TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024146299
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023059106
出願日
2023-03-31
発明の名称
加工状態検出装置、加工状態検出方法、プログラム、ダイシング装置及び学習モデル生成方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20241004BHJP(基本的電気素子)
要約
【課題】相互に関連する複数の温度要因の変化に対する加工状態の検出を実現し得る、加工状態検出装置、加工状態検出方法、プログラム、ダイシング装置及び学習モデル生成方法を提供する。
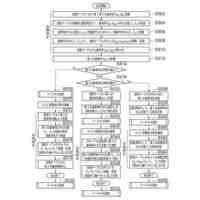
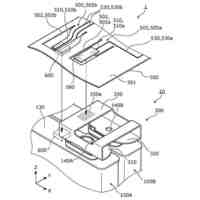
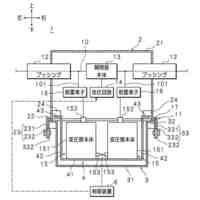
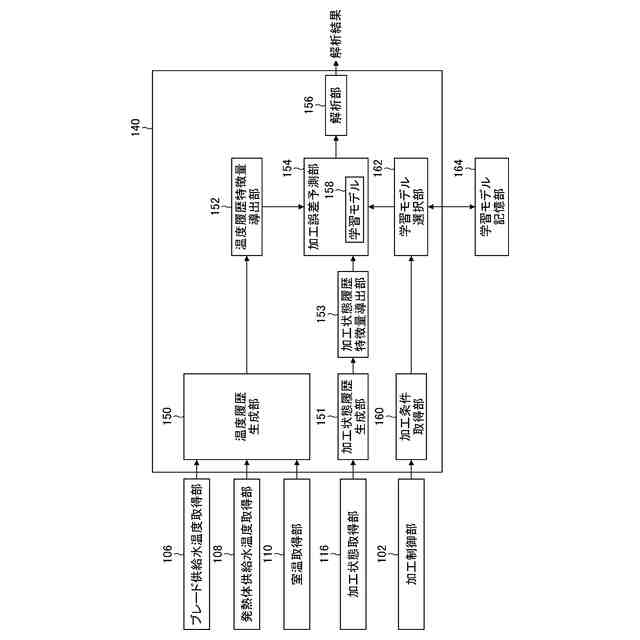
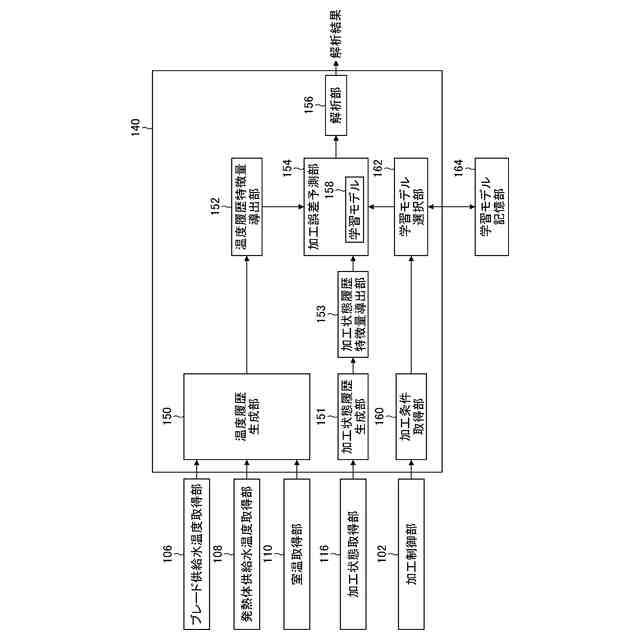
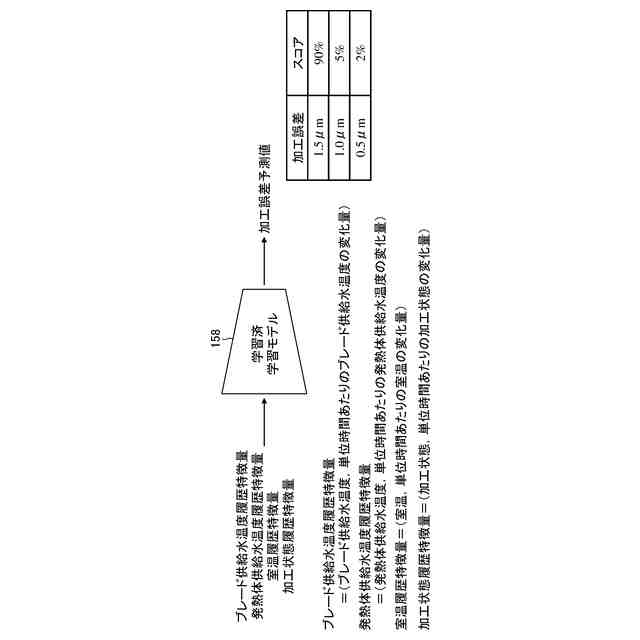
【解決手段】加工状態検出装置(140)は、環境温度履歴、ブレード供給水温度履歴及び発熱体供給水温度履歴を取得し(150)、環境温度履歴特徴量、ブレード供給水温度履歴特徴量及び発熱体供給水温度履歴特徴量を導出し(152)、環境温度履歴特徴量、ブレード供給水温度履歴特徴量及び発熱体供給水温度履歴特徴量を含む温度履歴特徴量に基づいて加工誤差を予測する際に(154)、温度履歴特徴量と加工誤差とを学習データとして学習した学習済の学習モデルであり、温度履歴特徴量が入力されると加工誤差の予測値を出力する学習モデル(158)が適用される。
【選択図】図5
特許請求の範囲
【請求項1】
ブレードを用いて加工対象物の加工を施す際の加工状態を検出する加工状態検出装置であって、
加工環境の温度履歴を表す環境温度履歴を取得する環境温度履歴取得部と、
前記ブレードへ供給されるブレード供給水の温度履歴を表すブレード供給水温度履歴を取得するブレード供給水温度履歴取得部と、
前記加工対象物の加工の際に発熱する発熱体へ供給される発熱体供給水の温度履歴を表す発熱体供給水温度履歴を取得する発熱体供給水温度履歴取得部と、
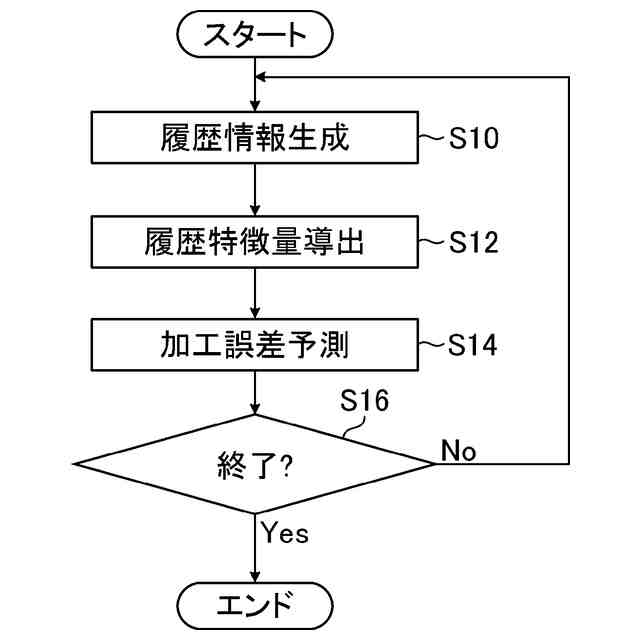
前記環境温度履歴の特徴を表す環境温度履歴特徴量、前記ブレード供給水温度履歴の特徴を表すブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴の特徴を表す発熱体供給水温度履歴特徴量を導出する温度履歴特徴量導出部と、
前記環境温度履歴特徴量、前記ブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴特徴量を含む温度履歴特徴量に基づいて、加工誤差を予測する加工誤差予測部と、
を備え、
前記加工誤差予測部は、前記温度履歴特徴量と前記加工誤差とを学習データとして学習した学習済の学習モデルであり、前記温度履歴特徴量が入力される場合に前記加工誤差を出力する学習モデルが適用される加工状態検出装置。
続きを表示(約 3,400 文字)
【請求項2】
加工状態の履歴を表す加工状態履歴を取得する加工状態履歴取得部と、
前記加工状態履歴の特徴量を導出する加工状態履歴特徴量導出部と、
を備え、
前記加工誤差予測部は、前記温度履歴特徴量に加工状態履歴特徴量を加味して、前記加工誤差を予測する請求項1に記載の加工状態検出装置。
【請求項3】
前記温度履歴特徴量導出部は、
前記環境温度履歴特徴量として、前記加工環境の温度及び単位時間あたりの前記加工環境の温度の変化量を取得し、
前記ブレード供給水温度履歴特徴量として、前記ブレード供給水の温度及び単位時間あたりの前記ブレード供給水の温度の変化量を取得し、
前記発熱体供給水温度履歴特徴量として、前記発熱体供給水の温度及び単位時間あたりの前記発熱体供給水の温度の変化量を取得し、
前記学習モデルは、
前記加工環境の温度と単位時間あたりの前記加工環境の温度の変化量との組み合わせ、前記ブレード供給水の温度と単位時間あたりの前記ブレード供給水の温度の変化量との組み合わせ及び前記発熱体供給水の温度と単位時間あたりの前記発熱体供給水の温度の変化量との組み合わせを入力とし、前記加工誤差を出力とする学習を実施して生成される請求項1に記載の加工状態検出装置。
【請求項4】
前記温度履歴特徴量導出部は、
前記環境温度履歴特徴量として、前記加工環境の温度、単位時間あたりの前記加工環境の温度の変化量及び前記加工環境の温度の変化の向きを取得し、
前記ブレード供給水温度履歴特徴量として、前記ブレード供給水の温度、単位時間あたりの前記ブレード供給水の温度の変化量及び前記ブレード供給水の温度の変化の向きを取得し、
前記発熱体供給水温度履歴特徴量として、前記発熱体供給水の温度、単位時間あたりの前記発熱体供給水の温度の変化量及び前記発熱体供給水の温度の変化の向きを取得し、
前記学習モデルは、
前記加工環境の温度と、単位時間あたりの前記加工環境の温度の変化量と、前記加工環境の温度の変化の向きとの組み合わせ、前記ブレード供給水の温度と、単位時間あたりの前記ブレード供給水の温度の変化量と、前記ブレード供給水の温度の変化の向きとの組み合わせ及び前記発熱体供給水の温度と、単位時間あたりの前記発熱体供給水の温度の変化量と、前記発熱体供給水の温度の変化の向きとの組み合わせを入力とし、前記加工誤差を出力とする学習を実施して生成される請求項1に記載の加工状態検出装置。
【請求項5】
前記温度履歴特徴量導出部は、
前記環境温度履歴特徴量として、前記加工環境の温度及び前記加工環境の温度の積算を取得し、
前記ブレード供給水温度履歴特徴量として、前記ブレード供給水の温度及び前記ブレード供給水の温度の積算を取得し、
前記発熱体供給水温度履歴特徴量として、前記発熱体供給水の温度及び前記発熱体供給水の温度の積算を取得し、
前記学習モデルは、
前記加工環境の温度と、前記加工環境の温度の積算との組み合わせ、前記ブレード供給水の温度と、前記ブレード供給水の温度の積算との組み合わせ及び前記発熱体供給水の温度と、前記発熱体供給水の温度の積算との組み合わせを入力とし、前記加工誤差を出力とする学習を実施して生成される請求項1に記載の加工状態検出装置。
【請求項6】
前記加工に適用される加工条件を取得する加工条件取得部と、
加工条件ごとの前記学習を実施して生成された複数の第1学習モデルの中から、加工条件に応じて、前記加工誤差予測部に適用される学習モデルを選択する学習モデル選択部と、
を備えた請求項1から5のいずれか一項に記載の加工状態検出装置。
【請求項7】
ブレードを用いて加工対象物の加工を施す際の加工状態を検出する加工状態検出方法であって、
制御装置が、
加工環境の温度履歴を表す環境温度履歴を取得する環境温度履歴取得工程と、
前記ブレードへ供給されるブレード供給水の温度履歴を表すブレード供給水温度履歴を取得するブレード供給水温度履歴取得工程と、
前記加工対象物の加工の際に発熱する発熱体へ供給される発熱体供給水の温度履歴を表す発熱体供給水温度履歴を取得する発熱体供給水温度履歴取得工程と、
前記環境温度履歴の特徴を表す環境温度履歴特徴量、前記ブレード供給水温度履歴の特徴を表すブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴の特徴を表す発熱体供給水温度履歴特徴量を導出する温度履歴特徴量導出工程と、
前記環境温度履歴特徴量、前記ブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴特徴量を含む温度履歴特徴量に基づいて、加工誤差を予測する加工誤差予測工程と、
を実行し、
前記加工誤差予測工程は、前記温度履歴特徴量と前記加工誤差とを学習データとして学習した学習済の学習モデルであり、前記温度履歴特徴量が入力される場合に前記加工誤差を出力する学習モデルが適用される加工状態検出方法。
【請求項8】
ブレードを用いて加工対象物の加工を施す際の加工状態を検出するプログラムであって、
制御装置が、
加工環境の温度履歴を表す環境温度履歴を取得する環境温度履歴取得機能、
前記ブレードへ供給されるブレード供給水の温度履歴を表すブレード供給水温度履歴を取得するブレード供給水温度履歴取得機能、
前記加工対象物の加工の際に発熱する発熱体へ供給される発熱体供給水の温度履歴を表す発熱体供給水温度履歴を取得する発熱体供給水温度履歴取得機能、
前記環境温度履歴の特徴を表す環境温度履歴特徴量、前記ブレード供給水温度履歴の特徴を表すブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴の特徴を表す発熱体供給水温度履歴特徴量を導出する温度履歴特徴量導出機能、及び
前記環境温度履歴特徴量、前記ブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴特徴量を含む温度履歴特徴量に基づいて、加工誤差を予測する加工誤差予測機能を実現するプログラムであって、
前記加工誤差予測機能は、前記温度履歴特徴量と前記加工誤差とを学習データとして学習した学習済の学習モデルであり、前記温度履歴特徴量が入力される場合に前記加工誤差を出力する学習モデルが適用されるプログラム。
【請求項9】
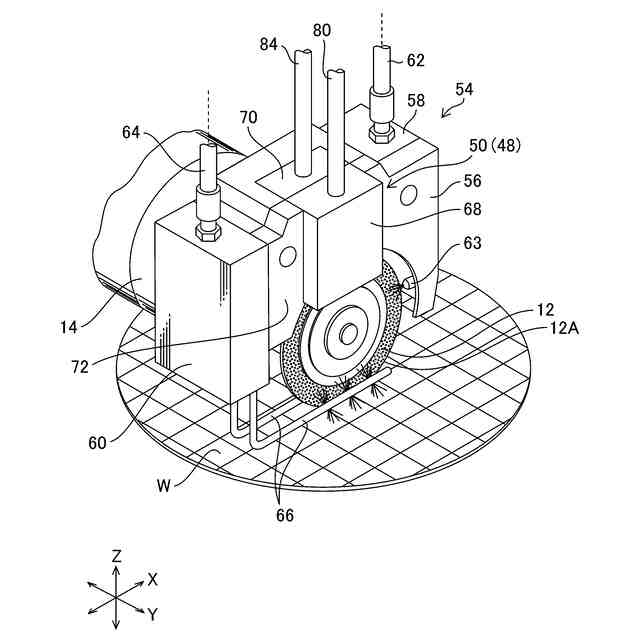
ブレードを用いて加工対象物を加工する加工部と、
前記加工対象物の加工状態を検出する加工状態検出部と、を備えたダイシング装置であって、
前記加工状態検出部は、
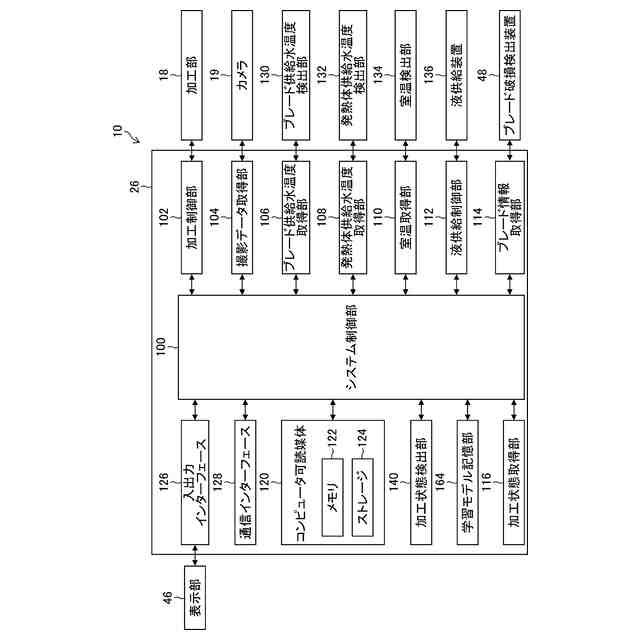
加工環境の温度履歴を表す環境温度履歴を取得する環境温度履歴取得部と、
前記ブレードへ供給されるブレード供給水の温度履歴を表すブレード供給水温度履歴を取得するブレード供給水温度履歴取得部と、
前記加工対象物の加工の際に発熱する発熱体へ供給される発熱体供給水の温度履歴を表す発熱体供給水温度履歴を取得する発熱体供給水温度履歴取得部と、
前記環境温度履歴の特徴を表す環境温度履歴特徴量、前記ブレード供給水温度履歴の特徴を表すブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴の特徴を表す発熱体供給水温度履歴特徴量を導出する温度履歴特徴量導出部と、
前記環境温度履歴特徴量、前記ブレード供給水温度履歴特徴量及び前記発熱体供給水温度履歴特徴量を含む温度履歴特徴量に基づいて、加工誤差を予測する加工誤差予測部と、
を備え、
前記加工誤差予測部は、前記温度履歴特徴量と前記加工誤差とを学習データとして学習した学習済の学習モデルであり、前記温度履歴特徴量が入力される場合に前記加工誤差を出力する学習モデルが適用されるダイシング装置。
【請求項10】
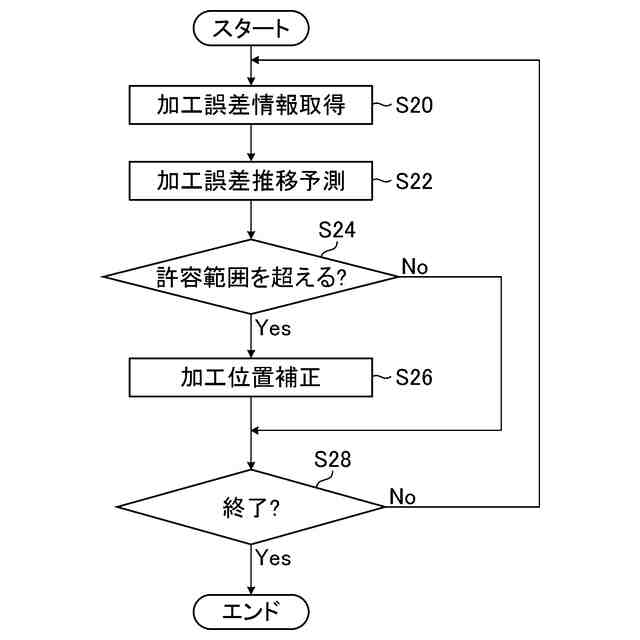
前記加工誤差予測部から出力される加工誤差に基づき、前記加工部の補正の要否を判定する判定部を備えた請求項9に記載のダイシング装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工状態検出装置、加工状態検出方法、プログラム、ダイシング装置及び学習モデル生成方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
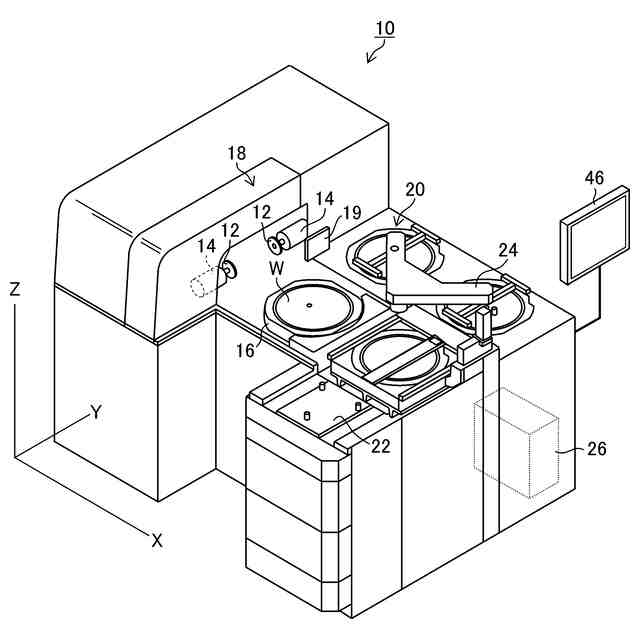
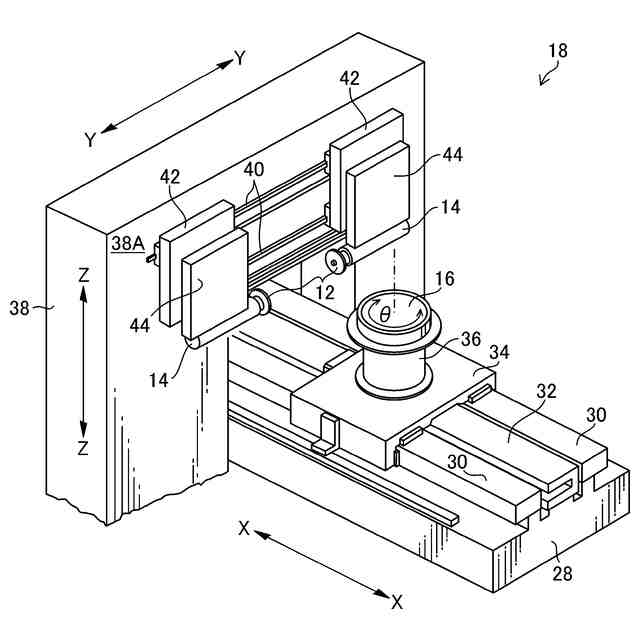
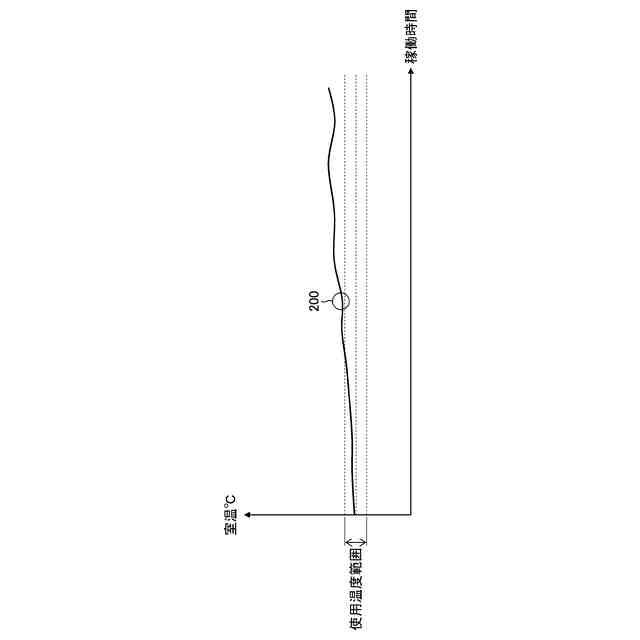
ワークを加工するダイシング装置は、幅広い環境下において高精度の加工の実現が要求されている。ダイシング工程において高精度の加工を実現するには、室温及び水温等の装置の設置環境の管理が非常に重要である。例えば、室温の変化が大きい環境下では、装置に具備される各ユニットの熱膨張及び熱収縮に起因する加工精度の低下が懸念される。
【0003】
一般に、ダイシング装置は、あらゆる温度範囲における加工精度を保証しているのではなく、使用温度範囲が規定されている。ダイシング装置は、規定されている使用温度範囲において運用されることで規定の加工精度が保証される。
【0004】
特許文献1は、温度センサを用いて加工位置付近の雰囲気温度をモニタリングし、モニタリングされたシャフトの温度に基づいてスピンドル移動機構の送り量及びワークテーブルの送り量の少なくともいずれかに補正をかけるダイシング装置が記載される。同文献に記載の装置は、スピンドルの時間に対する変位特性等の各種のデータマップを備え、データマップに対応させて加工点の位置ズレを推測し、ワークの送りに補正をかけながら切断分割作業が実施される。
【先行技術文献】
【特許文献】
【0005】
特開2015-076516号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、設備環境の関係等に起因して、規定の使用温度範囲を満たす装置の使用が困難となるユーザが存在し得る。使用温度範囲から外れた環境において装置が使用される場合、カッターセット及びカーフチェックなどの補正を適当なタイミングにおいて実施し、補正がされた状態において規定の加工精度を満足しているかが判断される。補正のタイミングの設定及び加工精度の最終判断は、ユーザが行う場合があり得る。
【0007】
また、一年間の室温変化が大きい場合などは、装置が稼働する時期に合わせて装置の運用を変えるなどの対応が必要になり得る。更に、室温及び各種の水温などの外乱要素を独立する複数のパラメータとして補正を実施してもよいが、複数の温度要因が関わり合う場合が大半であり、精度のよい補正の実現は困難である。
【0008】
特許文献1に記載の装置は、複数のパラメータのそれぞれについて補正マップを具備しており、パラメータごとの補正は可能であるが、複数の温度要因が関わり合う場合への対応は困難である。
【0009】
本発明はこのような事情に鑑みてなされたものであり、相互に関連する複数の温度要因の変化に対する加工状態の検出を実現し得る、加工状態検出装置、加工状態検出方法、プログラム、ダイシング装置及び学習モデル生成方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本開示の第1態様に係る加工状態検出装置は、ブレードを用いて加工対象物の加工を施す際の加工状態を検出する加工状態検出装置であって、加工環境の温度履歴を表す環境温度履歴を取得する環境温度履歴取得部と、ブレードへ供給されるブレード供給水の温度履歴を表すブレード供給水温度履歴を取得するブレード供給水温度履歴取得部と、加工対象物の加工の際に発熱する発熱体へ供給される発熱体供給水の温度履歴を表す発熱体供給水温度履歴を取得する発熱体供給水温度履歴取得部と、環境温度履歴の特徴を表す環境温度履歴特徴量、ブレード供給水温度履歴の特徴を表すブレード供給水温度履歴特徴量及び発熱体供給水温度履歴の特徴を表す発熱体供給水温度履歴特徴量を導出する温度履歴特徴量導出部と、環境温度履歴特徴量、ブレード供給水温度履歴特徴量及び発熱体供給水温度履歴特徴量を含む温度履歴特徴量に基づいて、加工誤差を予測する加工誤差予測部と、を備え、加工誤差予測部は、温度履歴特徴量と加工誤差とを学習データとして学習した学習済の学習モデルであり、温度履歴特徴量が入力される場合に加工誤差を出力する学習モデルが適用される加工状態検出装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
保管ロッカー及び保管システム
10日前
株式会社東京精密
レーザ照射装置及び方法並びにレーザ加工装置
3日前
株式会社東京精密
ウェーハチャック、温度制御システム及び温度制御方法
9日前
株式会社東京精密
ブラシ洗浄装置
9日前
株式会社東京精密
マルチプローバ
1か月前
株式会社東京精密
形状測定機の校正方法
5日前
株式会社東京精密
ワーク検査方法及び装置
13日前
株式会社東京精密
アライメント装置及び方法
9日前
株式会社東京精密
ウェーハ加工方法及びシステム
1か月前
株式会社東京精密
内面形状測定機、及び内面形状測定機のアライメント方法
3日前
株式会社東栄科学産業
電磁石、及び磁場印加システム
1か月前
株式会社東京精密
ウェハテストシステム、プローブカード交換方法、及びプローバ
24日前
株式会社東京精密
セグメントコイルの剥離検査方法及びそれに用いる剥離検査装置
1か月前
個人
接触式電気的導通端子
10日前
個人
複円環アレーアンテナ
25日前
日星電気株式会社
同軸ケーブル
17日前
オムロン株式会社
入力装置
25日前
太陽誘電株式会社
全固体電池
16日前
株式会社GSユアサ
蓄電装置
25日前
株式会社村田製作所
磁性部品
1か月前
株式会社GSユアサ
蓄電装置
2日前
株式会社ADEKA
全固体二次電池
2日前
オムロン株式会社
電磁継電器
24日前
株式会社GSユアサ
蓄電装置
25日前
日本バイリーン株式会社
電極支持体
18日前
個人
安全プラグ安全ソケット
12日前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
25日前
三菱電機株式会社
漏電遮断器
1か月前
マクセル株式会社
配列用マスク
16日前
マクセル株式会社
配列用マスク
16日前
古河電池株式会社
非水電解質二次電池
1か月前
トヨタ自動車株式会社
蓄電装置
2日前
TDK株式会社
電子部品
24日前
株式会社ダイヘン
開閉器
16日前
日本特殊陶業株式会社
保持装置
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ