TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024130258
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023039885
出願日
2023-03-14
発明の名称
シートの処理装置
出願人
キヤノン株式会社
代理人
弁理士法人大塚国際特許事務所
主分類
B65H
37/00 20060101AFI20240920BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】シートの処理装置の生産性の低下を抑える。
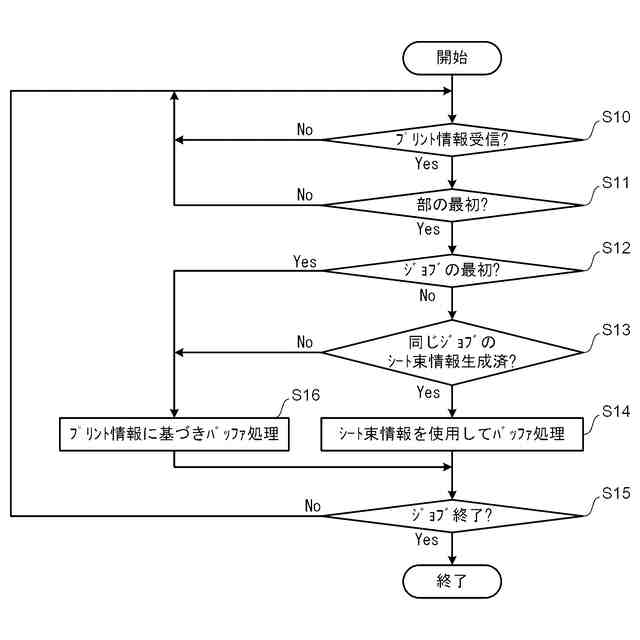
【解決手段】シートの処理装置は、前記処理装置に搬送されてきたシートのバッファ処理を行うバッファ部と、前記バッファ部の下流側において、複数のシートを含むシート束に対する後処理を行う後処理部と、前記バッファ処理を制御し、かつ、前記シートの第1情報に基づき前記後処理部での前記後処理を制御する制御手段と、を備え、前記制御手段は、第1シート束より前に前記後処理を行った第2シート束の枚数に基づき、前記第1シート束を構成する複数の第1シートに対して行う前記バッファ処理を制御する。
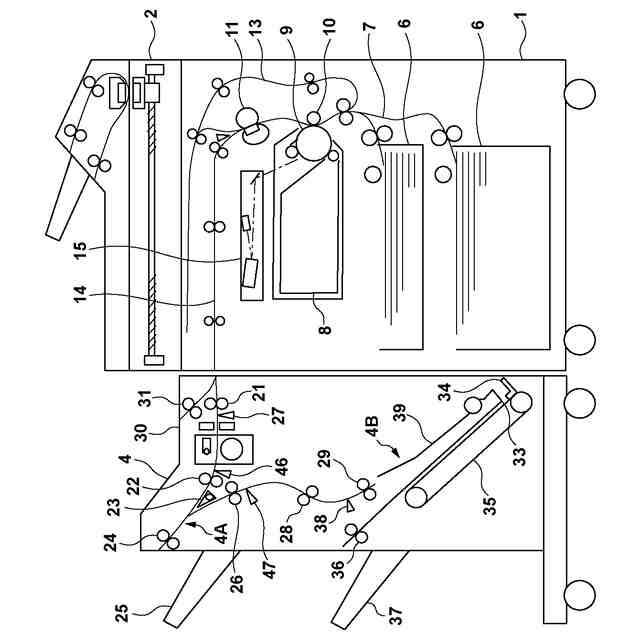
【選択図】図7
特許請求の範囲
【請求項1】
シートの処理装置であって、
前記処理装置に搬送されてきたシートのバッファ処理を行うバッファ部と、
前記バッファ部の下流側において、複数のシートを含むシート束に対する後処理を行う後処理部と、
前記バッファ処理を制御し、かつ、前記シートの第1情報に基づき前記後処理部での前記後処理を制御する制御手段と、
を備え、
前記制御手段は、第1シート束より前に前記後処理を行った第2シート束の枚数に基づき、前記第1シート束を構成する複数の第1シートに対して行う前記バッファ処理を制御する、処理装置。
続きを表示(約 1,100 文字)
【請求項2】
前記制御手段は、前記第2シート束の枚数に基づき、前記複数の第1シートに対して行う前記バッファ処理の回数を決定する、請求項1に記載の処理装置。
【請求項3】
前記制御手段は、前記第2シート束の枚数に基づき、前記決定した回数それぞれの前記バッファ処理においてバッファする第1シートの枚数を決定する、請求項2に記載の処理装置。
【請求項4】
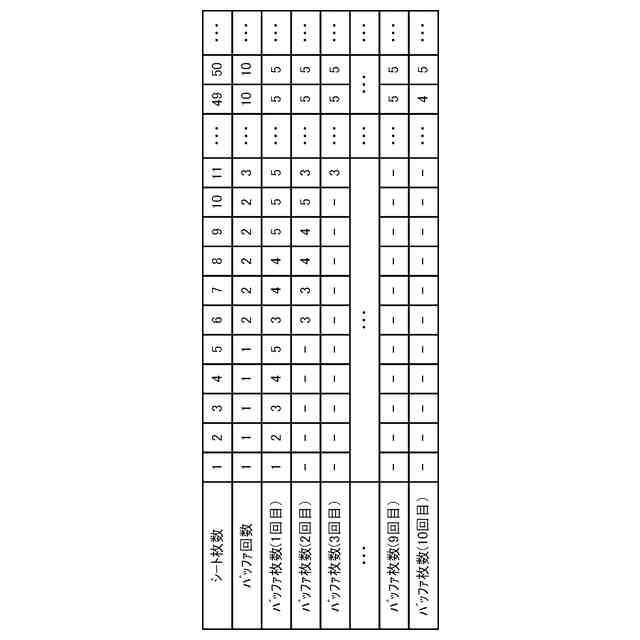
前記制御手段は、シート束に含まれる前記シートの枚数と、前記バッファ処理を行う回数と、当該回数それぞれの前記バッファ処理においてバッファする前記シートの枚数と、の関係を示す判定情報を保持しており、前記第2シート束の枚数と前記判定情報とに基づき、前記複数の第1シートに対して行う前記バッファ処理の回数と、当該回数それぞれの前記バッファ処理においてバッファする前記第1シートの枚数を決定する、請求項3に記載の処理装置。
【請求項5】
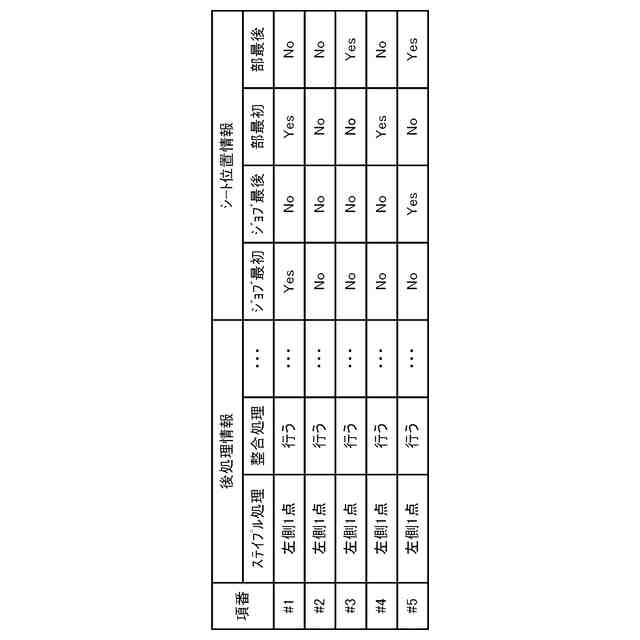
前記シートの前記第1情報は、前記シートを含むシート束に対して行われる前記後処理の種別と、前記シートが前記シート束の最初のシートであるか、最後のシートであるか、最初のシートでも最後のシートでもないかを示し、
前記制御手段は、前記複数の第1シートに対する前記バッファ処理を開始する際に前記第2シート束の枚数を示す情報を取得できない場合、順に受信する前記複数の第1シートそれぞれの前記第1情報に基づき、前記複数の第1シートに対する前記バッファ処理を制御する、請求項1に記載の処理装置。
【請求項6】
前記処理装置に搬送されてきた前記シートは、画像形成装置によって画像が形成されたシートである、請求項1に記載の処理装置。
【請求項7】
前記制御手段は、ジョブに従い1つ以上のシート束に対する前記後処理を制御し、
前記第2シート束は、前記第1シート束と同じジョブで前記後処理が行われたシート束である、請求項1から6のいずれか1項に記載の処理装置。
【請求項8】
前記制御手段は、ジョブに従い1つ以上のシート束に対する前記後処理を制御し、
前記第2シート束は、前記第1シート束の第1ジョブより前の第2ジョブで前記後処理が行われたシート束である、請求項1から6のいずれか1項に記載の処理装置。
【請求項9】
前記第2シート束は、前記第1シート束に対して行う前記後処理と同じ前記後処理が行われたシート束である、請求項8に記載の処理装置。
【請求項10】
前記第2シート束は、前記第1シート束に対して行う前記後処理と同じ種別の前記後処理が行われたシート束である、請求項8に記載の処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のシートを含むシート束に対する処理を行う処理装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
画像形成装置と、当該画像形成装置によって画像が形成されたシートの後処理を行う処理装置と、を備えた画像形成システムが使用されている。後処理は、例えば、複数のシートで構成されるシート束に対する、整合処理と、パンチ処理と、ステイプル処理と、接着処理と、製本処理と、の内の1つ以上を含み得る。特許文献1は、シートの製本処理を行う処理装置を開示している。
【0003】
画像形成システムは、処理装置の後処理部においてシート束の後処理を行っている間、後続するシートが後処理部に入らない様にシートの搬送を制御する。後処理部が後処理を行っている間に後続するシートが後処理部に入らない様にするため、後処理部の上流側に複数のシートを一時的にバッファ(保持)するバッファ部を設けた処理装置が使用されている。バッファ部でバッファ可能なシートの枚数を多くする程、より長い後処理時間に対応することができるが、処理装置のサイズが大きくなる。したがって、バッファ部でバッファ可能なシートの最大枚数は、必要な後処理時間や、処理装置に許容されるサイズ等を考慮して決定される。
【先行技術文献】
【特許文献】
【0004】
特開2004-209858号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
処理装置は、画像形成システムの制御部から通知されるシートのプリント情報に基づき、シートの搬送処理、バッファ処理及び後処理等を制御する。プリント情報は、シートの種別、シートのサイズ、シートの搬送速度、後処理の有無、後処理を行う場合には後処理の種別及び後処理におけるシート位置(例えば、シート束における先頭や末尾等)等を示す情報を含む。シートのプリント情報は、当該シートが処理装置に送り込まれる直前に処理装置に通知される場合がある。そのため、処理装置は、最適なバッファ処理を行えない可能性がある。
【0006】
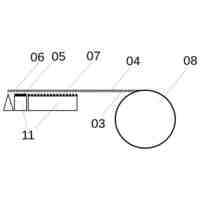
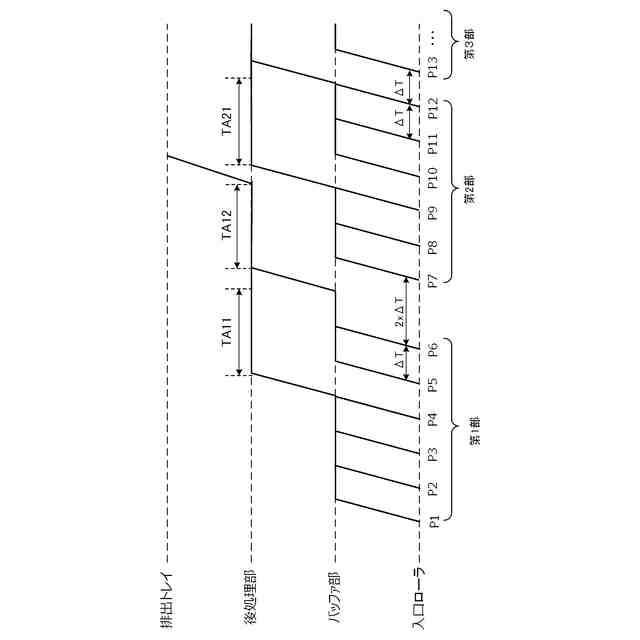
図11は、6枚のシート束を1つの"部"として、複数の部に対する後処理を実行する場合のタイミングチャートを示している。なお、バッファ部がバッファできるシートの最大枚数を5枚とし、後処理時間を確保するために必要なバッファ部によるシートのバッファ枚数を3枚としている。図11に示す様に、第1部は、シートP1~シートP6の6枚のシートで構成され、シートP1~シートP6の順で処理装置に搬送されてくる。シートP6に続いて、第2部を構成するシートP7~シートP12が、シートP7~シートP12の順で処理装置に搬送されてくる。その後、第3部を構成するシートP13以降が、順に、処理装置に搬送されてくる。なお、図11において、"入口ローラ"は、処理装置の入り口にある搬送ローラである。また、"排出トレイ"は、後処理されたシート束の排出先である。図11の横軸は時間であり、縦軸は処理装置におけるシート位置である。なお、図11では、シートの搬送速度を一定としているが、可変であっても良い。
【0007】
図11によると、時刻t1において、バッファ部は、シートP1~シートP3をバッファしている。この時点において、処理装置は、シートP4のプリント情報を受信済であるが、シートP5以降のプリント情報を受信していないものとする。図11において、処理装置は、シートP5の搬送を期待してシートP4をさらにバッファすると判定している。時刻t2において、バッファ部は、シートP1~シートP4をバッファしている。ここで、時刻t2において、処理装置は、シートP5及びシートP6のプリント情報を受信済であるものとする。処理装置は、シートP5のプリント情報に基づきシートP5がシート束の最後のシートではない判定できる。バッファ部でバッファできる最大枚数は5であり、バッファ部において後処理を行う1つのシート束の総てをバッファできないため、図11において、処理装置は、時刻t2からシートP1~シートP4を後処理部に向けて搬送している。後処理部は、シートP1~シートP4に対する整合処理を期間TA11において行う。
【0008】
処理装置は、シートP6がバッファ部に搬送された後、シートP1~シートP4に対する整合処理の完了を待って、シートP5及びシートP6を後処理部に搬送する。処理装置は、シートP5及びシートP6が後処理部に搬送されると、シートP1~シートP6に対する整合処理及びステイプル処理を期間TA12において行う。ステイプル処理された第1部のシート束は、その後、排出トレイに排出される。処理装置は、バッファ部にバッファされているシートP5及びシートP6が後処理部に搬送されるまで、第2部の先頭のシートP7をバッファ部に搬送することができない。このため、図11に示す様に、画像形成システムは、シートP7を処理装置に搬送するタイミングを遅らせる。具体的には、シートP1~シートP6までの処理装置へのシートの搬送間隔はΔTであるが、シートP6とシートP7との搬送間隔は、2×ΔTとなる。これにより、画像形成システムの生産性が低下する。第2部の最後のシートP12と、第3部の最初のシートP13との搬送間隔も同様に2×ΔTとなっている。
【0009】
本発明は、シートの処理装置の生産性の低下を抑えることができる技術を提供するものである。
【課題を解決するための手段】
【0010】
本発明の一態様によると、シートの処理装置は、前記処理装置に搬送されてきたシートのバッファ処理を行うバッファ部と、前記バッファ部の下流側において、複数のシートを含むシート束に対する後処理を行う後処理部と、前記バッファ処理を制御し、かつ、前記シートの第1情報に基づき前記後処理部での前記後処理を制御する制御手段と、を備え、前記制御手段は、第1シート束より前に前記後処理を行った第2シート束の枚数に基づき、前記第1シート束を構成する複数の第1シートに対して行う前記バッファ処理を制御する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
包装体
今日
個人
構造体
6か月前
個人
収納用具
3か月前
個人
物品収納具
3か月前
個人
半蓋半箱筒
9か月前
個人
折り畳み製品
11か月前
個人
ダンボール宝箱
6日前
個人
掃除楽々ゴミ箱
4か月前
個人
段ボール用キリ
12か月前
個人
テープホルダー
10か月前
個人
開封用カッター
5か月前
個人
「即時結束具」
11か月前
個人
圧縮収納袋
10日前
個人
パウチ容器
6か月前
個人
チャック付き袋体
5か月前
個人
爪楊枝流通セット
10か月前
個人
折りたたみコップ
6か月前
個人
コード長さ調整器
10か月前
個人
粘着テープカッタ
11か月前
三甲株式会社
容器
2か月前
個人
粘着テープ剥がし具
28日前
個人
チャック付き保存袋
5か月前
三甲株式会社
容器
8か月前
株式会社KY7
封止装置
10か月前
三甲株式会社
容器
9か月前
個人
プラスチックバッグ
7か月前
個人
粘着テープ剥がし具
4か月前
株式会社イシダ
箱詰装置
2か月前
積水樹脂株式会社
接着剤
4か月前
個人
開口しやすいレジ袋
7か月前
三甲株式会社
容器
12か月前
三甲株式会社
容器
8か月前
個人
伸縮するゴミ収納器
6か月前
三甲株式会社
容器
8か月前
個人
穿孔紐通し結束器具
8か月前
三甲株式会社
容器
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ