TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024136181
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023047206
出願日
2023-03-23
発明の名称
レーザ加工方法、レーザ加工装置及びレーザ光源
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20240927BHJP(基本的電気素子)
要約
【課題】内部集光加工の加工性能を維持しつつ低いパルスエネルギー(パワー)での内部集光加工が可能になるレーザ加工方法、レーザ加工装置及びレーザ光源を提供する。
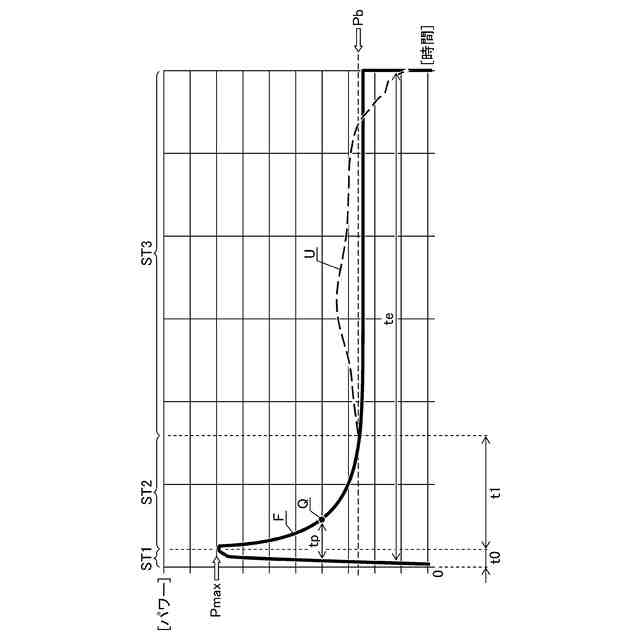
【解決手段】被加工物(ウェーハW)の内部にレーザ加工領域Pを形成するパルスレーザ光Lのパルス波形Fが、パルスレーザ光Lのパワーが最大値(ピークパワーPmax)まで時間t0で立ち上がる第1段階波形ST1と、パワーが基準値(ベースパワーPb)まで時間t1で立ち下がる第2段階波形St2と、パワーが基準値を下回ることなく所定の変動範囲内で維持される第3段階波形ST3と、を含み、基準値が最大値の30%から60%の範囲内であり、時間t0がパルス幅teの1%から20%の範囲内であり、時間t1がパルス幅teの3%から40%の範囲内であり、最大値の半値に対応する時間tpがパルス幅teの2%から40%の範囲内である。
【選択図】図7
特許請求の範囲
【請求項1】
被加工物の内部に集光点を合わせてパルスレーザ光を前記被加工物に照射して、前記被加工物のストリートに沿って前記被加工物の内部にレーザ加工領域を形成するレーザ加工方法において、
前記パルスレーザ光のパルス波形が、
前記パルスレーザ光のパワーが最大値まで時間t0で立ち上がる第1段階波形と、
前記第1段階波形の後で前記パワーが前記最大値から前記最大値よりも低い基準値まで時間t1で立ち下がる第2段階波形と、
前記第2段階波形の後で前記パワーが前記基準値を下回ることなく前記基準値に対して予め定められた変動範囲内で維持される第3段階波形と、
を含み、
前記基準値が前記最大値の30%から60%の範囲内であり、
前記時間t0が前記パルス波形のパルス幅teの1%から20%の範囲内であり、
前記時間t1が前記パルス幅teの3%から40%の範囲内であり、
前記パルス波形において前記最大値の半値に対応する第1半値幅に相当する時間tpが前記パルス幅teの2%から40%の範囲内であるレーザ加工方法。
続きを表示(約 1,300 文字)
【請求項2】
前記パルス波形において前記最大値の半値になる半値位置の一方が前記第1段階波形に含まれて前記半値位置の他方が前記第2段階波形に含まれており、
前記第2段階波形では、前記最大値から前記半値位置の他方までの前記パワーの減少率が、前記半値位置の他方から前記基準値までの前記パワーの減少率よりも大きくなる請求項1に記載のレーザ加工方法。
【請求項3】
前記第3段階波形では、前記パワーが前記基準値で一定に維持される請求項1又は2に記載のレーザ加工方法。
【請求項4】
前記パルス幅teは、前記パルス波形において前記基準値の半値に対応する第2半値幅である請求項1又は2に記載のレーザ加工方法。
【請求項5】
被加工物の内部に集光点を合わせてパルスレーザ光を前記被加工物に照射して、前記被加工物のストリートに沿って前記被加工物の内部にレーザ加工領域を形成するレーザ加工装置において、
前記パルスレーザ光を出射するレーザ光源を備え、
前記パルスレーザ光のパルス波形が、
前記パルスレーザ光のパワーが最大値まで時間t0で立ち上がる第1段階波形と、
前記第1段階波形の後で前記パワーが前記最大値から前記最大値よりも低い基準値まで時間t1で立ち下がる第2段階波形と、
前記第2段階波形の後で前記パワーが前記基準値を下回ることなく前記基準値に対して予め定められた変動範囲内で維持される第3段階波形と、
を含み、
前記基準値が前記最大値の30%から60%の範囲内であり、
前記時間t0が前記パルス波形のパルス幅teの1%から20%の範囲内であり、
前記時間t1が前記パルス幅teの3%から40%の範囲内であり、
前記パルス波形において前記最大値の半値に対応する第1半値幅に相当する時間tpが前記パルス幅teの2%から40%の範囲内であるレーザ加工装置。
【請求項6】
被加工物の内部に集光点を合わせてパルスレーザ光を前記被加工物に照射して、前記被加工物のストリートに沿って前記被加工物の内部にレーザ加工領域を形成するレーザ加工装置に用いられ、前記パルスレーザ光を出射するレーザ光源において、
前記パルスレーザ光のパルス波形が、
前記パルスレーザ光のパワーが最大値まで時間t0で立ち上がる第1段階波形と、
前記第1段階波形の後で前記パワーが前記最大値から前記最大値よりも低い基準値まで時間t1で立ち下がる第2段階波形と、
前記第2段階波形の後で前記パワーが前記基準値を下回ることなく前記基準値に対して予め定められた変動範囲内で維持される第3段階波形と、
を含み、
前記基準値が前記最大値の30%から60%の範囲内であり、
前記時間t0が前記パルス波形のパルス幅teの1%から20%の範囲内であり、
前記時間t1が前記パルス幅teの3%から40%の範囲内であり、
前記パルス波形において前記最大値の半値に対応する第1半値幅に相当する時間tpが前記パルス幅teの2%から40%の範囲内であるレーザ光源。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物の内部にレーザ加工領域を形成するレーザ加工方法及びレーザ加工装置と、このレーザ加工装置に用いられるレーザ光源とに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
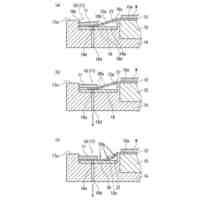
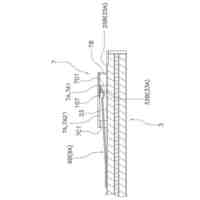
被加工物であるシリコンウェーハ(以下、ウェーハと略す)は、複数のデバイスが格子状のストリート(加工ライン、切断予定ラインともいう)によって格子状に区画されており、ウェーハをストリートに沿って分割(割断)することで個々のデバイスが製造される。ウェーハを複数のデバイス(チップ)に分割する分割工程の前工程として、レーザ加工装置によるウェーハのレーザ加工が実行される。
【0003】
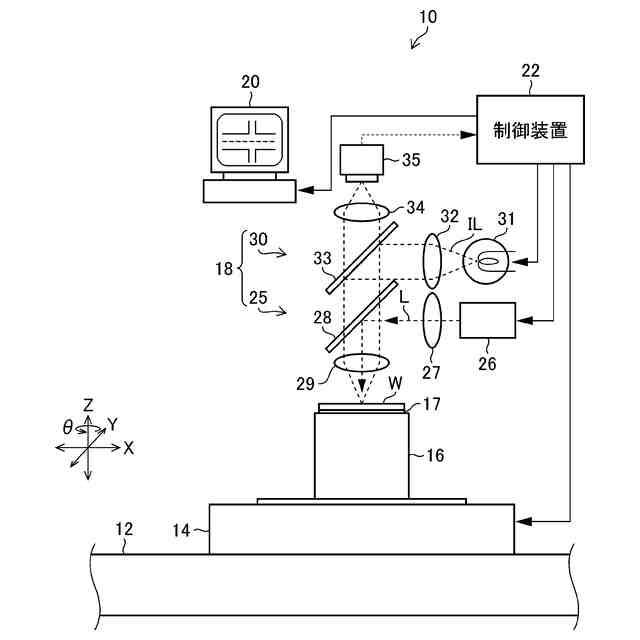
例えば特許文献1に記載のレーザ加工装置は、レーザ加工として、レーザエンジンの対物レンズの焦点位置をウェーハの内部に合わせた状態でこのレーザエンジンからパルスレーザ光をストリートに沿って照射する内部集光加工を実行することで、ストリートに沿ってウェーハの内部に切断の起点となるレーザ加工領域を形成する。これにより、レーザ加工領域からウェーハの厚さ方向に亀裂(クラックともいう)が伸展するので、分割工程においてウェーハが各デバイスに割断される。
【0004】
ここで一般的なパルスレーザ光のパルス波形(パルス形状)は山型又は台形型であるが、特許文献1に記載のレーザ加工装置では、分割工程でウェーハを分割する際の分割力(亀裂の延び易さ)を高めるためにパルス波形を最適化している。
【先行技術文献】
【特許文献】
【0005】
特開2011-251314号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
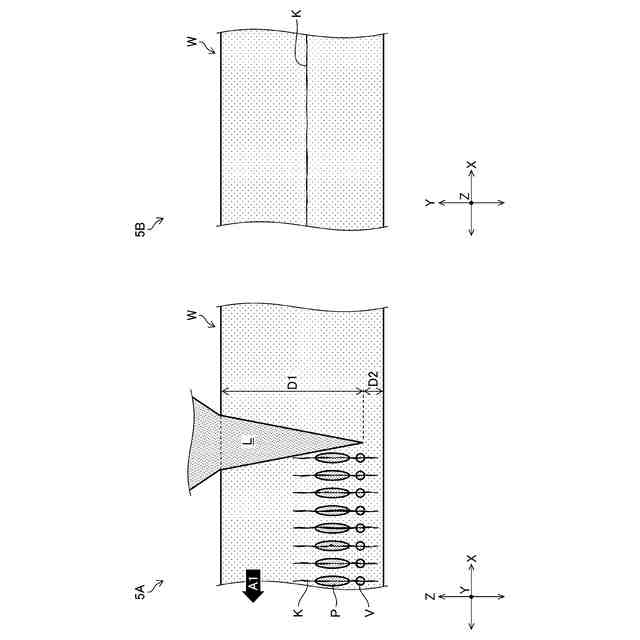
内部集光加工でパルスレーザ光をウェーハの内部に集光すると、ウェーハの内部にボイドが形成され、そのボイド上部からパルスレーザ光の入射方向に向けてレーザ加工領域が形成される。この際に、ボイドの形成に必要なエネルギーとレーザ加工領域の形成に必要なエネルギーとはそれぞれ必要とされる順序が異なり、さらにエネルギー量も異なる。このため、一般的な山型のパルス波形のパルスレーザ光を使用して内部集光加工を実行した場合には、ボイド形成およびレーザ加工領域形成に寄与しない余分なエネルギーが発生してしまう。その結果、その余分なエネルギーがレーザ加工領域形成の妨げになったり、内部集光加工で使用されずにウェーハ表面(ウェーハ裏面からのパルスレーザ光の入射の場合)に形成されている電極層に熱ダメージを与えたり、ウェーハ裏面に熱ダメージを与えたりするおそれがある。さらにパルスレーザ光のエネルギー(パワー)が高くなると、レーザエンジンの寿命が短くなるおそれがある。なお、発明者は2枚のウェーハを密着させて、ボイドとレーザ加工領域が、それぞれ異なるウェーハ内に形成できることを確認している。これはボイドがレーザ加工領域形成に必須ではないことを示唆していると考えられる。
【0007】
上記特許文献1に記載のレーザ加工装置では、既述の分割力を高めるためにパルス波形を最適化しているが、内部集光加工で発生する上述の余分なエネルギーについては一切考慮してはいない。このため、特許文献1に記載のレーザ加工装置においても、余分なエネルギーに起因してレーザ加工領域の形成が妨げられたり、電極層及びウェーハ裏面に熱ダメージが与えられたり、或いはレーザエンジンの寿命が短くなったりするおそれがある。
【0008】
本発明はこのような事情に鑑みてなされたものであり、内部集光加工の加工性能を維持しつつ低いパルスエネルギー(パワー)での内部集光加工が可能になるレーザ加工方法、レーザ加工装置及びレーザ光源を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の目的を達成するためのレーザ加工方法は、被加工物の内部に集光点を合わせてパルスレーザ光を被加工物に照射して、被加工物のストリートに沿って被加工物の内部にレーザ加工領域を形成するレーザ加工方法において、パルスレーザ光のパルス波形が、パルスレーザ光のパワーが最大値まで時間t0で立ち上がる第1段階波形と、第1段階波形の後でパワーが最大値から最大値よりも低い基準値まで時間t1で立ち下がる第2段階波形と、第2段階波形の後でパワーが基準値を下回ることなく基準値に対して予め定められた変動範囲内で維持される第3段階波形と、を含み、基準値が最大値の30%から60%の範囲内であり、時間t0がパルス波形のパルス幅teの1%から20%の範囲内であり、時間t1がパルス幅teの3%から40%の範囲内であり、パルス波形において最大値の半値に対応する第1半値幅に相当する時間tpがパルス幅teの2%から40%の範囲内である。
【0010】
このレーザ加工方法によれば、被加工物の内部にレーザ加工領域を形成するのに要するエネルギーを減少させつつ、従来と同様にレーザ加工領域を形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
ワーク保持装置
5日前
日星電気株式会社
平型電線
2日前
キヤノン株式会社
通信装置
6日前
株式会社GSユアサ
蓄電設備
1日前
オムロン株式会社
電磁継電器
7日前
オムロン株式会社
電磁継電器
7日前
オムロン株式会社
電磁継電器
7日前
オムロン株式会社
電磁継電器
7日前
オムロン株式会社
電磁継電器
7日前
株式会社村田製作所
電池
今日
富士通株式会社
冷却モジュール
7日前
トヨタ自動車株式会社
二次電池
1日前
オムロン株式会社
回路部品
7日前
住友電装株式会社
コネクタ
今日
日本電気株式会社
光学モジュール
6日前
ローム株式会社
半導体装置
今日
TDK株式会社
コイル部品
6日前
株式会社東京精密
ワーク保持装置
5日前
株式会社村田製作所
二次電池
今日
芝浦メカトロニクス株式会社
基板処理装置
今日
KDDI株式会社
伸展マスト
1日前
オムロン株式会社
電磁継電器
7日前
富士電機株式会社
半導体モジュール
今日
オムロン株式会社
スイッチング素子
今日
株式会社東芝
半導体装置
5日前
オムロン株式会社
電磁継電器
7日前
オムロン株式会社
電磁継電器
7日前
オムロン株式会社
電磁継電器
7日前
三菱電機株式会社
半導体装置
7日前
富士電機株式会社
回路遮断器
7日前
株式会社SUBARU
電池モジュール
1日前
TDK株式会社
電子部品
5日前
ローム株式会社
半導体発光装置
5日前
TDK株式会社
電子部品
7日前
ローム株式会社
半導体発光装置
5日前
日東電工株式会社
スイッチ装置
今日
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ