TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024134656
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023044964
出願日
2023-03-22
発明の名称
染色プラスチックレンズの製造方法
出願人
東海光学ホールディングス株式会社
代理人
個人
主分類
G02B
3/00 20060101AFI20240927BHJP(光学)
要約
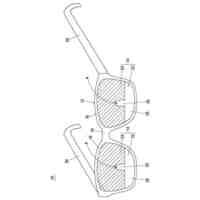
【課題】レンズの表面や裏面の一部に着色を施した染色プラスチックレンズの製造方法する際に模様形成や着色の手作業を廃し装飾的に優れた染色プラスチックレンズの製造方法を提供すること。
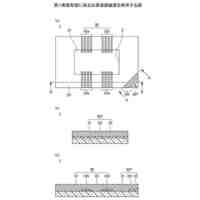
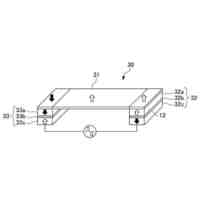
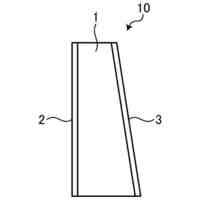
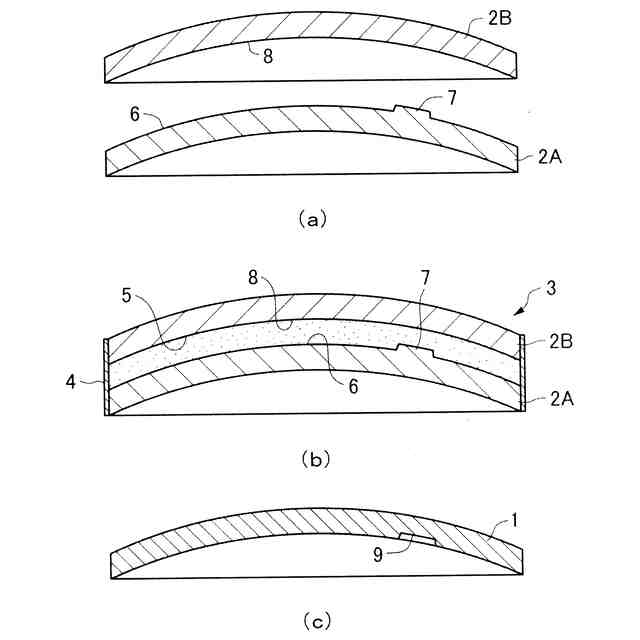
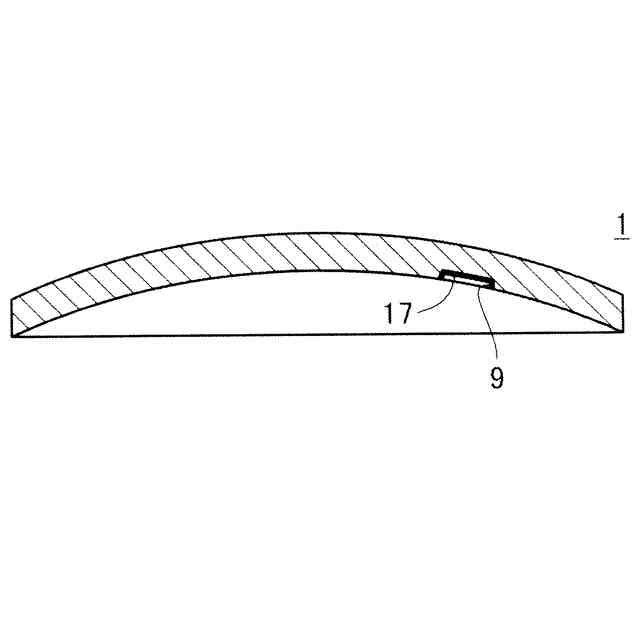
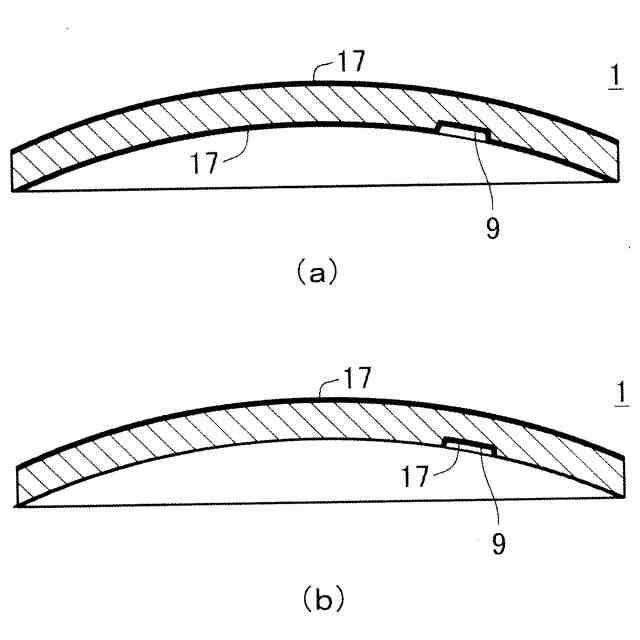
【解決手段】レンズの表面及び裏面の少なくとも一方に凹部9を形成し、凹部9が形成されている面に対して凹部9を含んで昇華染色で染色した着色面を形成し、着色面を凹部9の底面に達しないように研磨して凹部9のみに着色された模様部分が残るようにした。製造されるレンズにはレンズ面とは不連続の窪んだ模様となる凹部が形成され、なおかつ凹部内は着色されて現れこととなるため、装飾性に優れた染色プラスチックレンズを提供することができる。
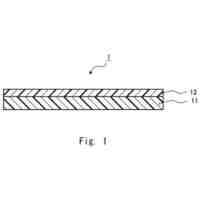
【選択図】図1
特許請求の範囲
【請求項1】
レンズの表面及び裏面の少なくとも一方に凹部を形成し、前記凹部が形成されている面に対して前記凹部を含んで染色された着色面を形成し、前記着色面を前記凹部の底面に達しないように研磨して前記凹部のみに着色された模様部分が残るようにした染色プラスチックレンズの製造方法。
続きを表示(約 970 文字)
【請求項2】
前記レンズの表面及び裏面の両面をそれぞれ異なる色で染色して着色面を形成し、前記凹部が形成されている少なくとも一方の着色面を前記凹部の底面に達しないように研磨して前記凹部のみに着色された模様部分が残るようにした請求項1に記載の染色プラスチックレンズの製造方法。
【請求項3】
前記着色面の染色は前記凹部が形成されているレンズの表面及び裏面の全域に行うことを特徴とする請求項1又は2に記載の染色プラスチックレンズの製造方法。
【請求項4】
前記凹部以外の部分の前記着色面の研磨は、研磨前と研磨後のレンズのカーブ形状が同じになるように行うことを特徴とする請求項1又は2に記載の染色プラスチックレンズの製造方法。
【請求項5】
レンズの表面及び裏面のいずれか一方に凹部を形成し、前記凹部が形成されている面に対して前記凹部を含んで染色された第1の着色面を形成するとともに、前記凹部が形成されていない面を染色して第2の着色面を形成し、前記第1の着色面を前記凹部の底面に達しないように研磨して前記凹部のみに着色された模様部分が残るようにした染色プラスチックレンズの製造方法。
【請求項6】
前記第2の着色面の染色は前記凹部が形成されているレンズの表面及び裏面の全域に行われることを特徴とする請求項5に記載の染色プラスチックレンズの製造方法。
【請求項7】
前記凹部以外の部分の前記第1の着色面の研磨は、研磨前と研磨後のレンズのカーブ形状が同じになるように行うことを特徴とする請求項5又は6に記載の染色プラスチックレンズの製造方法。
【請求項8】
前記着色面への染色は昇華染色で実行されることを特徴とする請求項1又は5に記載の染色プラスチックレンズの製造方法。
【請求項9】
前記着色面への染色は染色液への浸漬で実行されることを特徴とする請求項1又は5に記載の染色プラスチックレンズの製造方法。
【請求項10】
前記レンズの前記凹部を前記凹部に対応する凸部を有するモールドによって成形することを特徴とする請求項1又は5に記載の染色プラスチックレンズの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、レンズの表面や裏面の一部が着色された模様を有する染色プラスチックレンズの製造方法等に関するものである。
続きを表示(約 5,300 文字)
【背景技術】
【0002】
従来からレンズの表面や裏面の一部に着色を施した染色プラスチックレンズが提供されている。
例えば、特許文献1ではドリル等の工具を用いてレンズ面に貫通穴や貫通しない止まり穴を形成し、その穴に筆やペイントマーカー等によって着色するというものである。
また、特許文献2ではレンズ面をマスキングして染色を行い、染色されている部分とマスキングした染色されていない部分とを設けるというものである。
【先行技術文献】
【特許文献】
【0003】
特開平9-146051号公報
特開2012-177910号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1では着色工程が手作業であるため、レンズ作製に手間と時間がかかりすぎ、なおかつ品質も安定しにくくなってしまう。また、特許文献2においてはレンズ面にマスキングをすると考えられるが、それでは染色部と非染色部とは連続した同じカーブ面に形成されるにすぎず、単なる色の違いによる模様であるためどうしても模様の質感に欠けるものであった。そのため、手作業を廃し、装飾的に優れた染色プラスチックレンズが求められていた。
【課題を解決するための手段】
【0005】
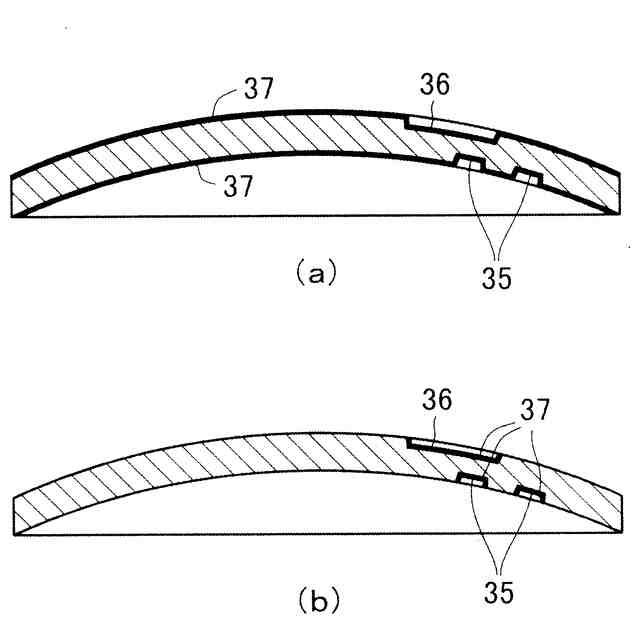
上記課題を解決するために、手段1では、レンズの表面及び裏面の少なくとも一方に凹部を形成し、前記凹部が形成されている面に対して前記凹部を含んで染色された着色面を形成し、前記着色面を前記凹部の底面に達しないように研磨して前記凹部のみに着色された模様部分が残るようにした。
このような方法で製造することで、レンズ面の模様となる凹部は、凹部が形成されているレンズ面とは不連続の窪んだ模様として、なおかつ着色されることとなるため、装飾性に優れた染色プラスチックレンズを提供することができる。凹部の底面だけでなく凹部内周壁面も着色されるため単なるマスキングとは異なり輪郭が強調された立体感のある模様となる。
【0006】
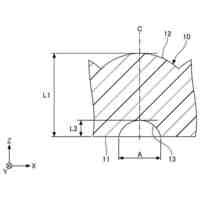
「凹部」は模様を形成するレンズ面よりもわずかに窪んだ部分である。凹部の底面は周囲のカーブ面と同じカーブでもよく、平面でもよく、粗面加工してもよい。配置される位置は眼鏡レンズとして使用される光学中心を含んだ中央領域から外れた縁寄りがよく、特に耳寄りがよい。
「凹部を含んで着色した着色面を形成」とは、凹部が形成されたレンズの表面及び/又は裏面の全域を着色しても、例えば凹部を含むレンズの一部のみを染色してもよい意である。例えば、マスキングと併用するようにしてもよい。
「研磨」は凹部以外のレンズ面の着色面分を削除する目的で実行される。例えば凹部がレンズ度数の設定されているレンズ面に形成されている場合ではレンズ度数の変化には影響のない程度で研磨することがよい。
これら文言の定義は以下の手段でも同様である。
【0007】
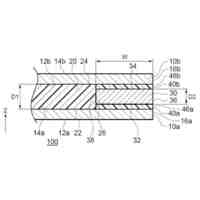
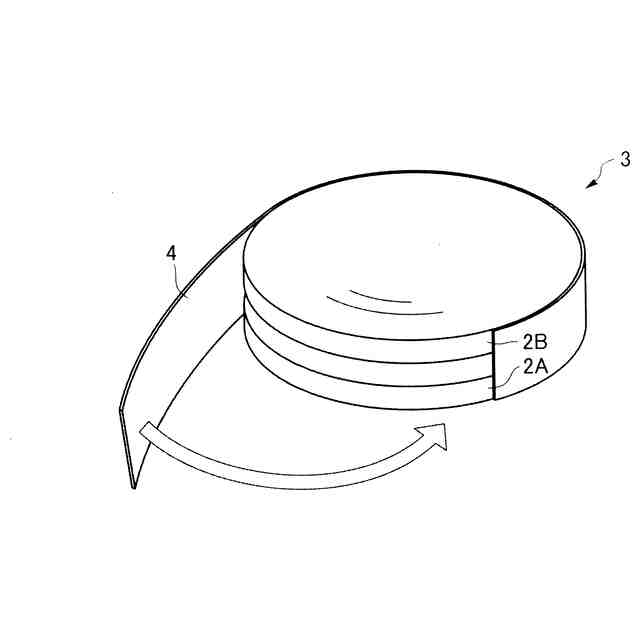
また、手段2では、前記レンズの表面及び裏面の両面をそれぞれ異なる色で染色して着色面を形成し、前記凹部が形成されている少なくとも一方の着色面を前記凹部の底面に達しないように研磨して前記凹部のみに着色された模様部分が残るようにした。
このような方法で製造することで、レンズ面の模様となる凹部は、凹部が形成されているレンズ面とは不連続の窪んだ模様として、なおかつ着色され、その凹部への着色がレンズの表面及び/又は裏面の着色した色と混色して現れるため、装飾性に優れた染色プラスチックレンズを提供することができる。
また、手段3では、前記着色面の染色は前記凹部が形成されているレンズの表面及び裏面の全域に行うようにした。
レンズ面全域に行うことで、レンズを加工して玉型にする際に着色されている領域を選択してフレーム加工する必要がなく、どのようなフレームにも対応させることができる。
また、手段4では、前記凹部以外の部分の前記着色面の研磨は、研磨前と研磨後のレンズのカーブ形状が同じになるように行うようにした。
これによって、例えば凹部を形成した側のレンズ面にレンズ度数を設定した場合にそのレンズ度数が変わってしまうことがなくなる。
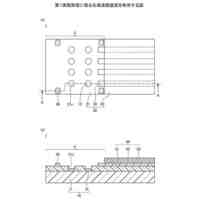
また、手段5では、レンズの表面及び裏面のいずれか一方に凹部を形成し、前記凹部が形成されている面に対して前記凹部を含んで染色された第1の着色面を形成するとともに、前記凹部が形成されていない面を染色して第2の着色面を形成し、前記第1の着色面を前記凹部の底面に達しないように研磨して前記凹部のみに着色された模様部分が残るようにした。
このような方法で製造することで、凹部のないレンズ面は着色がそのまま残るのでサングラスのようなカラーレンズを製造することができる。そして、レンズ面の模様となる凹部は、凹部が形成されているレンズ面とは不連続の窪んだ模様として、なおかつ着色され、その凹部への着色がレンズの表面及び/又は裏面の着色した色と混色して現れるため、装飾性に優れた染色プラスチックレンズを提供することができる。
また、手段6では、前記第2の着色面の染色は前記凹部が形成されているレンズの表面及び裏面の全域に行われるようにした。
レンズ面全域に行うことで、レンズを加工して玉型にする際に着色されている領域を選択してフレーム加工する必要がなく、どのようなフレームにも対応させることができる。
また、手段7では、前記凹部以外の部分の前記第1の着色面の研磨は、研磨前と研磨後のレンズのカーブ形状が同じになるように行うようにした。
これによって、凹部を形成した第1の着色面にレンズ度数を設定した場合にそのレンズ度数が変わってしまうことがなくなる。
【0008】
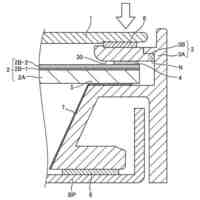
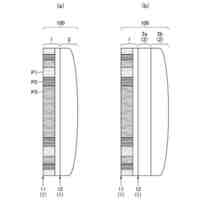
また、手段8では、前記着色面への染色は昇華染色で実行されるようにした。
昇華染色であればマスクをしなくても、レンズの表面もしくは裏面のみを染色できるためよい。
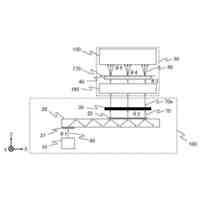
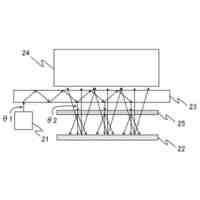
昇華染色は、ガラスや紙などの基板に昇華性染料含有インクを塗布し、塗布面とプラスチックレンズの被染色面(裏面及び表面のいずれか一方)を離間してプラスチックレンズの下方に対向して配置させ、基板を加熱することにより昇華性染料を昇華させてプラスチックレンズの被染色面に染色する染色方法である。
昇華染色に用いる染料(昇華性染料)は、加熱により昇華する性質を有すれば特に制限はない。公知の市販の昇華性染料を用いることができる。また、プラスチックレンズに均一に染色させるために、染料の添加剤として界面活性剤、保湿剤、有機溶媒、粘度調整剤、pH調整剤、バインダーなどを含有させることがよい。
また、手段9では、前記着色面への染色は染色液への浸漬で実行されるようにした。
の方法であれば簡単な設備で容易にかつ時間をかけずに着色することができるためよい。また、レンズを浸漬させればレンズの裏面及び表面とも同時に着色できるため、片面ずつ着色する昇華染色よりも作業効率がよい。また、レンズ保持具を用いてレンズの裏面及び表面のいずれか一方のみを浸漬させることもできる。浸漬染料液の温度及び浸漬時間はプラスチックレンズの素材や所望する染色濃度等に応じて適宜選択可能である。
【0009】
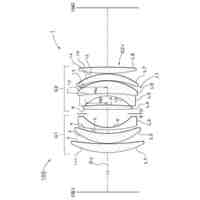
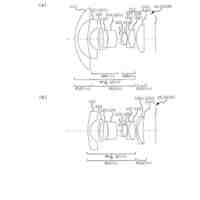
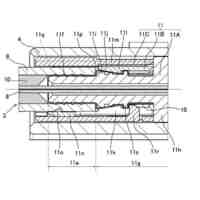
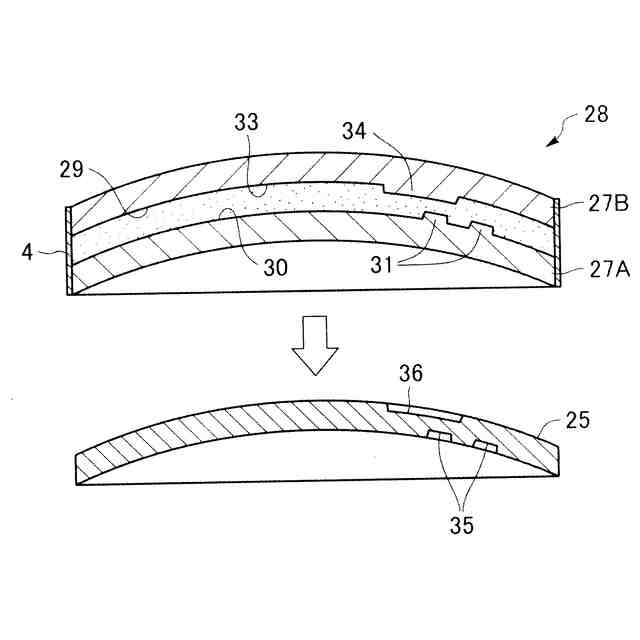
また、手段10では、前記レンズの前記凹部を前記凹部に対応する凸部を有するモールドによって成形するようにした。
モールドによってレンズを成形するのであれば、一品製作にならず同じ形状の凹部を備えたレンズを繰り返し製造することができる。モールドによる成形は一般に成形されるレンズ形状の表面と裏面を成形するための対向配置される2つのモールド(第1のモールドと第2のモールド)を対向状態に保持し、内部にレンズ用のプラスチックを充填して硬化させた後、モールドを離型させてプラスチックレンズを得るようにする。このようにしてキャストフィニッシュレンズ(いわゆる丸レンズ、玉型加工前のレンズ)又はセミフィニッシュレンズ(凹面側を加工して度付きレンズとするための丸レレンズの前駆体となる厚レンズ)を得ることができる。
モールドの素材としてはガラスや合金等が一般的である。レンズ成形用の成形材料としては、一般的にはモノマーと称する熱硬化性プラスチックを使用することがよい。熱硬化性プラスチックとしては例えばアリル系、ウレタン系、チオウレタン系,エピスルフィド系のプラスチックが挙げられる。また、ポリカーボネートのような熱可塑性プラスチックを使用することもよい。 熱硬化性プラスチックを硬化させるために熱、光又はマイクロ波のエネルギーを受動させて重合硬化させる。熱可塑性プラスチックでは熱で溶融させたプラスチックを注入することとなる。
モールドへの凸部の形成は、例えばエッチング処理によって実行することがよい。手法としては科学反応を利用するウェットエッチングとガスまたはプラズマを使用するドライエッチングがあり、どちらも使用可能である。ウェットエッチングを例にとって説明すれば、まずモールドの凸部を形成するレンズ面に対して模様となる凸部が描かれるようにエッチング処理されないレジストを塗布し、レジストを塗布した部分以外を溶剤との化学反応で分解(腐食)させて除去するようにする。これによってレンズ面凸部が形成されることとなる。ウェットエッチング用の溶剤としては、例えばフッ酸、硝酸、フッ酸と硝酸との混酸、熱リン酸等を用いることがよい。レジストとしては公知の市販されているレジスト剤を使用できる。例えばゴム系樹脂を主原料にしたレジスト剤を使用することがよい。
【0010】
また、手段11では、前記レンズの前記凹部をレーザー加工によって形成するようにした。
モールドを使用せずプラスチックレンズにエキシマレーザーやUVレーザーのような微細な加工が可能な加工機を使用してレンズ面に模様となる凹部を直接形成する場合である。モールドを使用する場合よりもデザインの自由度が高く複雑な模様を形成することも可能である。
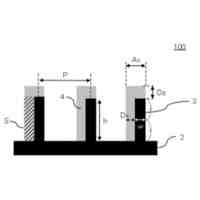
また、手段12では、前記レンズの前記凹部の深さは20μm以上であるようにした。
研磨においてプラスチックレンズに染色した着色面分がなくなる程度の厚みは一般に20μm程度となるため、凹部の深さを20μm以上とすることで研磨工程で凹部が消失することが防止できる。
また、このように染色したレンズにはハードコート膜(層)を設けることがよい。ハードコート膜は例えばコート用のハードコート液に浸漬あるいは塗布等し、その後公知の方法にて溶媒を蒸発させて形成させることが一般的である。ハードコート膜は、特にオルガノシロキサン系樹脂と無機酸化物微粒子から構成されることが好ましい。そのためのハードコート液は水又はアルコール系の溶媒にオルガノシロキサン系樹脂と無機酸化物微粒子ゾルを分散(混合)させて調整される。
また、このように染色したレンズハードコート膜の上には反射防止膜を設けることがよい。反射防止膜は公知の蒸着法やイオンスパッタリング法等により形成することがよい。反射防止層は、光学理論に基づいた多層構造膜が採用される。膜材料としては、SiO、SiO
2
、Al
2
O
3
、Y
2
O
3
、Yb
2
O
3
、CeO
2
、ZrO
2
、Ta
2
O
5
、TiO
2
、など一般的な無機酸化物を使用することができる。反射防止膜は特性の異なるこれらを材料とした薄膜を周知の手段(例えば蒸着)により定石に従って順に低屈折率層と高屈折率層を蒸着して形成される。最上層には低屈折率層が配置されることがよい。
上述の各手段に示した発明は、任意に組み合わせることができる。例えば、手段1に示した発明の全てまたは一部の構成に手段2以降の少なくとも1つの発明の少なくとも一部の構成を加える構成としてもよい。特に、手段1に示した発明に、手段2以降の少なくとも1つの発明の少なくとも一部の構成を加えた発明とするとよい。また、手段1から手段13に示した発明から任意の構成を抽出し、抽出された構成を組み合わせてもよい。本願の出願人は、これらの構成を含む発明について権利を取得する意思を有する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
姿勢矯正メガネ
9日前
株式会社ハセガワ
眼鏡
4日前
シャープ株式会社
表示装置
4日前
株式会社コシナ
大口径撮像レンズ
24日前
HOYA株式会社
光インテグレータ
16日前
個人
化粧用補助部材
16日前
日本精機株式会社
ヘッドアップディスプレイ装置
1か月前
新光電気工業株式会社
光導波路装置
4日前
株式会社ニコン
光学系及び光学機器
9日前
新光電気工業株式会社
光導波路装置
23日前
東レ株式会社
プラスチックマルチコア光ファイバ
1か月前
興和株式会社
光学素子、及び光学設計方法
1か月前
キヤノン株式会社
画像表示装置
23日前
キヤノン株式会社
画像表示装置
23日前
日本放送協会
磁壁移動型空間光変調器
10日前
三菱電機株式会社
高出力レーザ用反射ミラー
2日前
東レエンジニアリング株式会社
レーザ強度調節方法
9日前
日東電工株式会社
偏光板
10日前
大日本印刷株式会社
空中映像表示装置
1か月前
矢崎総業株式会社
車両用表示装置
29日前
株式会社NTTドコモ
表示装置
17日前
マクセル株式会社
空中浮遊映像表示装置
2日前
キヤノン株式会社
光学系および撮像装置
29日前
株式会社三栄コンサルタント
底樋内部観察装置
10日前
矢崎総業株式会社
光コネクタ用固定部材
2日前
キヤノン株式会社
撮像装置
24日前
個人
フッ素含有非晶質炭素膜、及びその製造方法
1か月前
キヤノン株式会社
光学素子および光学装置
23日前
怡利電子工業股ふん有限公司
拡大表示装置
2日前
日亜化学工業株式会社
光学部材、光源モジュール
9日前
日亜化学工業株式会社
波長変換部材
29日前
富士フイルム株式会社
撮像装置
16日前
キヤノン株式会社
光学系および画像表示装置
17日前
株式会社トクヤマ
光学積層シート、光学物品、レンズ、及び眼鏡
3日前
株式会社クラレ
逆波長分散性光学フィルムとその製造方法
9日前
キヤノン株式会社
撮像装置およびその制御方法
9日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ