TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024091156
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022207650
出願日
2022-12-23
発明の名称
画像検査装置、画像検査方法、及び画像検査システム
出願人
トヨタ自動車株式会社
代理人
主分類
G01N
21/952 20060101AFI20240627BHJP(測定;試験)
要約
【課題】軸状部品の組付け作業において、低コスト且つ鋳出し文字の有無によらずに、ワークに正しく組付けられているか検査する画像検査装置、画像検査方法、及び画像検査システムを提供すること。
【解決手段】ワークに組付けられた軸状部品の画像検査装置であって、ワークの種類と紐づけられた軸状部品の検査対象および検査位置を含む検査情報を取得する情報取得部と、軸状部品を含む前記ワークの撮像画像を取得する画像取得部と、撮像画像に前記検査対象が存在するか否かを検出する検出部と、検査対象が対応する検査位置に検出された場合に、軸状部品が正常に組付けられていると判定する判定部と、を備える。
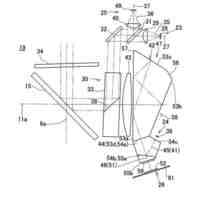
【選択図】図1
特許請求の範囲
【請求項1】
ワークに組付けられた軸状部品の画像検査装置であって、
前記ワークの種類と紐づけられた前記軸状部品の検査対象および検査位置を含む検査情報を取得する情報取得部と、
前記軸状部品を含む前記ワークの撮像画像を取得する画像取得部と、
前記撮像画像に前記検査対象が存在するか否かを検出する検出部と、
前記検査対象が対応する前記検査位置に検出された場合に、前記軸状部品が正常に組付けられていると判定する判定部と、
を備える軸状部品の画像検査装置。
続きを表示(約 1,200 文字)
【請求項2】
前記画像取得部は、前記軸状部品の上面を撮像した第1撮像画像および前記軸状部品の側面を撮像した第2撮像画像を取得し、
前記判定部は、前記第1撮像画像および前記第2撮像画像において前記検査対象が対応する前記検査位置に検出された場合に、前記軸状部品が正常に組付けられていると判定する、請求項1に記載の画像検査装置。
【請求項3】
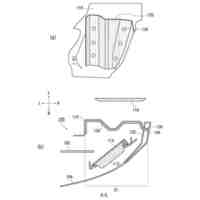
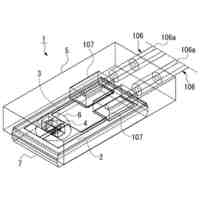
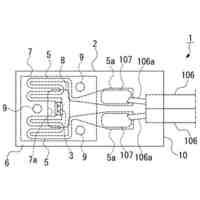
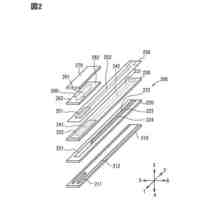
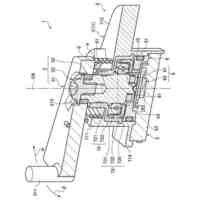
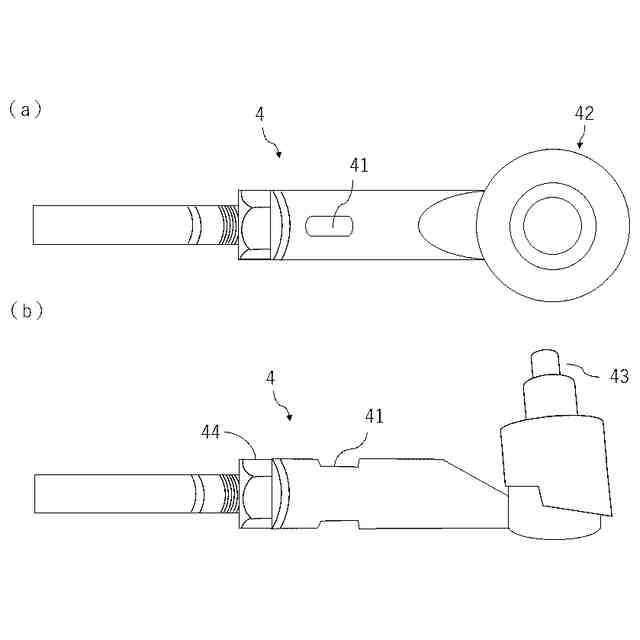
前記軸状部品は、車両が備えるステアリングシャフトに組み付けられるタイロッドエンドであり、
前記検査対象は、タイロッドエンドが有する所定の溝部および締結部材である、請求項1または請求項2に記載の画像検査装置。
【請求項4】
ワークに組付けられた軸状部品の画像検査方法であって、
前記ワークの種類と紐づけられた前記軸状部品の検査対象および検査位置を含む検査情報を取得する情報取得ステップと、
前記軸状部品を含む前記ワークの撮像画像を取得する画像取得ステップと、
前記撮像画像に前記検査対象が存在するか否かを検出部が検出する検出ステップと、
前記検査対象が対応する前記検査位置に検出された場合に、前記軸状部品が正常に組付けられていると判定する判定ステップと、を備える画像検査方法。
【請求項5】
前記画像取得ステップは、前記軸状部品の上面を撮像した第1撮像画像および前記軸状部品の側面を撮像した第2撮像画像を取得し、
前記判定ステップは、前記第1撮像画像および前記第2撮像画像において前記検査対象が対応する前記検査位置に検出された場合に、前記軸状部品が正常に組付けられていると判定する、請求項4に記載の画像検査方法。
【請求項6】
前記軸状部品は、車両が備えるステアリングシャフトに組み付けられるタイロッドエンドであり、
前記検査対象は、タイロッドエンドが有する所定の溝部および締結部材である、請求項4または請求項5に記載の画像検査方法。
【請求項7】
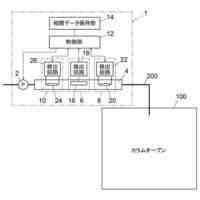
ワークに組付けられた軸状部品の画像検査システムであって、
前記ワークの種類を含む生産指示を出力する生産指示装置と、
軸状部品を正面および側面から撮像する撮像装置と、
取得した前記生産指示および前記撮像画像に基づいて、軸状部品を検査する画像検査装置と、を備え、
前記検査装置は、
前記ワークの種類と紐づけられた前記軸状部品の検査対象および検査位置を含む検査情報を取得する情報取得部と、
前記撮像画像に前記検査対象が存在するか否かを検出する検出部と、
前記検査対象が対応する前記検査位置に検出された場合に、前記軸状部品が正常に組付けられていると判定する判定部と、
と、を備える軸状部品の画像検査システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸状部品の組付け作業において、ワークに正しく組付けられているか検査する画像検査装置、画像検査方法、及び画像検査システムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
鋳造品である軸状部品の画像検査装置として、鋳造品に形成された鋳出し文字を特定することで、鋳造品を識別する技術がある。例えば、特許文献1には、異なる波長の光を照射して鋳出し文字を撮像し、撮像した画像から波長成分を抽出した撮像画像を合成した合成画像を用いて、鋳造品を検査する技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-160785号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載の技術では、鋳出し文字を検査するために、異なる波長を照射できる光源装置および波長成分の画像を撮像するための暗室等の撮影環境が必要となるため、検査装置の構築コストが増大する。また、鋳出し文字によって、軸状部品の種類を識別しているが、鋳出し文字が形成されていない軸状部品については、検査することができない。そのため、他の軸状部品の画像検査技術が望まれていた。
【0005】
本発明は、このような問題を解決するためになされたものであり、軸状部品の組付け作業において、低コスト且つ鋳出し文字の有無によらずに、ワークに正しく組付けられているか検査する画像検査装置、画像検査方法、及び画像検査システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
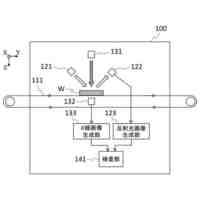
本発明にかかる画像検査装置は、ワークに組付けられた軸状部品の画像検査装置であって、ワークの種類と紐づけられた軸状部品の検査対象および検査位置を含む検査情報を取得する情報取得部と、軸状部品を含む前記ワークの撮像画像を取得する画像取得部と、撮像画像に前記検査対象が存在するか否かを検出する検出部と、検査対象が対応する検査位置に検出された場合に、軸状部品が正常に組付けられていると判定する判定部と、を備えるものである。このような構成により、従来は軸状部品の鋳出し文字によって、軸状部品を識別していたが、鋳出し文字が形成されていない場合であっても、ワークの種類と紐づけられた軸状部品の検査情報に基づいて、軸状部品を識別することができる。さらに、検査情報として、検査対象が対応する検査位置に存在するか否かを判定するため、軸状部品が正しく組付けられているか判定することができる。また、ワークの検査画像を取得する時に、暗室等の撮影環境が不要であるため、低コストで効率よく検査することができる。
【0007】
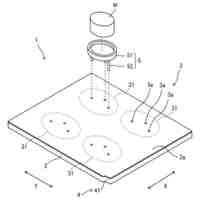
ここで、画像取得部は、軸状部品の上面を撮像した第1撮像画像および前記軸状部品の側面を撮像した第2撮像画像を取得し、判定部は、第1撮像画像および第2撮像画像において検査対象が対応する検査位置に検出された場合に、軸状部品が正常に組付けられていると判定する。このような構成により、軸状部品の組付け時に、横振れ等の位置ずれの異常が生じているか否かを検出することができる。
【0008】
軸状部品は、車両が備えるステアリングシャフトに組み付けられるタイロッドエンドであり、検査対象は、タイロッドエンドが有する所定の溝部および締結部材である。このような構成により、タイロッドエンドに鋳出し文字が形成されていない場合であっても、タイロッドエンドが有する特徴部分に基づいて画像検査を行うことができる。
【0009】
ワークに組付けられた軸状部品の画像検査方法であって、ワークの種類と紐づけられた軸状部品の検査対象および検査位置を含む検査情報を取得する情報取得ステップと、軸状部品を含む前記ワークの撮像画像を取得する画像取得ステップと、撮像画像に前記検査対象が存在するか否かを検出する検出ステップと、検査対象が対応する検査位置に検出された場合に、軸状部品が正常に組付けられていると判定する判定ステップと、を備えるものである。このような構成により、従来は軸状部品の鋳出し文字によって、軸状部品を識別していたが、鋳出し文字が形成されていない場合であっても、ワークの種類と紐づけられた軸状部品の検査情報に基づいて、軸状部品を識別することができる。さらに、検査情報として、検査対象が対応する検査位置に存在するか否かを判定するため、軸状部品が正しく組付けられているか判定することができる。また、ワークの検査画像を取得する時に、暗室等の撮影環境が不要であるため、低コストで効率よく検査することができる。
【0010】
ここで、画像取得ステップは、軸状部品の上面を撮像した第1撮像画像および前記軸状部品の側面を撮像した第2撮像画像を取得し、判定ステップは、第1撮像画像および第2撮像画像において検査対象が対応する検査位置に検出された場合に、軸状部品が正常に組付けられていると判定する。このような構成により、軸状部品の組付け時に、横振れ等の位置ずれの異常が生じているか否かを検出することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
表示装置
8日前
株式会社コロナ
石油ストーブ
15日前
株式会社ヨコオ
プローブ
8日前
株式会社小野測器
測定器
1日前
太陽誘電株式会社
センサ
11日前
アズビル株式会社
調節計
1日前
株式会社小野測器
検出器
1日前
個人
電気抵抗の測定方法
23日前
株式会社トプコン
測量装置
15日前
ユニパルス株式会社
距離測定装置
5日前
株式会社トプコン
測量装置
1日前
株式会社カネカ
検出システム
1日前
北陽電機株式会社
光電センサ
22日前
日本碍子株式会社
ガスセンサ
1日前
個人
二次電池繰返パルス放電器用基板
8日前
個人
変位測定装置
8日前
株式会社ナリス化粧品
肌状態推定方法
1日前
株式会社キーエンス
超音波流量センサ
26日前
エイブリック株式会社
電流検出回路。
1日前
日本碍子株式会社
ガスセンサ素子
1日前
日本碍子株式会社
ガスセンサ素子
1日前
大和製衡株式会社
組合せ計量装置
16日前
日本特殊陶業株式会社
ガスセンサ
5日前
オムロン株式会社
近接センサ
5日前
スズキ株式会社
車両後部構造
5日前
三菱マテリアル株式会社
温度センサ
11日前
三菱マテリアル株式会社
温度センサ
5日前
ニデック株式会社
測定用治具
23日前
株式会社デンソートリム
ガスセンサ
8日前
ニデック株式会社
測定用治具
23日前
ローム株式会社
磁気検出装置
16日前
株式会社ジークエスト
感温センサー
26日前
東洋電装株式会社
角度検出装置
5日前
TDK株式会社
計測装置
5日前
株式会社 システムスクエア
検査装置
15日前
株式会社島津製作所
GC用ガス監視装置
1日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ