TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024092753
公報種別
公開特許公報(A)
公開日
2024-07-08
出願番号
2022208892
出願日
2022-12-26
発明の名称
製造工程管理装置
出願人
京セラ株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
G05B
19/418 20060101AFI20240701BHJP(制御;調整)
要約
【課題】複数の製造工程それぞれにおいて、改善が必要な工程、不要な工程等を容易に把握させる。
【解決手段】製造工程管理装置(1)は、複数の製造工程を含む製造ラインの製造工程ごとの単位時間当たりの製造数量を取得する取得部(20)と、製造工程ごとに、幅を単位時間当たりの製造数量、長さを所定数量の製造を行うために必要な時間とした第1図面を作成する図作成部(11)と、第1図面を並べて表示部(30)に表示可能である表示制御部(13)とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
複数の製造工程を含む製造ラインの前記製造工程ごとの単位時間当たりの製造数量を取得する取得部と、
前記製造工程ごとに、幅および長さを有する第1図面であって、前記幅は当該製造工程における単位時間当たりの製造数量を示す第1製造数量を表し、前記長さは前記第1製造数量で所定数量の製造を行うために必要な時間を表す第1図面を作成する図作成部と、
前記複数の製造工程それぞれの前記第1図面を、前記幅の方向および前記長さの方向を揃えて、並べて表示部に表示可能である表示制御部と、を備えた製造工程管理装置。
続きを表示(約 1,400 文字)
【請求項2】
前記の単位時間当たりの製造数量の調整を受け付ける調整受付部を備え、
前記調整受付部で受け付けた調整後の単位時間当たりの製造数量を第2製造数量としたとき、前記図作成部は、幅および長さを有する第2図面であって、前記幅は前記第2製造数量を表わし、前記長さは当該製造工程において所定数量の製造を行うために必要な時間を表わす第2図面を作成し、
前記表示制御部は、当該製造工程については、当該第2図面を、前記第1図面と比較可能に前記表示部に表示させる、請求項1に記載の製造工程管理装置。
【請求項3】
前記図作成部は、前記製造工程ごとに、幅および長さを有する第3図面であって、前記幅は当該製造工程における製造装置の稼働率が100%の場合の単位時間当たりの製造数量を示す第3製造数量を表し、前記長さは当該製造工程において、前記第3製造数量で所定数量の製造を行うために必要な時間を表わす第3図面を作成し、
前記表示制御部は、前記第1図面と前記第3図面とを比較可能に前記表示部に表示する、請求項1に記載の製造工程管理装置。
【請求項4】
前記製造工程ごとに、当該製造工程における製造に伴う製造品の待機時間を示す待機時間図を生成する待機時間図作成部を備え、
前記表示制御部は、時間軸を揃えて、前記第1図面と前記待機時間図とを並べて前記表示部に表示する、請求項1に記載の製造工程管理装置。
【請求項5】
前記表示制御部は、時間の始点を揃えて、前記第1図面を並べて前記表示部に表示する、請求項1に記載の製造工程管理装置。
【請求項6】
前記表示制御部は、前記製造ラインにおける複数の製造工程の前記第1図面および前記待機時間図を、時間軸を揃え連続して並べた全工程図を前記表示部に表示する、請求項4に記載の製造工程管理装置。
【請求項7】
前記全工程図の表示を行うか否かの選択を受け付ける選択受付部を備え、
前記表示制御部は、前記選択受付部で前記全工程図の表示を行うことを受け付けた場合、前記全工程図を前記表示部に表示する、請求項6に記載の製造工程管理装置。
【請求項8】
前記表示制御部は、時間の始点を揃えて、前記第1図面および前記待機時間図を並べて前記表示部に表示する、請求項4に記載の製造工程管理装置。
【請求項9】
前記取得部は、前記製造工程ごとの単位時間当たりの製造数量として、当該製造工程における直近の稼働日の単位時間当たりの製造数量を取得する、請求項1に記載の製造工程管理装置。
【請求項10】
1つの前記製造工程について複数の製造装置が割り当てられている場合、
前記取得部は、前記製造装置毎の単位時間当たりの製造数量を取得し、
前記図作成部は、前記製造装置毎に、幅および長さを有する第2図面であって、前記幅は当該製造装置における単位時間当たりの製造数量を示す第1製造数量を表し、前記長さは当該製造工程において、前記第1製造数量で所定数量の製造を行うために必要な時間を表わす第4図面を作成し、
前記表示制御部は、前記第4図面を前記製造装置ごとに並べて前記表示部に表示可能である、請求項1に記載の製造工程管理装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、製造ラインに含まれる複数の製造工程を管理する製造工程管理装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
製品を複数の製造工程を経て製造することが行われている。これらの製造工程における在庫管理のため、例えば、特許文献1には、時系列で各工程の在庫量を表示する管理装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2009-75906号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
複数の製造工程それぞれにおいて、改善が必要な工程、不要な工程等を容易に把握することが難しい。
【課題を解決するための手段】
【0005】
前記の課題を解決するために、本開示の一態様に係る製造工程管理装置は、複数の製造工程を含む製造ラインの前記製造工程ごとの単位時間当たりの製造数量を取得する取得部と、前記製造工程ごとに、幅および長さを有する第1図面であって、前記幅は当該製造工程における単位時間当たりの製造数量を示す第1製造数量を表し、前記長さは前記第1製造数量で所定数量の製造を行うために必要な時間を表す第1図面を作成する図作成部と、前記複数の製造工程それぞれの前記第1図面を、前記幅の方向および前記長さの方向を揃えて、並べて表示部に表示可能である表示制御部と、を備える。
【発明の効果】
【0006】
本開示の一態様によれば、改善が必要な製造工程を容易に認識できる。
【図面の簡単な説明】
【0007】
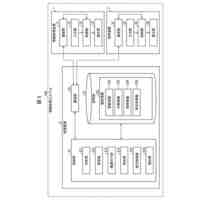
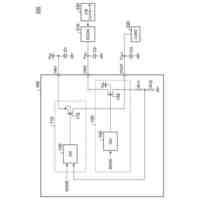
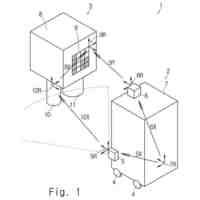
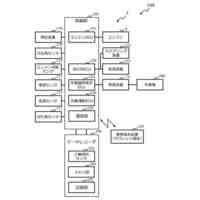
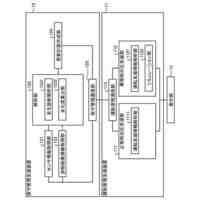
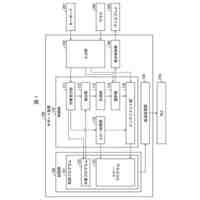
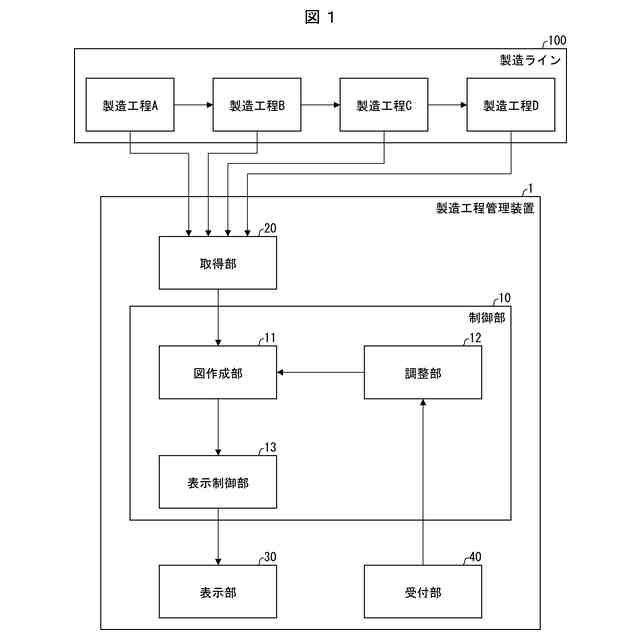
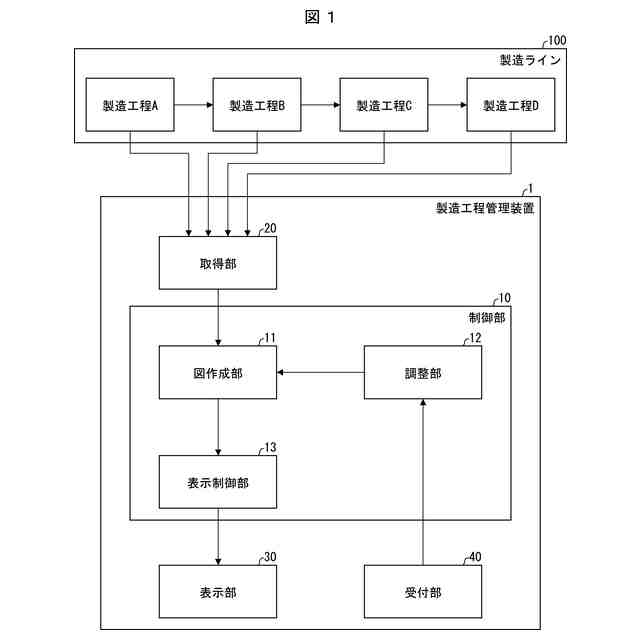
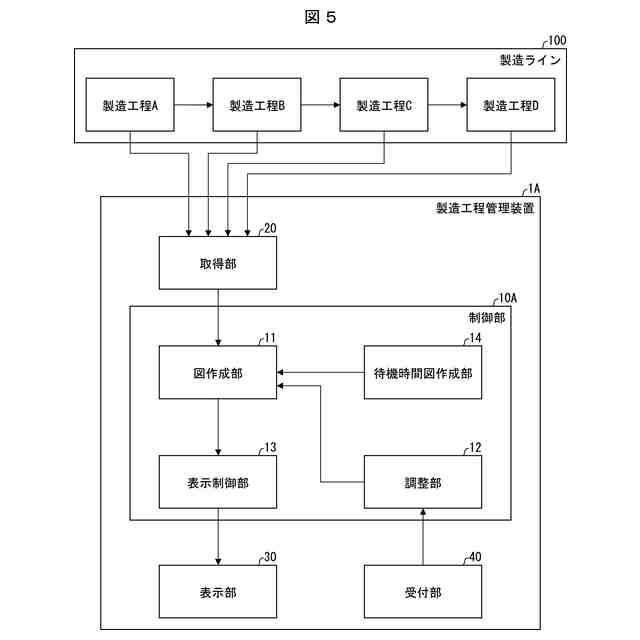
本開示の実施形態1に係る製造工程管理装置の要部構成を示す機能ブロック図である。
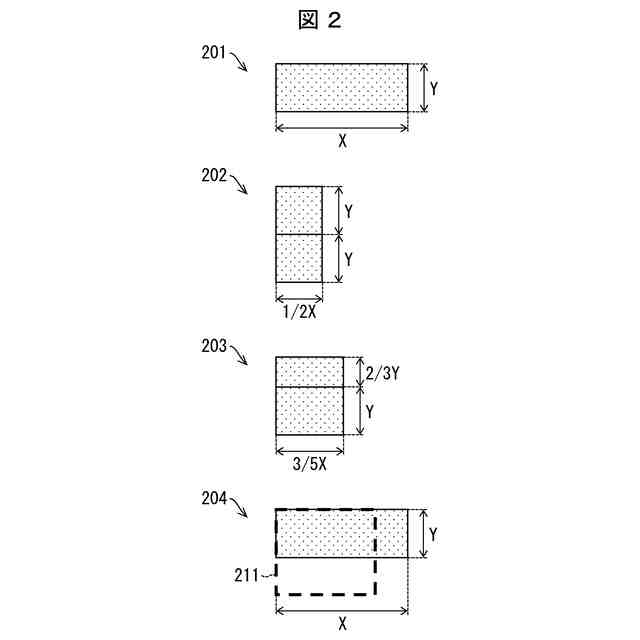
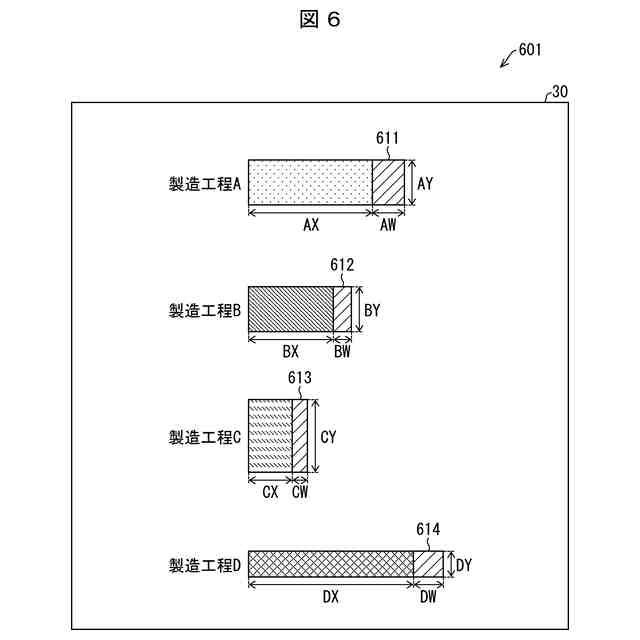
製造工程管理装置の図作成部が作成する棒形状の図面の例を示す図である。
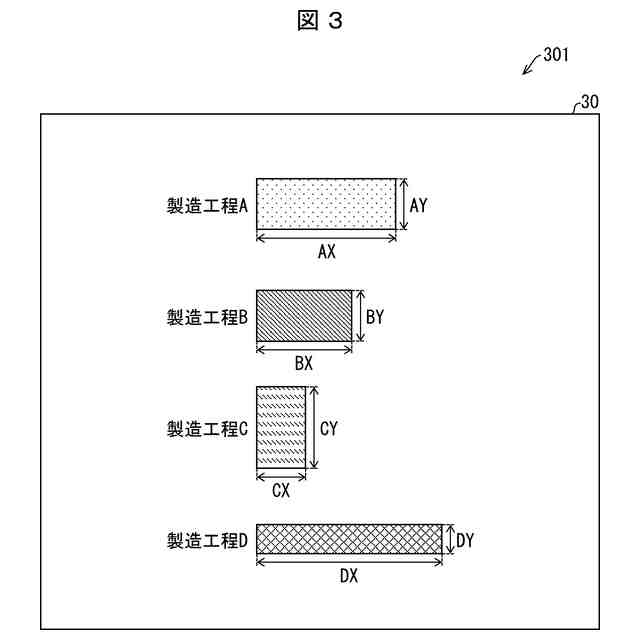
製造工程ごとに、図作成部が作成する棒形状の図面の例を示す図である。
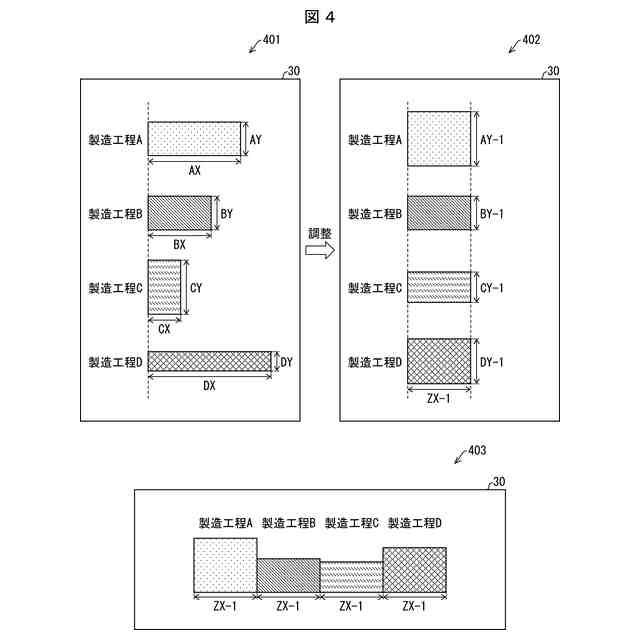
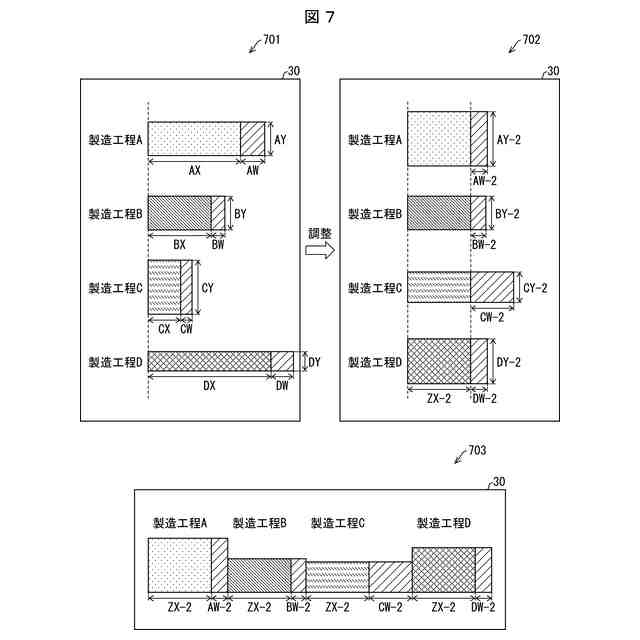
調整部による調整の結果、およびリードタイムを示す図である。
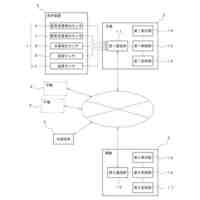
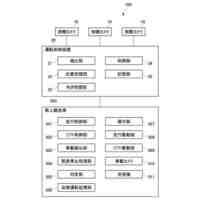
本開示の実施形態2に係る製造工程管理装置の要部構成を示す機能ブロック図である。
製造工程ごとに、図作成部が作成する棒形状の図面、および待機時間図作成部が作成する待機図面図の例を示す図である。
調整部による調整の結果、およびリードタイムを示す図である。
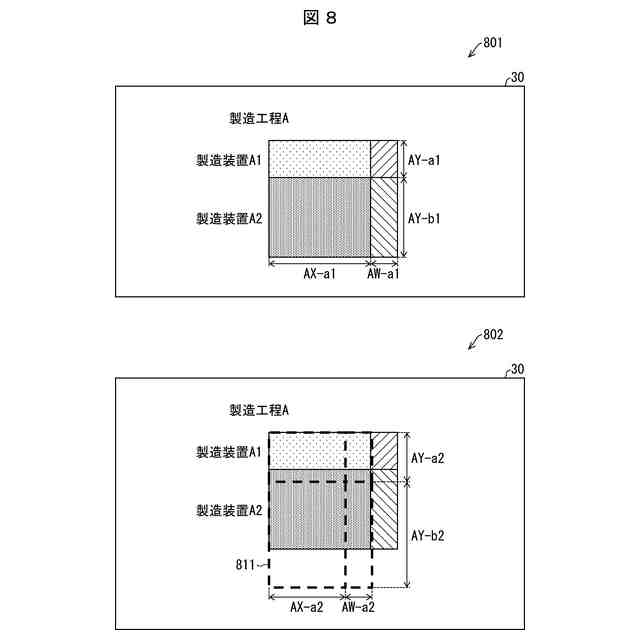
1つの製造工程を複数の製造蔵置で実行する場合の棒形状の図面の例を示す図である。
【発明を実施するための形態】
【0008】
〔実施形態1〕
〔概要〕
本実施形態に係る製造工程管理装置1は、製造ライン100に含まれる複数の製造工程を管理するものである。具体的には、製造工程管理装置1は、各製造工程における処理量および処理時間を幅および長さを有する図面で表示することにより、管理者に、各製造工程の改善の要否の判断を容易に行わせるものである。さらに、製造工程管理装置1は、改善した場合の結果を管理者が容易に認識できるように表示することにより、管理者に改善の効果を容易に認識させるものである。
【0009】
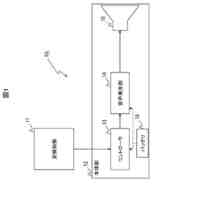
〔製造工程管理装置1〕
次に、図1を参照して、製造工程管理装置1について説明する。図1は、製造工程管理装置1の詳細を示す機能ブロック図である。図1に示すように、製造工程管理装置1は、製造ライン100に含まれる複数の製造工程(製造工程A、製造工程B、製造工程C、製造工程D)を管理するものであり、制御部10、取得部20、表示部30、および受付部40を含む。
【0010】
制御部10は、製造工程管理装置1における各種処理を実行するものであり、図作成部11、調整部(調整受付部)12、および表示制御部13を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
京セラ株式会社
撮像レンズ、撮像装置、及び車載カメラ
1日前
京セラ株式会社
撮像レンズ、撮像装置、及び車載カメラ
1日前
京セラ株式会社
コンデンサ、コンデンサ装置および通信装置
4日前
京セラ株式会社
医療機器の製造方法
2日前
京セラ株式会社
情報処理システム、情報処理システムの制御方法、制御プログラム、および記録媒体
1日前
京セラ株式会社
ガス収集機器及びガス検出システム
8日前
京セラ株式会社
情報処理システム、情報処理システムの情報処理方法、制御プログラム、および記録媒体
1日前
京セラ株式会社
コンタクトレンズ、コンタクトレンズ用ケース、およびコンタクトレンズユニット
2日前
エイブリック株式会社
定電圧回路
25日前
井関農機株式会社
作業車両
26日前
井関農機株式会社
作業車両
26日前
エイブリック株式会社
基準電流源
1か月前
ローム株式会社
電源回路
24日前
トヨタ自動車株式会社
移動システム
24日前
日昌電気制御株式会社
管理システム
8日前
井関農機株式会社
自立走行農作業車
25日前
トヨタ自動車株式会社
設備の制御方法
1か月前
株式会社ユタカ
半自動切換装置
9日前
トヨタ自動車株式会社
マーカースタンド
3日前
井関農機株式会社
作業車両の作業管理システム
26日前
横河電機株式会社
電流源回路
1か月前
株式会社豊田自動織機
自律走行車両
8日前
マキノジェイ株式会社
工作機械
1か月前
住友重機械工業株式会社
自律走行台車
1か月前
個人
ペダル操作検知装置
1か月前
三菱電機株式会社
管理システムおよび管理方法
1か月前
アズビル株式会社
パラメータ探索装置および方法
1か月前
横河電機株式会社
電圧電流変換回路
3日前
オムロン株式会社
サポート装置およびサポート方法
1か月前
トヨタ自動車株式会社
充電装置
1か月前
村田機械株式会社
無人搬送車システム
2か月前
ニチコン株式会社
電源装置
5日前
エンゼルグループ株式会社
無人搬送システム
2日前
ローム株式会社
電圧生成回路
1か月前
CKD日機電装株式会社
カスケード形PID制御系の設計法
2か月前
横河電機株式会社
ロボット管理システム
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ