TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024121847
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2023029041
出願日
2023-02-28
発明の名称
油井用金属管及びその油井用金属管の潤滑被膜層を形成するための組成物
出願人
日本製鉄株式会社
,
バローレック・オイル・アンド・ガス・フランス
代理人
アセンド弁理士法人
主分類
F16L
15/04 20060101AFI20240902BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】優れた耐焼付き性と優れたハイトルク性能とを有する油井用金属管を提供する。
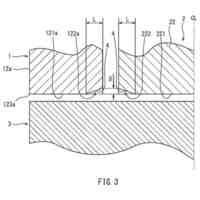
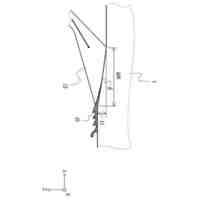
【解決手段】本開示による油井用金属管(1)は、第1端部(10A)と第2端部(10B)とを含む管本体(10)を備える。管本体(10)は、第1端部(10A)に形成されているピン(40)と、第2端部(10B)に形成されているボックス(50)とを含む。ピン(40)は、雄ねじ部(41)を含むピン接触表面(400)を含み、ボックス(50)は、雌ねじ部(51)を含むボックス接触表面(500)を含む。油井用金属管(1)はさらに、ピン接触表面(400)及びボックス接触表面(500)の少なくとも一方の上又は上方に潤滑被膜層(100)を備える。潤滑被膜層(100)は、ZrO
2
と、金属石鹸と、ワックスと、塩基性芳香族有機酸金属塩と、を含有する。
【選択図】図2
特許請求の範囲
【請求項1】
油井用金属管であって、
第1端部と第2端部とを含む管本体を備え、
前記管本体は、
前記第1端部に形成されているピンと、
前記第2端部に形成されているボックスと、を含み、
前記ピンは、
雄ねじ部を含むピン接触表面を含み、
前記ボックスは、
雌ねじ部を含むボックス接触表面を含み、
前記油井用金属管はさらに、
前記ピン接触表面及び前記ボックス接触表面の少なくとも一方の上又は上方に潤滑被膜層を備え、
前記潤滑被膜層は、
ZrO
2
と、
金属石鹸と、
ワックスと、
塩基性芳香族有機酸金属塩と、を含有する、
油井用金属管。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の油井用金属管であって、
前記潤滑被膜層は、
前記ZrO
2
と、前記金属石鹸と、前記ワックスと、前記塩基性芳香族有機酸金属塩と、潤滑性粉末との含有量の合計を100質量%とした場合、
ZrO
2
:0.2~8.0%、
金属石鹸:2~30%、
ワックス:2~30%、
塩基性芳香族有機酸金属塩:12.0~80.0%、及び、
潤滑性粉末:0~20.0%、を含有する、
油井用金属管。
【請求項3】
請求項2に記載の油井用金属管であって、
前記潤滑被膜層は、
潤滑性粉末:0.1~20.0%、を含有する、
油井用金属管。
【請求項4】
請求項1に記載の油井用金属管であって、
前記油井用金属管はさらに、
前記ピン接触表面及び前記ボックス接触表面の少なくとも一方と、前記潤滑被膜層との間に配置される、金属めっき層を備える、
油井用金属管。
【請求項5】
請求項4に記載の油井用金属管であって、
前記油井用金属管のうち、前記金属めっき層が上又は上方に配置される前記ピン接触表面及び前記ボックス接触表面の少なくとも一方は、
ブラスト処理された面又は酸洗された面である、
油井用金属管。
【請求項6】
請求項1に記載の油井用金属管であって、
前記油井用金属管はさらに、
前記ピン接触表面及び前記ボックス接触表面の少なくとも一方と、前記潤滑被膜層との間に配置され、前記潤滑被膜層と接触する面を有する化成処理層を備える、
油井用金属管。
【請求項7】
請求項1に記載の油井用金属管であって、
前記ピン接触表面はさらに、
ピンシール面及びピンショルダー面を含み、
前記ボックス接触表面はさらに、
ボックスシール面及びボックスショルダー面を含む、
油井用金属管。
【請求項8】
請求項1~請求項7に記載の油井用金属管が備える前記潤滑被膜層を形成するための組成物であって、
ZrO
2
と、
金属石鹸と、
ワックスと、
塩基性芳香族有機酸金属塩と、を含有する、
組成物。
【請求項9】
請求項8に記載の組成物であって、
前記組成物はさらに、
潤滑性粉末を含有する、
組成物。
【請求項10】
請求項8に記載の組成物であって、
前記組成物はさらに、
揮発性有機溶剤を含有する、
組成物。
発明の詳細な説明
【技術分野】
【0001】
本開示は、油井用金属管及びその油井用金属管の潤滑被膜層を形成するための組成物に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
油井やガス井(以下、油井及びガス井を総称して、単に「油井」という)には、油井用金属管が使用される。油井採掘地において、油井の深さに応じて、複数の油井用金属管を連結して、ケーシングやチュービングに代表される油井管連結体を形成する。そのため、油井用金属管の管本体には、ねじ継手(ピン及びボックス)が形成されている。本明細書において管本体とは、機械加工等により、端部にピン及びボックスを形成した管体(中空管)を意味する。すなわち、油井管連結体は、油井用金属管の管本体の端部に形成されたピンと、他の油井用金属管の管本体の端部に形成されたボックスとをねじ締めして、連結することにより形成される。
【0003】
ここで、ピンは、管本体の一方の端部の外周面に、雄ねじ部を含むピン接触表面を有する。ボックスは、油井用金属管の管本体のうち、ピンが形成されていない端部の内周面に、雌ねじ部を含むボックス接触表面を有する。本明細書において、雄ねじ部と雌ねじ部とを総称して、「ねじ部」ともいう。本明細書において、ピン接触表面とボックス接触表面とを総称して、「接触表面」ともいう。なお、ピン接触表面はさらに、ピンシール面とピンショルダー面とを含む、ピンねじ無し金属接触部を含む場合がある。同様に、ボックス接触表面はさらに、ボックスシール面とボックスショルダー面とを含む、ボックスねじ無し金属接触部を含む場合がある。以下、ピンねじ無し金属接触部とボックスねじ無し金属接触部とを総称して、「ねじ無し金属接触部」ともいう。つまり、管本体のうち接触表面は、ねじ部のみを含んでいてもよく、ねじ部とねじ無し金属接触部とを含んでいてもよい。
【0004】
ところで、形成された油井管連結体に対して、検査を実施する場合がある。検査を実施する場合、油井管連結体が引き上げられ、ピンとボックスとがねじ戻しされる。そして、ねじ戻しにより油井管連結体から油井用金属管が取り外され、検査される。検査後、ピンとボックスとが再びねじ締めされ、油井用金属管が油井管連結体の一部として再度利用される。このように、油井用金属管を油井管連結体として使用する際、ピンとボックスとのねじ締め及びねじ戻しが繰り返される場合がある。
【0005】
一方、ピンとボックスとがねじ締めやねじ戻しされる際、接触表面(ピン接触表面及びボックス接触表面)は、強い摩擦を繰り返し受ける。そのため、ピン及びボックスのねじ締め及びねじ戻しを繰り返した場合、接触表面にはゴーリング(修復不可能な焼付き)が発生しやすい。したがって、油井用金属管には、摩擦に対する十分な耐久性、すなわち、優れた耐焼付き性が求められる。
【0006】
従来、油井用金属管の耐焼付き性を向上するために、ドープと呼ばれる重金属粉入りのコンパウンドグリスが使用されてきた。接触表面にコンパウンドグリスを塗布することで、油井用金属管の耐焼付き性を改善できる。しかしながら、コンパウンドグリスに含まれるPb、Zn及びCu等の重金属粉は、環境に悪影響を与える懸念がある。このため、コンパウンドグリスを使用せずに、優れた耐焼付き性を有する油井用金属管の開発が望まれている。
【0007】
油井用金属管の耐焼付き性を高める技術が、たとえば、特開2002-348587号公報(特許文献1)、及び、国際公開第2006/104251号(特許文献2)に提案されている。
【0008】
特許文献1に開示される油井用金属管は、ピン及びボックスのうち少なくとも一方の接触表面に、潤滑性粉末とバインダーとからなる固体潤滑被膜が形成されている。潤滑性粉末は、二硫化モリブデン粉末及び二硫化タングステン粉末から選んだ1種又は2種と黒鉛粉末とからなる。黒鉛粉末は潤滑性粉末の2~20質量%を占める。この油井用金属管は、優れた耐焼付き性を得られる、と特許文献1に開示されている。
【0009】
特許文献2に開示される油井用金属管は、ピン及びボックスのうち少なくとも一方の接触表面に、粘稠液体又は半固体の潤滑被膜と、その上に形成された乾燥固体被膜とが形成されている。この油井用金属管は、コンパウンドグリスを使用せずに、優れた耐焼付き性を得られる、と特許文献2に開示されている。
【先行技術文献】
【特許文献】
【0010】
特開2002-348587号公報
国際公開第2006/104251号
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
4日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
棒状部材
25日前
日本製鉄株式会社
継目無鋼管
4日前
日本製鉄株式会社
杭基礎構造
24日前
日本製鉄株式会社
継目無鋼管
4日前
日本製鉄株式会社
クレビス継手
25日前
日本製鉄株式会社
溶鋼の製造方法
25日前
日本製鉄株式会社
高炉の操業方法
20日前
日本製鉄株式会社
溶銑の脱硫方法
17日前
日本製鉄株式会社
溶銑の脱硫方法
17日前
日本製鉄株式会社
電気炉の操業方法
17日前
日本製鉄株式会社
鋼の連続鋳造方法
24日前
日本製鉄株式会社
電気炉の操業方法
17日前
日本製鉄株式会社
製鋼炉の操業方法
24日前
日本製鉄株式会社
銑鉄の割裂切断工法
20日前
日本製鉄株式会社
高炉炉底部冷却構造
4日前
日本製鉄株式会社
軸圧潰衝撃吸収部材
17日前
日本製鉄株式会社
溶鋼の脱窒処理方法
17日前
日本製鉄株式会社
測定装置及び測定方法
24日前
日本製鉄株式会社
鋼板およびその製造方法
11日前
日本製鉄株式会社
制御装置および制御方法
17日前
日本製鉄株式会社
鋼板およびその製造方法
11日前
日本製鉄株式会社
鋼板およびその製造方法
11日前
日本製鉄株式会社
溶削装置、及び溶削方法
25日前
日本製鉄株式会社
溶削方法、及び溶削装置
25日前
日本製鉄株式会社
成形性に優れた高強度嵌合用鋼管
12日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
5日前
日鉄環境株式会社
廃水の処理方法
5日前
日本製鉄株式会社
焼結原料の装入方法及びその装入装置
6日前
日本製鉄株式会社
ローラ矯正方法及び金属板の製造方法
19日前
日本製鉄株式会社
表面形状推定装置及び表面形状推定方法
25日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ