアイウェア
25日前
ヘラマンタイトン株式会社
コネクタ保持具
25日前
株式会社エスパー
マイクロプリズム反射体
18日前
株式会社小糸製作所
画像投影装置
4日前
日東電工株式会社
光学積層体
4日前
株式会社小糸製作所
画像投影装置
5日前
日本精機株式会社
ヘッドアップディスプレイ装置及び車両
5日前
三井化学株式会社
展示装置
5日前
三井化学株式会社
レンズ、光学部材および撮像カメラ
12日前
株式会社JVCケンウッド
ヘッドマウントディスプレイ
25日前
アイカ工業株式会社
反射防止フィルム及びそれを用いた成形品
25日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ