TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086171
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201162
出願日
2022-12-16
発明の名称
スポット溶接継手の製造方法、及びスポット溶接継手
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/24 20060101AFI20240620BHJP(工作機械;他に分類されない金属加工)
要約
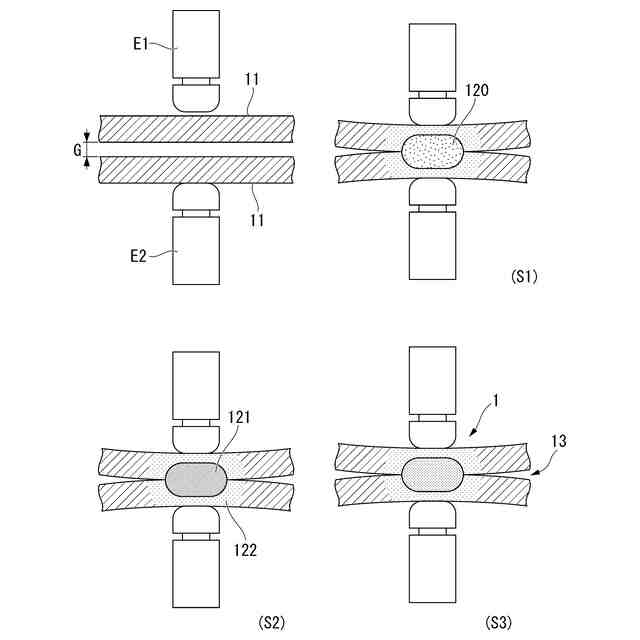
【課題】後通電の効果を安定させることが可能なスポット溶接継手の製造方法、及び十字引張強さが安定的に高められたスポット溶接継手を提供する。
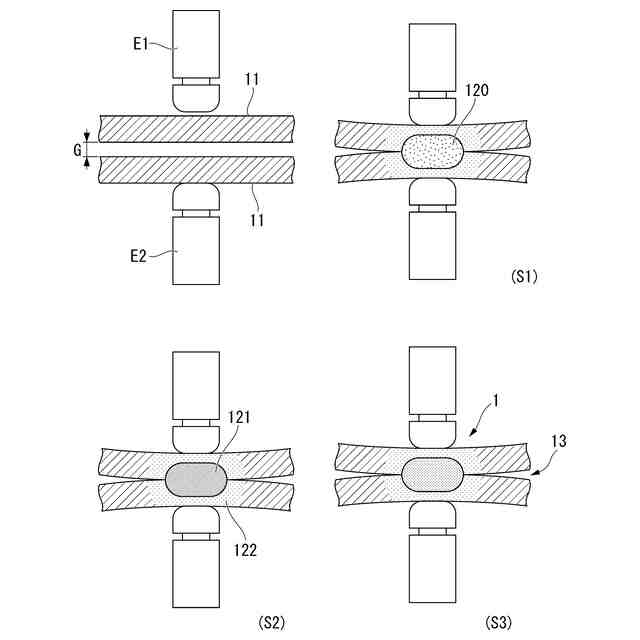
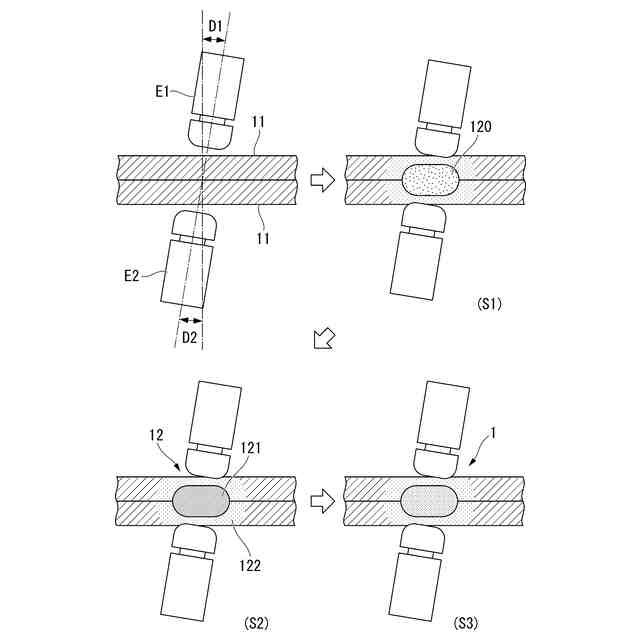
【解決手段】本発明の一態様に係るスポット溶接継手の製造方法は、一対の電極を用いて、重ねられた複数の鋼板に溶接電流を流す本通電工程と、一対の電極を鋼板に接触させたまま通電を停止して、溶接部を形成する冷却工程と、一対の電極を用いて、溶接部に後熱電流を流す後通電工程と、を備え、溶接電流を流すために一対の電極を複数の鋼板の表面に配置する直前に、(条件1)一対の電極によって挟持される箇所において測定される、鋼板の間の隙間である板隙が、1.0mm以上、及び(条件2)鋼板の表面に垂直な方向と、一対の電極それぞれの軸方向とがなす角度のうち小さい方である打角が1.0度以上、のうち1つ以上を満たす。
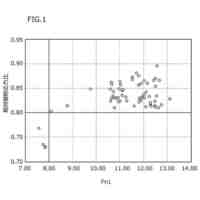
【選択図】図1
特許請求の範囲
【請求項1】
一対の電極を用いて、重ねられた複数の鋼板に溶接電流を流す本通電工程と、
一対の前記電極を前記鋼板に接触させたまま通電を停止して、溶接部を形成する冷却工程と、
一対の前記電極を用いて、前記溶接部に後熱電流を流す後通電工程と、
を備え、
前記溶接電流を流すために一対の前記電極を複数の前記鋼板の表面に配置する直前に、以下の2つの条件のうち1つ以上を満たす
(条件1)一対の前記電極によって挟持される箇所において測定される、前記鋼板の間の隙間である板隙が、1.0mm以上
(条件2)前記鋼板の表面に垂直な方向と、一対の前記電極それぞれの軸方向とがなす角度のうち小さい方である打角が1.0度以上
スポット溶接継手の製造方法。
続きを表示(約 800 文字)
【請求項2】
前記冷却工程における一対の前記電極の加圧力を、前記本通電工程における一対の前記電極の加圧力よりも大きくし、
前記後通電工程において、前記後熱電流をアップスロープ制御する
ことを特徴とする請求項1に記載のスポット溶接継手の製造方法。
【請求項3】
複数の前記鋼板のうち1枚以上を、引張強さ980MPa以上の高強度鋼板とする
ことを特徴とする請求項1又は2に記載のスポット溶接継手の製造方法。
【請求項4】
重ねられた複数の鋼板と、
複数の前記鋼板を接合するナゲットを有する溶接部と、
を備え、
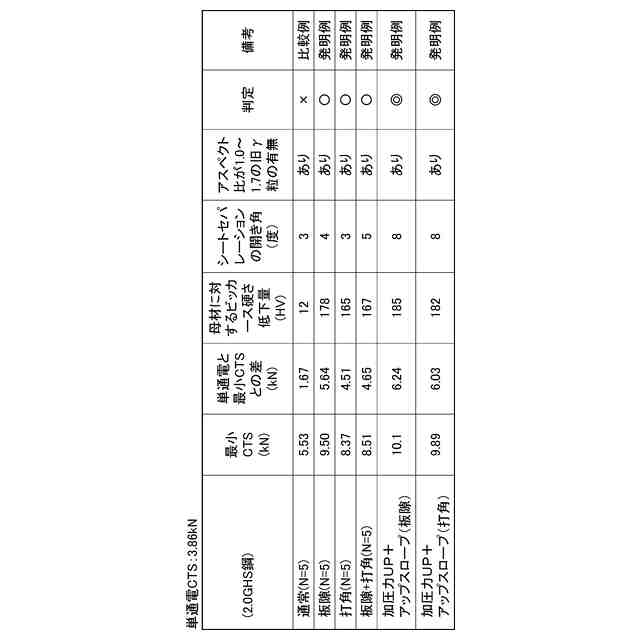
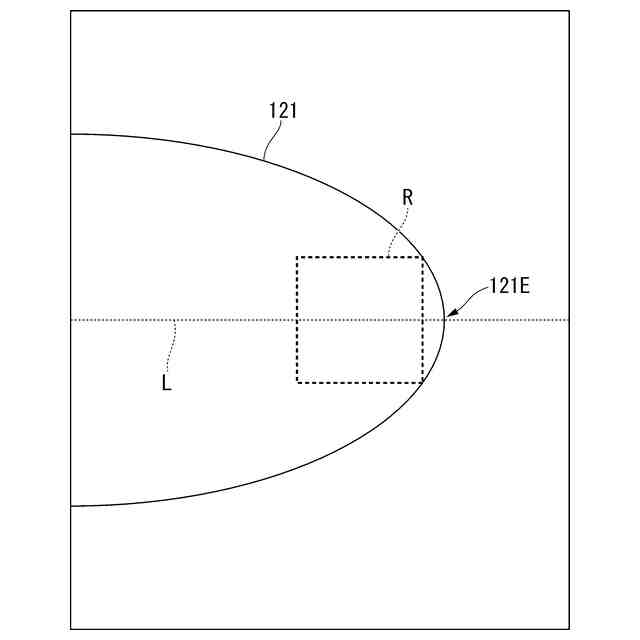
前記ナゲットの端部において複数の前記鋼板の表面がなす角度である、シートセパレーションの開き角が8.0度以上であり、
前記ナゲットが、アスペクト比1.0以上1.7以下の旧オーステナイト粒を含み、
前記ナゲットの前記端部のビッカース硬さが、前記ナゲットの推定化学成分を下記式に代入することによって求められる推定ビッカース硬さよりも100Hv以上小さく、
最も硬い前記鋼板の母材部の硬さと前記推定ビッカース硬さとの差の絶対値が30HV以下である
スポット溶接継手。
推定ビッカース硬さ=217+1080×(C+Si/70+Mn/113+Cr/93+Mo/30)
式に含まれる元素記号は、前記ナゲットの前記推定化学成分における、各元素の単位質量%での含有量であり、
前記ナゲットの前記推定化学成分とは、複数の前記鋼板それぞれの板厚を重み係数とした、複数の前記鋼板の化学成分の加重平均値である。
【請求項5】
複数の前記鋼板のうち1枚以上が、引張強さ980MPa以上の高強度鋼板である
ことを特徴とする請求項4に記載のスポット溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スポット溶接継手の製造方法、及びスポット溶接継手に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
スポット溶接は、重ね合わせた母材を、先端を適正に整形した電極の先端で挟み、比較的小さい部分に電流及び加圧力を集中して局部的に加熱し、同時に電極で加圧して行う抵抗溶接である。スポット溶接は短時間で実行可能であるので、様々な機械部品の製造のために用いられている。
【0003】
スポット溶接によって形成された溶接部には、後熱電流が流される場合もある。後熱電流とは、溶接によって硬化する鋼材のスポット溶接、プロジェクション溶接、アプセット溶接などの抵抗溶接において、溶接を行った後、硬化した溶接部に対して焼戻し又は焼なましを行う目的で流す電流のことであり、テンパー電流とも称される。後熱電流を母材に流す工程は、後通電、又はテンパー通電とも称される。
【0004】
スポット溶接によって接合される材料の例として、高強度鋼板が挙げられる。高強度鋼板は、機械部品の軽量化及び安全性を高めるために、様々な技術分野に適用されている。しかしながら高強度鋼板には、抵抗溶接部が脆化しやすいという課題がある。通常の鋼板から構成される溶接継手においては、鋼板の強度が高い程、十字引張強さ(CTS)が高くなる。しかし、高強度鋼板から構成される溶接継手においては、鋼板の強度が高いほど、CTSが低くなる。そこで、高強度鋼板のスポット溶接部に後通電を行うことにより、高強度鋼板から製造されるスポット溶接継手のCTSを確保することが試みられている。
【0005】
特許文献1には、2枚以上の薄鋼板からなる高強度鋼板の内、少なくとも1枚の引張強さが750~1850MPaであり、各々の板厚が0.8~3.6mm、炭素当量Ceqが0.22~0.55質量%である高強度鋼板1同士を抵抗スポット溶接する際、次式{1.96×t≦EF1≦3.43×t}で表される加圧力EF1で溶接通電を行った後、次式{1.2×EF1≦PEF1≦2.4×EF1}で表される加圧力PEF1に設定し、次式{0.60×WC≦PC1≦0.95×WC}で表される後通電電流PC1および次式{30≦Pt1≦200}で表される後通電時間Pt1で後通電を行い、次いで、次式{0≦Ht≦200}で表される電極保持時間Htで電極保持を行う高強度鋼板のスポット溶接方法が開示されている。
【0006】
特許文献2には、炭素を0.15質量%以上含み、引張強さが980MPa以上の高強度鋼板のスポット溶接を2段通電で行い、第1通電工程の電流I1と第2通電工程の電流I2の比(I2/I1)を0.5~0.8とし、冷却工程の時間tcを、鋼板板厚Hに応じて、式(0.2×H
2
)で計算される0.8×tmin以上、2.5×tmin以下の範囲とし、また第2通電工程の通電時間t2を0.7×tmin以上、2.5×tmin以下の範囲とし、前記第1通電工程までの加圧力よりも、前記冷却工程以降における加圧力を大きくして溶接することで、焼戻しによる硬さ低減のばらつきを抑制しつつ、高い耐遅れ破壊特性を安定して得るスポット溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
特許第6194765号公報
特許第6107939号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明者らは、後通電が、高強度鋼板のスポット溶接部の接合強度を安定的に向上させられないことに着目した。同一の板組に、同一条件でスポット溶接、冷却、及び後通電を行って得られたスポット溶接継手において、CTSは一定とはなりにくい。即ち、後通電の効果はばらつきやすい。後通電を用いてCTSの向上を試みた場合、大半のスポット溶接継手のCTSを向上させることができるが、その一方で、CTSが合格範囲に満たない確率(不良率)を十分に減少させることができない。このことが、後通電の普及を妨げている。高強度鋼板のスポット溶接継手の工業的生産において、後通電が採用された例は報告されていない。
【0009】
特許文献1に記載の技術においては、溶接後に熱処理を行って、継手強度のばらつきを低減する。熱処理の手段は、炉中加熱、バーナー加熱、高周波加熱などとされている。しかし、後通電後にさらなる熱処理を行うことにより、スポット溶接継手の製造コストが増大する。さらなる熱処理なしに継手強度のばらつきによる問題を解消する方法は、特許文献1には開示されていない。
【0010】
特許文献2に記載の技術によれば、塩酸浸漬試験によって評価されるスポット溶接継手の耐遅れ破壊特性が向上する。しかしながら、スポット溶接継手のCTS、及びCTSばらつきについて特段の評価はされていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
5日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
棒状部材
26日前
日本製鉄株式会社
接合構造
1か月前
日本製鉄株式会社
継目無鋼管
5日前
日本製鉄株式会社
杭基礎構造
25日前
日本製鉄株式会社
継目無鋼管
5日前
日本製鉄株式会社
クレビス継手
26日前
日本製鉄株式会社
高炉の操業方法
21日前
日本製鉄株式会社
溶銑の脱硫方法
18日前
日本製鉄株式会社
溶鋼の製造方法
26日前
日本製鉄株式会社
溶銑の脱硫方法
18日前
日本製鉄株式会社
覆砂材の製造方法
27日前
日本製鉄株式会社
鋼の連続鋳造方法
25日前
日本製鉄株式会社
製鋼炉の操業方法
25日前
日本製鉄株式会社
電気炉の操業方法
18日前
日本製鉄株式会社
電気炉の操業方法
18日前
日本製鉄株式会社
溶鋼の脱窒処理方法
18日前
日本製鉄株式会社
銑鉄の割裂切断工法
21日前
日本製鉄株式会社
軸圧潰衝撃吸収部材
18日前
日本製鉄株式会社
高炉炉底部冷却構造
5日前
日本製鉄株式会社
測定装置及び測定方法
25日前
日本製鉄株式会社
制御装置および制御方法
18日前
日本製鉄株式会社
鋼板およびその製造方法
12日前
日本製鉄株式会社
溶削装置、及び溶削方法
26日前
日本製鉄株式会社
炭酸化スラグの製造方法
29日前
日本製鉄株式会社
制御装置および制御方法
29日前
日本製鉄株式会社
鋼板およびその製造方法
12日前
日本製鉄株式会社
溶削方法、及び溶削装置
26日前
日本製鉄株式会社
鋼板およびその製造方法
12日前
日本製鉄株式会社
成形体の曲げ性の評価方法
27日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ