TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024102660
公報種別
公開特許公報(A)
公開日
2024-07-31
出願番号
2023006699
出願日
2023-01-19
発明の名称
積層鉄心の製造方法及び装置
出願人
日本発條株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20060101AFI20240724BHJP(電力の発電,変換,配電)
要約
【課題】積層鉄心の端面相互の摺動による疵付きを抑制することが可能な積層鉄心の製造方法を提供する。
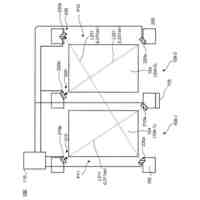
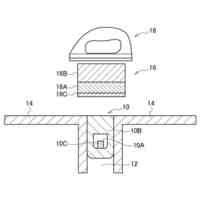
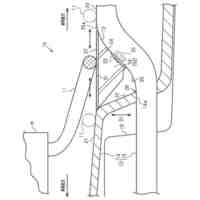
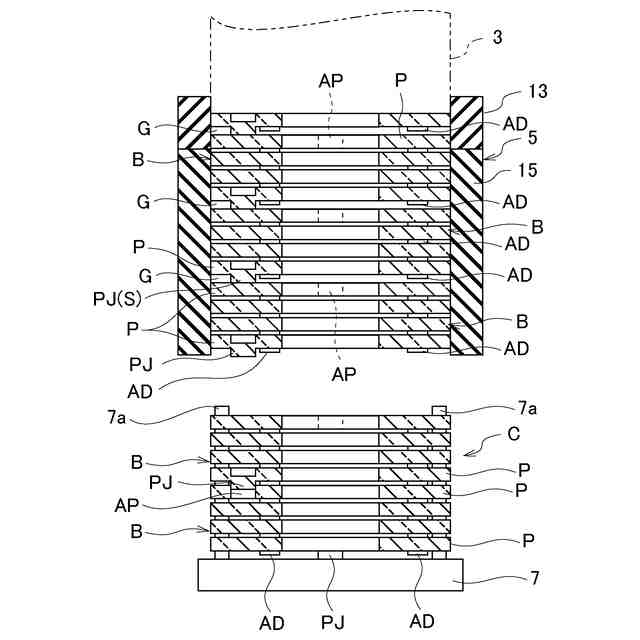
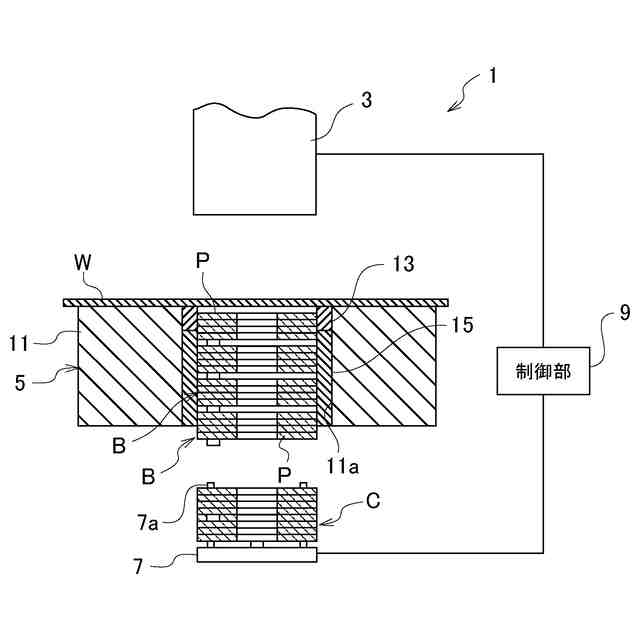
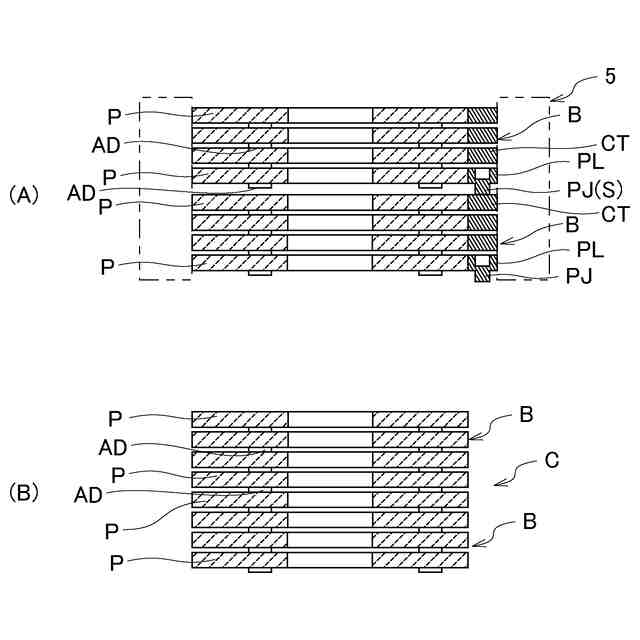
【解決手段】接着剤ADを有する磁性鋼板Wからパンチ3により鉄心片Pを順次ダイ5内に打ち抜いて保持することで、鉄心片Pが接着剤ADによって接着されつつ積層され、所定数の鉄心片P毎に隣接する鉄心片P間にスペーサーSを介在させ、所定数の鉄心片Pで形成されるブロックB間の接着剤ADによる接着を抑制し、隣接するブロックB間においてダイ5から抜けて後続のブロックBから分離した先行のブロックBを受け治具7上に支持し、ダイ5から抜けた後続のブロックBを先行のブロックB上にスペーサーSの介在なく積層することで、先行及び後続のブロックBを接着剤ADにより接着して積層鉄心Cを得る。
【選択図】図2
特許請求の範囲
【請求項1】
接着剤を有する磁性鋼板からパンチにより鉄心片を順次ダイ内に打ち抜いて保持することで、前記鉄心片が前記接着剤によって接着されつつ積層され、
所定数の鉄心片毎に隣接する鉄心片間にスペーサーを介在させ、前記所定数の鉄心片で形成されるブロック間の前記接着剤による接着を抑制し、
隣接するブロック間において前記ダイから抜けて後続のブロックから分離した先行のブロックを受け治具上に支持し、
前記ダイから抜けた前記後続のブロックを前記先行のブロック上に前記スペーサーの介在なく積層することで前記先行及び後続のブロックを前記接着剤により接着して積層鉄心を得る、
積層鉄心の製造方法。
続きを表示(約 2,400 文字)
【請求項2】
請求項1の積層鉄心の製造方法であって、
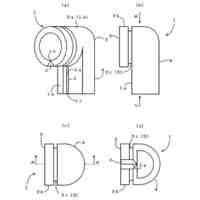
前記先行のブロック及び前記後続のブロックの一方は、少なくとも積層方向の一端を構成する鉄心片に凸部を備え、前記先行のブロック及び前記後続のブロックの他方は、少なくとも前記積層方向の他端を構成する鉄心片に隣接するブロック側の凸部を入れ込むための孔部を備え、
前記先行のブロック及び前記後続のブロックの前記凸部と前記孔部とが前記ダイ内において位相が異なり、前記凸部が前記スペーサーとして機能し、
前記後続のブロックを前記先行のブロック上に積層する際に前記ダイ又は前記受け治具を回転させて前記凸部及び前記孔部の位相を一致させ、前記凸部を前記孔部内に入れ込みつつ前記接着剤によって前記先行及び後続のブロック間を接着する、
積層鉄心の製造方法。
【請求項3】
請求項2の積層鉄心の製造方法であって、
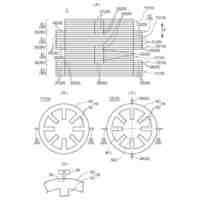
前記凸部及び前記孔部が、周方向に所定間隔毎に配置され、
前記先行及び後続のブロックが、前記回転によって位相をずらして積層され、
前記凸部及び前記孔部の配置角度が、前記ブロックの回転角度の非約数、且つ360°の約数である、
積層鉄心の製造方法。
【請求項4】
請求項2の積層鉄心の製造方法であって、
前記凸部及び前記孔部が、周方向に所定間隔毎に配置され、
前記先行及び後続のブロックが、前記回転によって位相をずらして積層され、
前記凸部及び前記孔部の配置角度が、前記ブロックの回転角度と一致し、
周方向に隣接する前記凸部及び前記孔部が異なる径の仮想円上に配置され、
前記回転前の前記先行及び後続のブロック間において、異なる仮想円上の前記凸部及び前記凹部の位相が一致する、
積層鉄心の製造方法。
【請求項5】
請求項1の積層鉄心の製造方法であって、
前記先行のブロック及び前記後続のブロックの一方は、少なくとも積層方向の一端を構成する鉄心片に凸部を保持し、
前記先行及び後続のブロックの一方の一端を構成する鉄心片の前記凸部が前記スペーサーとして機能し、
前記後続のブロックを前記先行のブロック上に積層する際に前記凸部を除去して前記接着剤によって前記先行及び後続のブロック間を接着する、
積層鉄心の製造方法。
【請求項6】
請求項5の積層鉄心の製造方法であって、
前記先行のブロック及び前記後続のブロックの他方は、少なくとも前記積層方向の他端を構成する鉄心片に隣接する前記先行のブロック及び前記後続のブロックの一方の凸部を当接させる当接部を保持し、
前記先行及び後続のブロックの一方の一端を構成する鉄心片の前記凸部が、同他方の他端を構成する鉄心片の前記当接部に当接して前記スペーサーとして機能し、
前記後続のブロックを前記先行のブロック上に積層する際に前記先行及び後続のブロックの前記凸部及び前記当接部を除去する、
積層鉄心の製造方法。
【請求項7】
接着剤を有する磁性鋼板から鉄心片を打ち抜くパンチと、
該パンチにより打ち抜かれた鉄心片を順次保持することで前記接着剤によって接着させつつ積層するダイと、
前記ダイから抜けた所定数の鉄心片からなるブロックを支持する受け治具とを備え、
前記所定数の鉄心片毎に隣接する鉄心片間にスペーサーを介在させ、前記所定数の鉄心片で形成されるブロック間の前記接着剤による接着を抑制し、
隣接するブロック間において前記ダイから抜けて後続のブロックから分離した先行のブロックを受け治具上に支持し、
前記ダイから抜けた前記後続のブロックを前記先行のブロック上に前記スペーサーの介在なく積層することで前記接着剤により接着して積層鉄心を得る、
積層鉄心の製造装置。
【請求項8】
請求項7の積層鉄心の製造装置であって、
前記先行のブロック及び前記後続のブロックの一方は、少なくとも積層方向の一端を構成する鉄心片に凸部を備え、前記先行のブロック及び前記後続のブロックの他方は、少なくとも前記積層方向の他端を構成する鉄心片に隣接するブロック側の凸部を入れ込むための孔部を備え、
前前記先行のブロック及び前記後続のブロックの前記凸部と前記孔部とが前記ダイ内において位相が異なり、前記凸部が前記スペーサーとして機能し、
前記後続のブロックを前記先行のブロック上に積層する際に前記ダイ又は前記受け治具を回転させて前記凸部及び前記孔部の位相を一致させ、前記凸部を前記孔部内に入れ込みつつ前記接着剤によって前記先行及び後続のブロック間を接着する、
積層鉄心の製造装置。
【請求項9】
請求項8の積層鉄心の製造装置であって、
前記凸部及び前記孔部が、周方向に所定間隔毎に配置され、
前記先行及び後続のブロックが、前記回転によって位相をずらして積層され、
前記凸部及び前記孔部の配置角度が、前記ブロックの回転角度の非約数、且つ360°の約数である、
積層鉄心の製造装置。
【請求項10】
請求項8の積層鉄心の製造装置であって、
前記凸部及び前記孔部が、周方向に所定間隔毎に配置され、
前記先行及び後続のブロックが、前記回転によって位相をずらして積層され、
前記凸部及び前記孔部の配置角度が、前記ブロックの回転角度と一致し、
周方向に隣接する前記凸部及び前記孔部が異なる径の仮想円上に配置され、
前記回転前の前記先行及び後続のブロック間において、異なる仮想円上の前記凸部及び前記凹部の位相が一致する、
積層鉄心の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、電動モーター等に供される積層鉄心の製造方法及び装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来の積層鉄心の製造方法としては、特許文献1に記載のものがある。
【0003】
この製造方法では、接着剤を有する磁性鋼板から鉄心片をパンチによりダイ内に打ち抜く。打ち抜かれた鉄心片は、順次接着剤によって接着されつつ積層されてダイ内に保持される。
【0004】
鉄心片は、所定数毎に表面に突起が形成されている。このため、所定数の鉄心片による積層鉄心を分離して得られるようにしている。得られた積層鉄心は、ダイから抜けたときに取り出される。
【0005】
かかる製造方法では、積層鉄心内の鉄心片の数が多くなると、積層鉄心がダイから完全に抜ける前に自重等によって鉄心片間に剥離が生じるおそれがあった。このため、積層鉄心の鉄心片の数に限界があった。
【先行技術文献】
【特許文献】
【0006】
特開2002-307636号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
解決しようとする問題点は、積層鉄心内の鉄心片の数によっては鉄心片間に剥離が生じるおそれがあり、鉄心片の数に限界があった点である。
【課題を解決するための手段】
【0008】
本発明は、接着剤を有する磁性鋼板からパンチにより鉄心片を順次ダイ内に打ち抜いて保持することで、前記鉄心片が前記接着剤によって接着されつつ積層され、所定数の鉄心片毎に隣接する鉄心片間にスペーサーを介在させ、前記所定数の鉄心片で形成されるブロック間の前記接着剤による接着を抑制し、隣接するブロック間において前記ダイから抜けて後続のブロックから分離した先行のブロックを受け治具上に支持し、前記ダイから抜けた前記後続のブロックを前記先行のブロック上に前記スペーサーの介在なく積層することで前記先行及び後続のブロックを前記接着剤により接着して積層鉄心を得る、積層鉄心の製造方法を提供する。
【0009】
また、本発明は、接着剤を有する磁性鋼板から鉄心片を打ち抜くパンチと、該パンチにより打ち抜かれた鉄心片を順次保持することで前記接着剤によって接着させつつ積層するダイと、前記ダイから抜けた所定数の鉄心片からなるブロックを支持する受け治具とを備え、前記所定数の鉄心片毎に隣接する鉄心片間にスペーサーを介在させ、前記所定数の鉄心片で形成されるブロック間の前記接着剤による接着を抑制し、隣接するブロック間において前記ダイから抜けて後続のブロックから分離した先行のブロックを受け治具上に支持し、前記ダイから抜けた前記後続のブロックを前記先行のブロック上に前記スペーサーの介在なく積層することで前記接着剤により接着して積層鉄心を得る、積層鉄心の製造装置を提供する。
【発明の効果】
【0010】
本発明によれば、鉄心片の数を増加させても鉄心片間の剥離を容易且つ確実に抑制可能な積層鉄心を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
接合体
7日前
日本発條株式会社
接合体
7日前
日本発條株式会社
駐車装置
7日前
日本発條株式会社
ステージ
11日前
日本発條株式会社
駐車装置
7日前
日本発條株式会社
駐車装置
7日前
日本発條株式会社
支持構造物
12日前
日本発條株式会社
シートバック
12日前
日本発條株式会社
シートバック
11日前
日本発條株式会社
シートバック
13日前
日本発條株式会社
シートクッション
12日前
日本発條株式会社
目地シール施工法
12日前
日本発條株式会社
積層体及び積層体の製造方法
7日前
トヨタ自動車株式会社
ワッシャ
4日前
日本発條株式会社
駐車装置および駐車装置の制御方法
7日前
日本発條株式会社
シートクッション及び車両用シート
4日前
日本発條株式会社
データ作成プログラム、データ作成装置およびデータ作成方法
12日前
日本発條株式会社
シート表皮、表皮パッドアセンブリ及びシートバックの製造方法
11日前
日本発條株式会社
充電装置を備えた駐車装置
4日前
株式会社発明屋
光起電システム
7日前
ニデック株式会社
ステータ
7日前
個人
配電盤設置方法
13日前
三菱電機株式会社
駆動回路
4日前
中国電力株式会社
接地線穴カバー
13日前
ローム株式会社
複合電源回路
11日前
住友電装株式会社
ブラケット
6日前
株式会社アイドゥス企画
連結ドラムモータ
11日前
新電元工業株式会社
絶縁電源
12日前
新電元工業株式会社
電源装置
12日前
株式会社カネカ
独立システム
12日前
三菱電機モビリティ株式会社
電力変換装置
4日前
株式会社デンソー
リニアモータ
7日前
株式会社豊田自動織機
電子機器
7日前
株式会社ダイヘン
電力変換装置
5日前
株式会社ダイヘン
電力供給装置
5日前
株式会社東光通商
熱電発電装置
11日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ