TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024100522
公報種別
公開特許公報(A)
公開日
2024-07-26
出願番号
2023004581
出願日
2023-01-16
発明の名称
積層鉄心及びその製造方法
出願人
日本発條株式会社
代理人
個人
,
個人
主分類
H02K
1/18 20060101AFI20240719BHJP(電力の発電,変換,配電)
要約
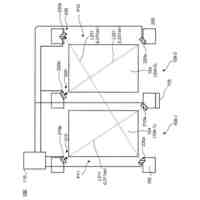
【課題】接着剤を硬化させるための別途の工程や設備を不要にすることが可能な積層鉄心を提供する。
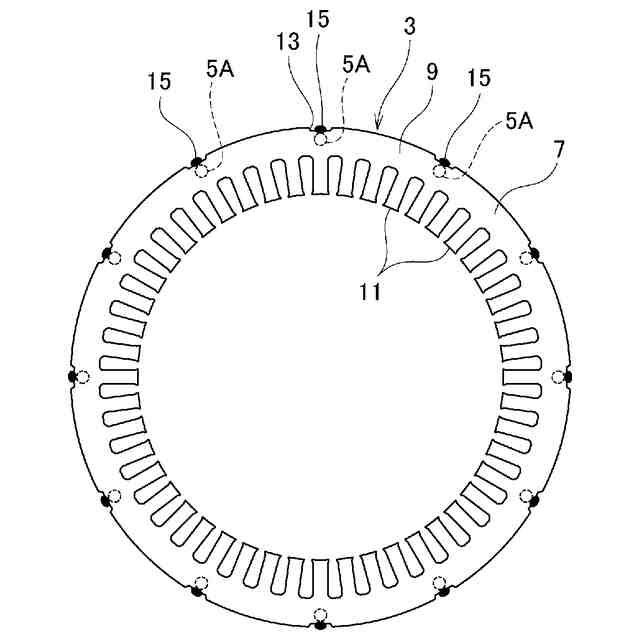
【解決手段】鉄心片7を積層した積層鉄心片3と、隣接する鉄心片7間を接着した接着剤5を硬化させた硬化接着部5Aと、積層鉄心片3を積層方向に沿って溶接した溶接部15とを備え、溶接時の熱により接着剤5を硬化させて硬化接着部5Aを形成する。
【選択図】図1
特許請求の範囲
【請求項1】
複数の環状の鉄心片を積層した積層鉄心片と、
前記積層鉄心片を積層方向に沿って溶接した溶接部と、
前記溶接の熱によって接着剤を硬化させる温度を有する前記積層鉄心片の硬化温度部の範囲内に形成され前記積層方向で隣接する鉄心片間を接着した前記接着剤が硬化した硬化接着部と、
を備えた積層鉄心。
続きを表示(約 1,000 文字)
【請求項2】
請求項1の積層鉄心であって、
前記硬化接着部は、前記接着剤の全部が硬化してなる、
積層鉄心。
【請求項3】
請求項1の積層鉄心であって、
前記硬化接着部は、前記溶接により前記積層鉄心片に組織変化を伴う熱影響部の外側に備えられる、
積層鉄心。
【請求項4】
請求項1~3の何れか一項の積層鉄心であって、
前記積層鉄心片は、周回形状のヨーク部にティース部を備え、
前記ヨーク部は、外周に前記積層方向に沿った前記溶接のための凹部を備え、
前記溶接部は、前記凹部に備えられ、
前記硬化接着部は、前記凹部の周方向の幅内且つ前記ヨーク部の外周から径方向の幅の中央までの範囲に配置された、
積層鉄心。
【請求項5】
請求項1~3の何れか一項の積層鉄心の製造方法であって、
前記積層方向で隣接する前記鉄心片間を前記接着剤で接着した積層鉄心片を形成し、
前記積層鉄心片を前記積層方向に沿って溶接して前記溶接部を形成すると共に前記溶接の熱によって前記硬化温度部の範囲内で前記接着剤を硬化させて前記硬化接着部を形成する、
積層鉄心の製造方法。
【請求項6】
請求項5の積層鉄心の製造方法であって、
前記溶接は、前記積層鉄心片を前記積層方向に加圧しながら行う、
積層鉄心の製造方法。
【請求項7】
請求項5の積層鉄心の製造方法であって、
前記硬化温度部の範囲内でのみ前記接着剤による接着を行う、
積層鉄心の製造方法。
【請求項8】
請求項5の積層鉄心の製造方法であって、
前記溶接により前記積層鉄心片に組織変化を伴う熱影響部の外側でのみ前記接着剤による前記接着を行う、
積層鉄心の製造方法。
【請求項9】
請求項5の積層鉄心の製造方法であって、
前記積層鉄心片は、周回形状のヨーク部の内周にティース部を備え、
前記ヨーク部は、外周に前記積層方向で前記溶接のための凹部を備え、
前記凹部の周方向の幅内且つ前記ヨーク部の外周から径方向の幅内の中央までの範囲で前記接着剤を塗布し、
前記溶接により前記凹部に前記溶接部を形成すると共に前記接着剤を硬化させる、
積層鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、電動モーター等に供される積層鉄心及びその製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来の積層鉄心としては、例えば特許文献1のように鉄心片間を溶接及び接着したものがある。
【0003】
この積層鉄心は、積層された複数の鉄心片と、積層方向で隣接する鉄心片のティース部間に設けられ硬化した接着剤からなる接着部と、鉄心片間を溶接する溶接部とを備えている。かかる積層鉄心では、磁気特性を劣化させることなく、固定強度を向上させることができるとされている。
【0004】
しかし、接着剤を硬化させるには別途の工程や設備が必要となり、製造が煩雑になるという問題がある。
【先行技術文献】
【特許文献】
【0005】
特開2021-019373号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
解決しようとする問題点は、接着剤を硬化させるための別途の工程や設備が必要となり、製造が煩雑になる点である。
【課題を解決するための手段】
【0007】
本発明は、複数の環状の鉄心片を積層した積層鉄心片と、前記積層鉄心片を積層方向に沿って溶接した溶接部と、前記溶接の熱によって接着剤を硬化させる温度を有する前記積層鉄心片の硬化温度部の範囲内に形成され前記積層方向で隣接する鉄心片間を接着した前記接着剤が硬化した硬化接着部と、を備えた積層鉄心を提供する。
【0008】
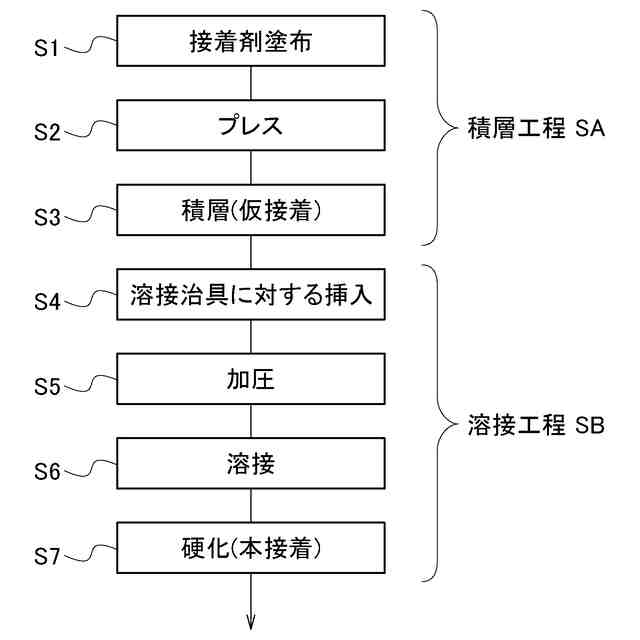
また、本発明は、前記積層方向で隣接する前記鉄心片間を前記接着剤で接着した積層鉄心片を形成し、前記積層鉄心片を前記積層方向に沿って溶接して前記溶接部を形成すると共に前記溶接の熱によって前記硬化温度部の範囲内で前記接着剤を硬化させて前記硬化接着部を形成する、積層鉄心の製造方法を提供する。
【発明の効果】
【0009】
本発明は、接着剤を硬化させる別途の工程や設備を不要にすることができる。
【図面の簡単な説明】
【0010】
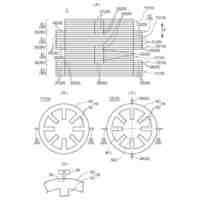
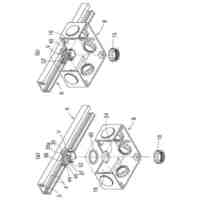
図1は、本発明の実施例に係る積層鉄心の平面図である。
図2は、図1の積層鉄心の概略側面図である。
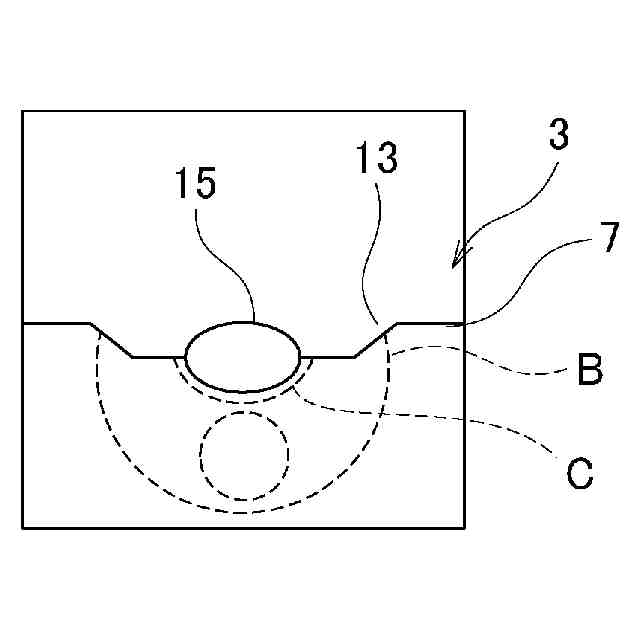
図3は、図1の溶接前の積層鉄心片の一部を拡大して示す平面図である。
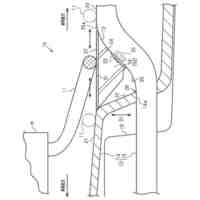
図4は、図1の積層鉄心の溶接部、硬化温度部、及び硬化接着部を示す概略平面図である。
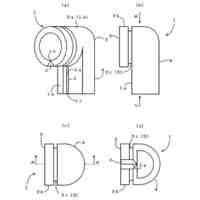
図5は、図1の積層鉄心の溶接部周辺を拡大して示す断面図である。
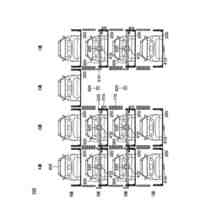
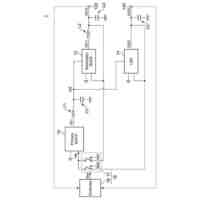
図6は、図1の積層鉄心片の溶接を含めた積層鉄心の製造工程図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
接合体
3日前
日本発條株式会社
接合体
3日前
日本発條株式会社
駐車装置
3日前
日本発條株式会社
駐車装置
3日前
日本発條株式会社
駐車装置
3日前
日本発條株式会社
ステージ
7日前
日本発條株式会社
シートバック
7日前
日本発條株式会社
目地シール施工法
8日前
日本発條株式会社
積層体及び積層体の製造方法
3日前
トヨタ自動車株式会社
ワッシャ
今日
日本発條株式会社
シートクッション及び車両用シート
今日
日本発條株式会社
駐車装置および駐車装置の制御方法
3日前
日本発條株式会社
シート表皮、表皮パッドアセンブリ及びシートバックの製造方法
7日前
日本発條株式会社
充電装置を備えた駐車装置
今日
株式会社発明屋
光起電システム
3日前
個人
配電盤設置方法
9日前
ニデック株式会社
ステータ
3日前
株式会社発明ラボックス
蓄電電池
14日前
株式会社アイシン
回転電機
11日前
未来工業株式会社
固定体装置
14日前
三菱電機株式会社
駆動回路
今日
中国電力株式会社
接地線穴カバー
9日前
ローム株式会社
複合電源回路
7日前
三菱電機モビリティ株式会社
電力変換装置
今日
住友電装株式会社
ブラケット
2日前
新電元工業株式会社
電源装置
8日前
新電元工業株式会社
絶縁電源
8日前
株式会社カネカ
独立システム
8日前
株式会社アイドゥス企画
連結ドラムモータ
7日前
未来工業株式会社
配線ボックス
11日前
富士電機株式会社
電力変換装置
8日前
トヨタ自動車株式会社
電動車両
11日前
株式会社ダイヘン
電力変換装置
1日前
エイブリック株式会社
DC-DCコンバータ
11日前
株式会社豊田自動織機
回転電機
14日前
株式会社ダイヘン
電力供給装置
1日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ