TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024119680
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026755
出願日
2023-02-22
発明の名称
表面性状検査装置及び表面性状検査方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
G01N
21/954 20060101AFI20240827BHJP(測定;試験)
要約
【課題】模様きずを検出することができる表面性状検査装置を提供する。
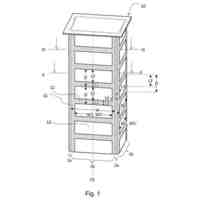
【解決手段】表面性状検査装置は、電縫管の内面で管軸方向に延びる検査領域に対向し、管軸方向に沿って移動可能な筐体と、筐体によって検査領域から抽出された対象領域の法線方向の位置に保持され、対象領域を全周に亘る方向から照明する照明部と、照明部で照明された対象領域を含む領域を撮像して、撮像画像を生成する撮像部と、電縫管の内面の表面性状を検査する検査部とを有する。検査領域は、鋼板を電縫管に加工する際に溶接が行われた溶接部と対向し、溶接部に生じる溶接ビードを切断する際の切削工具を保持するローラと接触した領域であり、電縫管の内面との間に高さの差がなく特定の方向からしか反射光を観測できない模様きずが発生している可能性がある領域である。検査部は、撮像画像に基づいて、対象領域に模様きずがあるか否かを判定する。
【選択図】図1
特許請求の範囲
【請求項1】
電縫管の内面の表面性状を検査する表面性状検査装置であって、
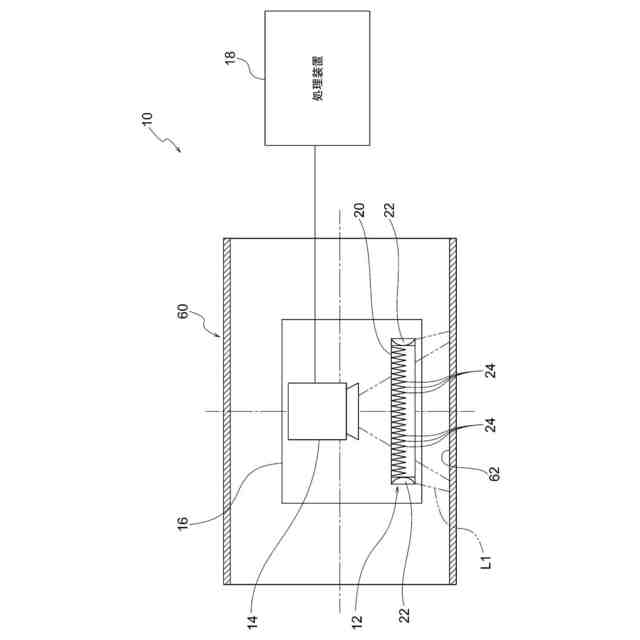
前記電縫管の内面で前記電縫管の管軸方向に延びる検査領域に、一定の距離を開けて対向し、前記一定の距離を保ちながら前記電縫管の管軸方向に沿って相対的に移動可能な筐体と、
前記筐体によって前記検査領域から抽出された対象領域の法線方向の位置に保持され、前記対象領域を全周に亘る方向から照明する照明部と、
前記筐体によって前記対象領域の法線方向の位置に保持され、少なくとも前記照明部で照明された前記対象領域を含む領域を撮像して、撮像画像を生成する撮像部と、
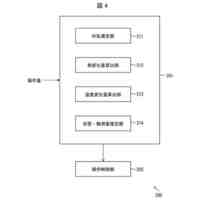
前記撮像画像に基づいて、前記電縫管の内面の表面性状を検査する検査部と、
を有し、
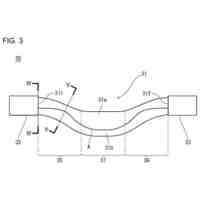
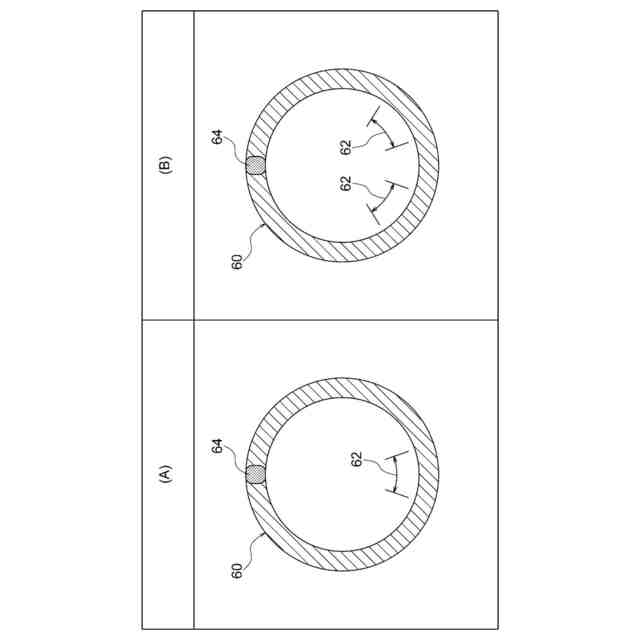
前記検査領域は、前記電縫管の内面で、鋼板を前記電縫管に加工する際に溶接が行われた溶接部と対向し、前記溶接部に生じる溶接ビードを切断する際の切削工具を保持するローラと接触した領域であり、前記電縫管の表面との間に高さの差がなく特定の方向からしか反射光を観測できない模様きずが発生している可能性がある領域であり、
前記対象領域は、前記筐体が相対的に移動する毎に、前記検査領域における前記筐体に対向する位置に設定される領域であり、
前記検査部は、前記撮像画像に基づいて、前記対象領域に前記模様きずがあるか否かを判定する、表面性状検査装置。
続きを表示(約 1,300 文字)
【請求項2】
前記照明部は、前記対象領域と対向する位置に配置された光拡散部材と、
前記光拡散部材の周方向に配列され、前記光拡散部材に向けて光を照射する複数の光源と、を有する、請求項1に記載の表面性状検査装置。
【請求項3】
前記照明部は、前記対象領域を覆うドーム状に配列され、前記対象領域に向けて光を照射する複数の光源を有する、請求項1に記載の表面性状検査装置。
【請求項4】
前記照明部は、前記対象領域を覆うドーム状に形成され、前記対象領域側の面が反射面である反射部材と、
前記反射部材の周方向に配列され、前記反射面に向けて光を照射する複数の光源と、を有する、請求項1に記載の表面性状検査装置。
【請求項5】
電縫管の内面の表面性状を検査する表面性状検査方法であって、
前記電縫管の内面で前記電縫管の管軸方向に延びる検査領域に、一定の距離を開けて対向する筐体を用い、前記筐体を前記一定の距離を保ちながら前記電縫管の管軸方向に沿って相対的に移動させる筐体移動ステップと、
前記筐体によって前記検査領域から抽出された対象領域の法線方向の位置に保持された照明部を用い、前記対象領域を全周に亘る方向から照明する照明ステップと、
前記筐体によって前記対象領域の法線方向の位置に保持された撮像部を用い、少なくとも前記照明部で照明された前記対象領域を含む領域を撮像して、撮像画像を生成する撮像ステップと、
前記撮像画像に基づいて、前記電縫管の内面の表面性状を検査する検査ステップと、
を有し、
前記検査領域は、前記電縫管の内面で、鋼板を前記電縫管に加工する際に溶接が行われた溶接部と対向し、前記溶接部に生じる溶接ビードを切断する際の切削工具を保持するローラと接触した領域であり、前記電縫管の表面との間に高さの差がなく特定の方向からしか反射光を観測できない模様きずが発生している可能性がある領域であり、
前記対象領域は、前記筐体が相対的に移動する毎に、前記検査領域における前記筐体に対向する位置に設定される領域であり、
前記検査ステップは、前記撮像画像に基づいて、前記対象領域に前記模様きずがあるか否かを判定する、表面性状検査方法。
【請求項6】
前記照明ステップにおいて、前記対象領域と対向する位置に配置された光拡散部材と、前記光拡散部材の周方向に配列され、前記光拡散部材に向けて光を照射する複数の光源とを有する照明部を用いる、請求項5に記載の表面性状検査方法。
【請求項7】
前記照明ステップにおいて、前記対象領域を覆うドーム状に配列され、前記対象領域に向けて光を照射する複数の光源を有する照明部を用いる、請求項5に記載の表面性状検査方法。
【請求項8】
前記照明ステップにおいて、前記対象領域を覆うドーム状に形成され、前記対象領域側の面が反射面である反射部材と、前記反射部材の周方向に配列され、前記反射面に向けて光を照射する複数の光源とを有する照明部を用いる、請求項5に記載の表面性状検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面性状検査装置及び表面性状検査方法に係り、詳しくは、撮像画像に基づいて電縫管の内面の表面性状を検査する表面性状検査装置及び表面性状検査方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
例えば、鋼管の内面を検査する鋼管内面検査では、鋼管の端から鋼管内部をのぞき込み、鋼管内部を直接目視する目視検査、又は、鋼管の端から挿入したカメラを用いた目視検査が実施される。このような鋼管内面検査では、検査員の技量に負う部分が大きく、きずの検出能に個人差が生じる。特に、鋼管の軸方向の深部については個人差が生じやすくなるが、鋼管の内面のきずが見逃されたまま鋼管が流出した場合、重大なクレームとなる虞がある。また、鋼管内面検査に超音波探傷検査又は渦電流探傷検査等が適用されることもあるが、鋼管の内面には、超音波探傷検査又は渦電流探傷検査等では検出が困難であるきずが発生している場合がある。
【0003】
そこで、光学的手段を用いた検査方法が提案されている。例えば、特許文献1に記載の検査方法では、同じ部位に予め定められた異なる2方向からタイミングを変えて交互に光を照射し、予め定められた異なる2方向から撮像することにより2つの撮像画像を取得し、2つの撮像画像を差分することにより、凹凸の無い無害な模様きずを消去しつつ、受光強度が変化する凹凸きずを抽出する。
【0004】
また、特許文献2に記載の検査方法では、撮像装置と対向する位置から円環状のレーザ光と円錐状の照明光とを照射し、レーザ光の乱反射光を撮像することにより得られた乱反射画像と、照明光の正反射光を撮像することにより得られた正反射画像とに基づいてきずを検出する。
【先行技術文献】
【特許文献】
【0005】
特開2016-224069号公報
特開2017-053790号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
対象物の表面に発生するきずには、対象物の表面の法線方向から観察した場合に、例えば凹凸きずのように、きずに深さがある(対象物の表面からの高さの差が大きい)ことで、きずに対する光の入射方向によらず、きずの存在を反射光として観察できるタイプのきずと、逆に、例えば模様きずのように、深さがなく(対象物の表面からの高さの差がなく平坦)、きずに対する光の入射方向によって、きずの存在を反射光として観察できたり観察できなかったりする(ほとんどの入射方向では観察できないが、ある特定の入射方向の場合のみ観察できる)タイプのきずとがある。
【0007】
しかしながら、特許文献1に記載の検査方法のように、予め定められた異なる2方向から光が交互に照射する技術では、(幅に対して比較的深い)深さがある(対象物の表面からの高さの差が大きい)タイプのきずであれば、一方の方向からの光の照射で、一方の方向からの光の照射方向から見てきずの凹みの手前側に影ができ、他方の方向からの光の照射で、他方の方向からの光の照射方向から見てきずの凹みの手前側に影ができるので、それらを画像化して差分を取れば、常に明るい表面に対し、きずの部分は相対的に暗く映ることから、きずを顕在化することが可能となる。一方で、模様きずのような深さがない(対象物の表面からの高さの差がなく平坦)タイプのきずであれば、2方向のどちらの光の照射であっても、きず部分は、きず以外の対象物の表面と同じように、明るく照明されるため、画像化して差分を取ったところで、きずは顕在化されず検出することができない。
【0008】
また、特許文献2に記載の検査方法のように、撮像装置と対向する位置から円環状のレーザ光と円錐状の照明光とを照射しても、特定の方向からしか反射光を観測できない模様きずを検出することができない場合がある。
【0009】
そこで、本発明は、模様きずを検出することができる表面性状検査装置及び表面性状検査方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1態様は、電縫管の内面の表面性状を検査する表面性状検査装置であって、前記電縫管の内面で前記電縫管の管軸方向に延びる検査領域に、一定の距離を開けて対向し、前記一定の距離を保ちながら前記電縫管の管軸方向に沿って相対的に移動可能な筐体と、前記筐体によって前記検査領域から抽出された対象領域の法線方向の位置に保持され、前記対象領域を全周に亘る方向から照明する照明部と、前記筐体によって前記対象領域の法線方向の位置に保持され、少なくとも前記照明部で照明された前記対象領域を含む領域を撮像して、撮像画像を生成する撮像部と、前記撮像画像に基づいて、前記電縫管の内面の表面性状を検査する検査部と、を有し、前記検査領域は、前記電縫管の内面で、鋼板を前記電縫管に加工する際に溶接が行われた溶接部と対向し、前記溶接部に生じる溶接ビードを切断する際の切削工具を保持するローラと接触した領域であり、前記電縫管の表面との間に高さの差がなく特定の方向からしか反射光を観測できない模様きずが発生している可能性がある領域であり、前記対象領域は、前記筐体が相対的に移動する毎に、前記検査領域における前記筐体に対向する位置に設定される領域であり、前記検査部は、前記撮像画像に基づいて、前記対象領域に前記模様きずがあるか否かを判定する、表面性状検査装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
3日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
棒状部材
24日前
日本製鉄株式会社
継目無鋼管
3日前
日本製鉄株式会社
杭基礎構造
23日前
日本製鉄株式会社
継目無鋼管
3日前
日本製鉄株式会社
クレビス継手
24日前
日本製鉄株式会社
溶鋼の製造方法
24日前
日本製鉄株式会社
溶銑の脱硫方法
16日前
日本製鉄株式会社
溶銑の脱硫方法
16日前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
電気炉の操業方法
16日前
日本製鉄株式会社
電気炉の操業方法
16日前
日本製鉄株式会社
鋼の連続鋳造方法
23日前
日本製鉄株式会社
覆砂材の製造方法
25日前
日本製鉄株式会社
製鋼炉の操業方法
23日前
日本製鉄株式会社
軸圧潰衝撃吸収部材
16日前
日本製鉄株式会社
溶鋼の脱窒処理方法
16日前
日本製鉄株式会社
高炉炉底部冷却構造
3日前
日本製鉄株式会社
銑鉄の割裂切断工法
19日前
日本製鉄株式会社
測定装置及び測定方法
23日前
日本製鉄株式会社
炭酸化スラグの製造方法
27日前
日本製鉄株式会社
溶削方法、及び溶削装置
24日前
日本製鉄株式会社
溶削装置、及び溶削方法
24日前
日本製鉄株式会社
鋼板およびその製造方法
10日前
日本製鉄株式会社
鋼板およびその製造方法
10日前
日本製鉄株式会社
鋼板およびその製造方法
10日前
日本製鉄株式会社
制御装置および制御方法
16日前
日本製鉄株式会社
制御装置および制御方法
27日前
日本製鉄株式会社
成形体の曲げ性の評価方法
25日前
日本製鉄株式会社
鉄道車両用の台車枠の側ばり
27日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ