TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086001
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200838
出願日
2022-12-16
発明の名称
工具ホルダ、刃先交換式切削工具
出願人
株式会社MOLDINO
代理人
個人
,
個人
,
個人
,
個人
主分類
B23C
5/06 20060101AFI20240620BHJP(工作機械;他に分類されない金属加工)
要約
【課題】不良品を誤って良品と判断されるおそれを低減でき、かつ作業者の操作性を考慮した形状を備える工具ホルダを提供する。
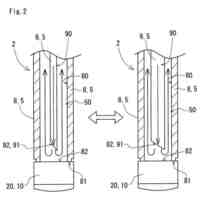
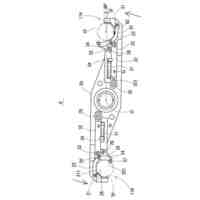
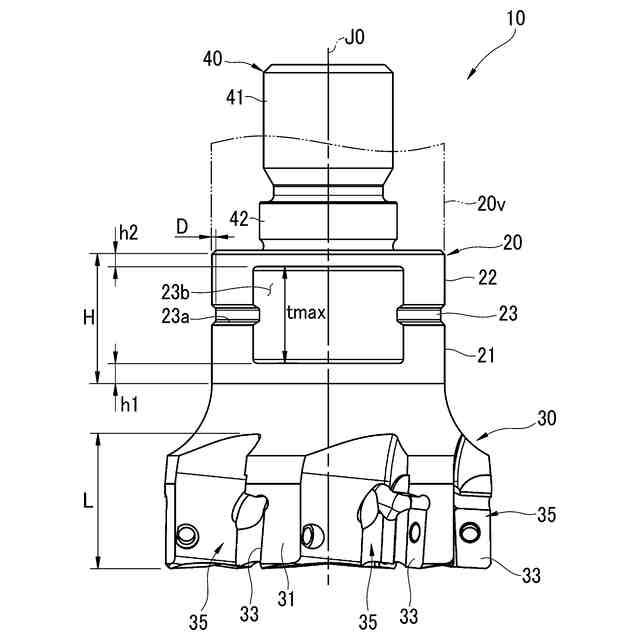
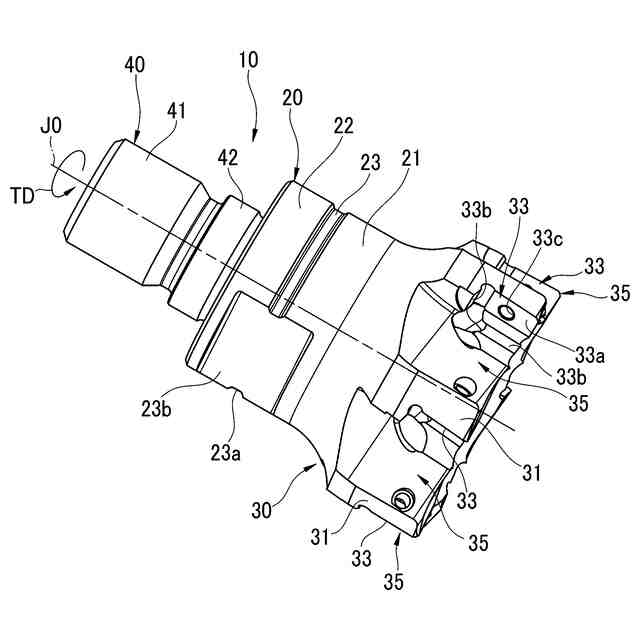
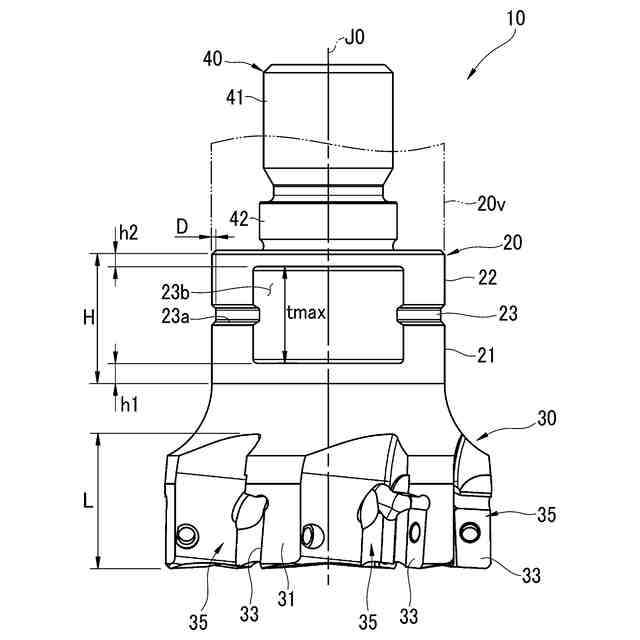
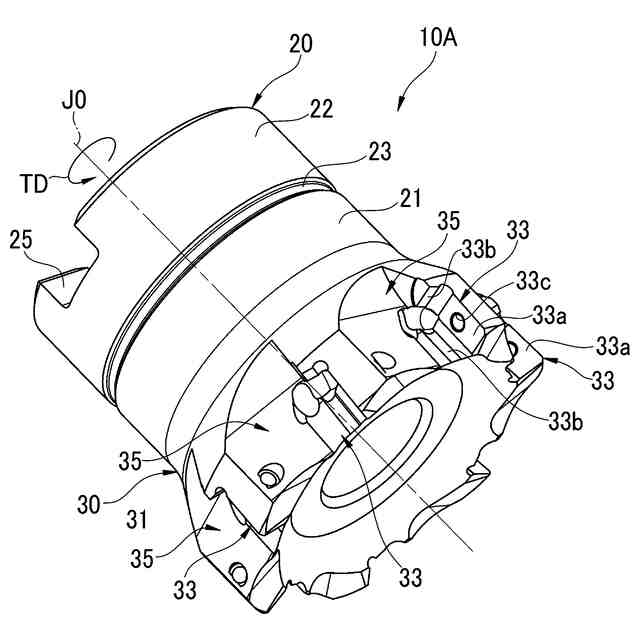
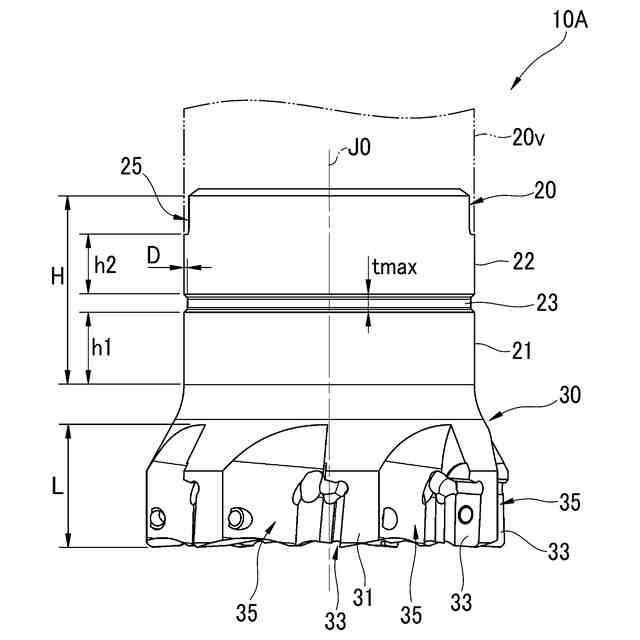
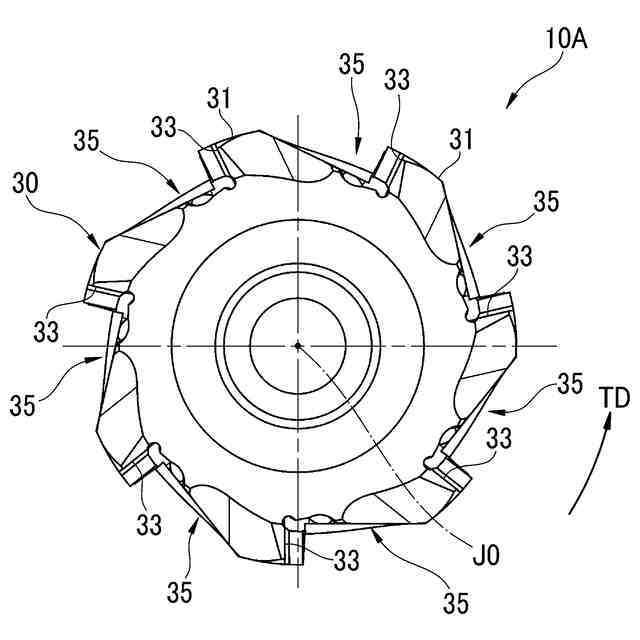
【解決手段】先端部に取付座を備えたポケット部を有し、ポケット部よりも後端側に円柱状部を備える工具ホルダ。円柱状部において、円柱状部の側面を構成する円筒面を含む仮想円筒面を規定するとき、仮想円筒面上には、ポケット部に最も近い第1円筒面と、第1円筒面から最も離れた第2円筒面と、が配置される。第1円筒面と第2円筒面との間には、仮想円筒面よりも径方向内側へ凹む凹部が配置される。凹部は、工具回転中心軸方向の最大幅tmaxが1.0mm以上であり、第1円筒面および第2円筒面は、工具回転中心軸と同軸に形成された円筒研削面である。
【選択図】図2
特許請求の範囲
【請求項1】
工具回転中心軸を有する略円筒状の工具ホルダであって、
前記工具ホルダの先端部には切削インサートを取り付けるための取付座を備えたポケット部を有し、
前記ポケット部よりも後端側に円柱状部を備えており、
前記円柱状部において、前記円柱状部の側面を構成する円筒面を含み、工具回転中心軸を中心とする仮想円筒面を規定するとき、
前記仮想円筒面上には、
前記工具回転中心軸方向において、前記ポケット部に最も近い第1円筒面と、
前記工具回転中心軸方向において、前記第1円筒面と直径が略等しく、かつ、前記第1円筒面から最も離れた第2円筒面と、
が配置され、
前記第1円筒面と前記第2円筒面との間には、前記仮想円筒面よりも径方向内側へ凹む凹部が配置され、
前記凹部は、前記工具回転中心軸方向の最大幅tmaxが1.0mm以上であり、
前記第1円筒面および前記第2円筒面は、前記工具回転中心軸と同軸に形成された円筒研削面である、工具ホルダ。
続きを表示(約 780 文字)
【請求項2】
前記第1円筒面および第2円筒面の最大高さ粗さRzは、
0.4μm≦Rz≦6.3μm
を満たす、
請求項1に記載の工具ホルダ。
【請求項3】
前記凹部は、前記仮想円筒面の円周の少なくとも50%以上の範囲に形成されている、
請求項1または2に記載の工具ホルダ。
【請求項4】
前記工具回転中心軸方向において、
前記ポケット部の最大距離をL、前記第1円筒面の先端側の端部と前記第2円筒面の後端側の端部間の最大距離をHとするとき、
0.5≦H/L≦2.0である、
請求項1または2に記載の工具ホルダ。
【請求項5】
前記工具回転中心軸方向における、前記第1円筒面の最小幅をh1、前記第2円筒面の最小幅をh2とするとき、
h1、h2はともに0.5mm以上であり、かつ、0.5≦h1/h2≦2.0の関係を満たす、
請求項1または2に記載の工具ホルダ。
【請求項6】
前記工具ホルダは、めっき、黒染め、PVDコーティング、CVDコーティングのうちいずれか1つ以上の表面処理が施された部位を有する、
請求項1または2に記載の工具ホルダ。
【請求項7】
前記工具ホルダは、めっき、黒染め、PVDコーティング、CVDコーティングのうちのいずれの表面処理も施されていない、
請求項1または2に記載の工具ホルダ。
【請求項8】
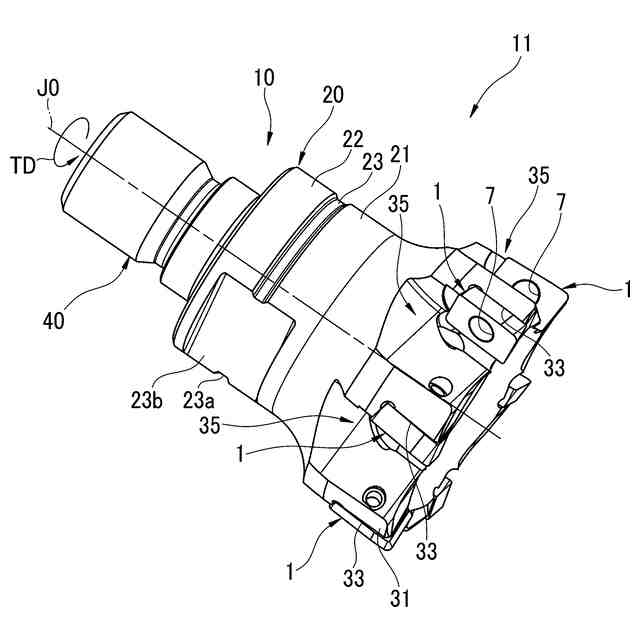
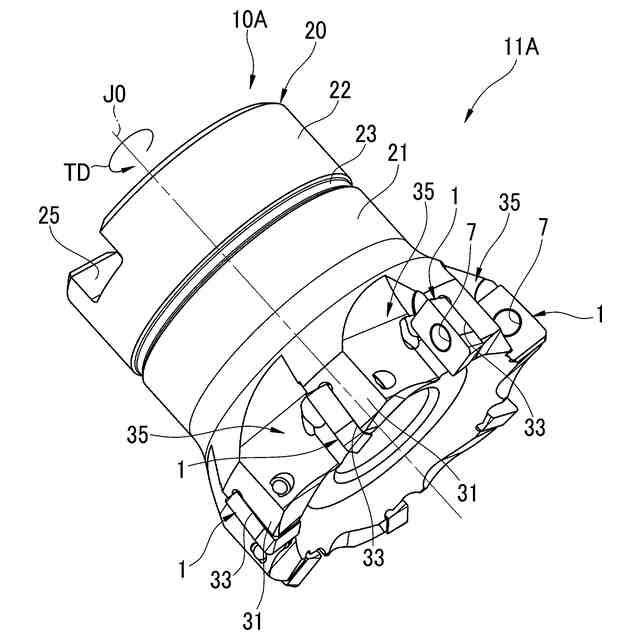
請求項1に記載の工具ホルダと、前記取付座に装着される切削インサートとを備える、刃先交換式切削工具。
【請求項9】
正面振れ量および半径方向振れ量が50μm以下、かつ、刃径精度が90μm以下、を満たす請求項8に記載の刃先交換式切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工具ホルダおよび刃先交換式切削工具に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
刃先交換式切削工具は、切削インサート、工具ホルダ、工具ホルダに切削インサートを取り付けるための、ねじ等の締結部材から成る。各部材の形状精度は加工面品位や寸法精度に影響を与えることがわかっており、近年は切削インサートの形状精度だけでなく工具ホルダの形状精度を向上させる傾向にある。例えば、非特許文献1のP.2には高精度なチップと工具ホルダによって高精度工具を提供することが開示されており、さらに、非特許文献2には工具ホルダの高精度化によるバランスが向上効果が謳われている。
【先行技術文献】
【非特許文献】
【0003】
プロダクトニュースNo.417エアロチッパーMAL/ALX形,2~3ページ
Tooling by DIJET GENERAL CATALOG Vol.10.1 2019~2020,B098~B099ページ
【発明の概要】
【発明が解決しようとする課題】
【0004】
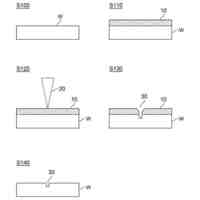
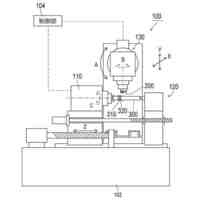
通常、工具ホルダは、旋盤や円筒研削工程にて所望の輪郭形状や基準面を削り出した後、マシニングセンタにてインサートを締結するポケット部を削り出すことで製造される。工具ホルダの刃径などの形状測定は、マシニングセンタ加工後に工具ホルダを取り外し、測定機に応じた治具へ付け替えて測定する。治具の寸法精度は高い嵌め合い精度にて製造管理されているが、製造時の治具と測定時の治具間には僅かながら寸法差がある。これにより製造時と測定時で基準面や基準軸が異なってしまい、芯ずれを生じさせていた。この芯ずれが工具刃径や振れ量測定結果に影響を及ぼし、測定寸法と実際の形状に誤差を生じさせてしまう。この誤差は小さいため、通常の精度の工具ホルダでは問題とならないが、高精度な工具ホルダの製造に関しては非常に大きな外乱要因となる。
【0005】
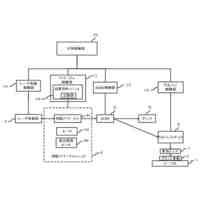
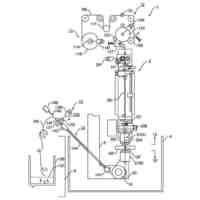
近年は工具ホルダの形状測定評価に用いる形状測定機(ツールプリセッター)に、軸補正機能と呼ばれる機能が備えられている。この軸補正機能は、離れた位置にある同軸かつ精度良く加工された2つの円筒面の円弧中心同士を結ぶ直線を中心軸として検出できるものである。この軸補正機能を利用することで、測定機や治具の付け替えによって生じる外乱を除外し、工具ホルダ単体の工具中心軸を検出することが可能になることが知られている。その結果、製造時の治具と測定時の治具に寸法差があったとしても、測定結果に影響は無く、工具ホルダ単体の寸法精度を評価できる。
【0006】
本発明者の検討によると、この軸補正機能によって工具中心軸を検出する場合、2つの精度良く加工された円筒面の位置関係が工具中心軸検出精度に影響を及ぼすという課題があることがわかった。たとえば、工具ホルダを製造する作業者によって2つの円筒面の取り方にばらつきが出てしまうと、工具中心軸の検出精度が低下してしまう。もしも検出精度の低い工具中心軸を基準に工具ホルダの形状測定をしてしまった場合、工具ホルダ単体の測定を行ったにもかかわらず、良好な精度で完成した工具ホルダが不良と判定されたり、公差から外れた工具ホルダが良品とされたりなど、品質管理上重大な問題となり得る。
【0007】
さらに、工具ホルダに2つの精度良く加工された円筒面を備えることで新たに生じる課題がある。工具ホルダの持ち運びには円筒状外周部を持つことになるが、たとえば円筒面の精度を出すため研削加工した場合、その研削面は旋盤加工面よりも高精度に加工されているため、手に持った際に滑りやすい表面性状となっている。そのため、工作機主軸へ切削工具を取り付けまたは取り外す際などに、より慎重な操作が必要となる。
【0008】
そこで本発明は上述の課題を鑑み、形状測定機(ツールプリセッター)による軸補正機能の中心軸の検出精度を安定的に高めることが可能な形状としたことで、不良品を誤って良品と判断されるおそれを低減し、高精度な工具ホルダを安定して製造できることと、かつ作業者の操作性を考慮した形状を備えることを両立させた工具ホルダを提供することを目的の一つとする。
【課題を解決するための手段】
【0009】
(1)工具回転中心軸を有する略円筒状の工具ホルダであって、前記工具ホルダの先端部には切削インサートを取り付けるための取付座を備えたポケット部を有し、前記ポケット部よりも後端側に円柱状部を備える。前記円柱状部において、前記円柱状部の側面を構成する円筒面を含み、工具回転中心軸を中心とする仮想円筒面を規定するとき、前記仮想円筒面上には、前記工具回転中心軸方向において、前記ポケット部に最も近い第1円筒面と、前記工具回転中心軸方向において、前記第1円筒面と直径が略等しく、かつ、前記第1円筒面から最も離れた第2円筒面と、が配置される。前記第1円筒面と前記第2円筒面との間には、前記仮想円筒面よりも径方向内側へ凹む凹部が配置される。前記凹部は、前記工具回転中心軸方向の最大幅tmaxが1.0mm以上である。前記第1円筒面および前記第2円筒面は、前記工具回転中心軸と同軸に形成された円筒研削面である。
【0010】
(2)(1)において、前記第1円筒面および第2円筒面の最大高さ粗さRzは、0.4μm≦Rz≦6.3μmを満たす構成としてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
個人
低周波振動発生出力方法
2か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め装置
4か月前
日東精工株式会社
着座確認装置
3か月前
個人
パワーデバイスの接合方法
5か月前
株式会社FUJI
工作機械
2か月前
アズビル株式会社
溶接方法
3か月前
株式会社コスメック
クランプ装置
4か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社不二越
ドリル
6日前
株式会社不二越
ドリル
3か月前
株式会社コスメック
着脱装置
2か月前
日東精工株式会社
チャックユニット
1か月前
日進工具株式会社
被覆切削工具
1か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
津田駒工業株式会社
回転テーブル装置
4か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社不二越
管用タップ
3か月前
一文機工株式会社
スタッド溶接用プラグ
5か月前
国立大学法人 東京大学
加工方法
26日前
個人
クーラント装置
3か月前
株式会社FUJI
工具交換アーム
5か月前
ビアメカニクス株式会社
レーザ加工装置
20日前
株式会社小島半田製造所
はんだ線
3か月前
ニフコプラント株式会社
ろ過装置
5か月前
株式会社不二越
管用タップ
2か月前
株式会社不二越
複合加工機
5か月前
株式会社不二越
エンドミル
4か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
白光株式会社
ツイーザー装置
1か月前
有限会社 ナプラ
接合材用金属粒子
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ