TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024076965
公報種別
公開特許公報(A)
公開日
2024-06-06
出願番号
2023183585
出願日
2023-10-25
発明の名称
レーザー加工方法及びレーザー加工装置
出願人
株式会社リコー
代理人
個人
,
個人
主分類
B23K
26/00 20140101AFI20240530BHJP(工作機械;他に分類されない金属加工)
要約
【課題】少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で対象物を加工する際に、加工不良品の発生を抑制できるレーザー加工方法を提供する。
【解決手段】本発明に係るレーザー加工方法は、第1の対象物及び第2の対象物の順に搬送し、レーザー光で複数の対象物を加工する方法であって、第1の対象物をレーザー加工する場合、第1の対象物が所定位置に搬送されたことを検知する第1の検知工程と、第2の対象物をレーザー加工する場合、第2の対象物が所定位置に搬送されたことを検知する第2の対象物を検知する第2の検知工程と、第2の対象物の加工開始位置を決定する決定工程と、集光手段の有効径内において、決定した第2の対象物の加工開始位置にレーザー光を走査して加工終了位置までレーザー光を照射する照射工程とを含む。
【選択図】なし
特許請求の範囲
【請求項1】
少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で前記第1の対象物及び前記第2の対象物を含む複数の対象物を加工するレーザー加工方法であって、
前記第1の対象物をレーザー加工する場合、検知手段により前記第1の対象物が所定位置に搬送されたことを検知する第1の検知工程と、
前記第2の対象物をレーザー加工する場合、前記検知手段により前記第2の対象物が前記所定位置に搬送されたことを検知する第2の検知工程と、
前記第1の検知工程で前記第1の対象物を検知した時間から前記第2の検知工程で前記第2の対象物を検知するまでの時間と、前記第1の対象物及び前記第2の対象物の搬送速度とから前記第2の対象物の加工開始位置を決定する決定工程と、
集光手段の有効径内において、前記決定工程で決定した前記第2の対象物の前記加工開始位置に前記レーザー光を走査して加工終了位置まで前記レーザー光を照射する照射工程と、
を含むレーザー加工方法。
続きを表示(約 1,100 文字)
【請求項2】
距離L1は、複数の対象物の距離の平均値L1aveであり、
前記平均値L1aveは、前記距離L1の最小値L1minと、前記距離L1の最大値L1maxとを少なくとも含む平均値である、請求項1に記載のレーザー加工方法。
【請求項3】
前記最小値L1minと、前記加工開始位置から前記加工終了位置までの距離L0とが、次式(I)をみたす、請求項2に記載のレーザー加工方法。
L0≦L1min ・・・(I)
【請求項4】
前記加工開始位置から前記加工終了位置までの距離L0と、前記最小値L1minと、前記最大値L1maxとが、次式(II)をみたす、請求項2に記載のレーザー加工方法。
L1min≦L0≦L1max ・・・(II)
【請求項5】
前記第1の対象物の加工開始位置から加工終了位置まで複数の前記レーザー光で加工する場合、
前記加工開始位置から前記加工終了位置までの距離L0と、前記第1の対象物と前記第2の対象物との距離L1とが、次式(III)をみたす、請求項1に記載のレーザー加工方法。
L0≦N・L1 ・・・(III)
(但し、式中、Nは、レーザー光の数を表し、2以上の整数である。)
【請求項6】
前記対象物が、容器である、請求項1に記載のレーザー加工方法。
【請求項7】
少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で前記第1の対象物及び前記第2の対象物を含む複数の対象物を加工するレーザー加工装置であって、
少なくとも前記第1の対象物及び前記第2の対象物の順に搬送する搬送手段と、
前記レーザー光で前記対象物を加工する加工手段と、
前記対象物を検知する検知手段と、
前記第2の対象物の加工開始位置を決定する決定手段と、
を有し、
前記検知手段は、前記第1の対象物をレーザー加工する場合、前記第1の対象物が所定位置に搬送されたことを検知し、前記第2の対象物の加工開始位置から加工終了位置まで前記レーザー光で加工する場合、前記第2の対象物が前記所定位置に搬送されたことを検知し、
前記決定手段は、前記検知手段により前記第1の対象物を検知した時間から前記第2の対象物を検知するまでの時間と、前記第1の対象物及び前記第2の対象物の搬送速度とから前記第2の対象物の前記加工開始位置を決定し、
前記加工手段は、集光手段の有効径内において、前記決定手段により決定した前記第2の対象物の前記加工開始位置に前記レーザー光を走査して前記加工終了位置まで前記レーザー光を照射するレーザー加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザー加工方法及びレーザー加工装置に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
特許文献1には、被加工物の搬送速度が異なる場合であっても、被加工物を加工することができる被加工物の加工方法が開示されている。しかしながら、特許文献1は、対象物を高精度に加工することについては考慮されておらず、少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で対象物を加工する際に、第1の対象物の加工終了時点から第2の対象物の加工開始時間を十分に確保できないことがあり、加工不良品が生じてしまうおそれがある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の一態様は、少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で対象物を加工する際に、加工不良品の発生を抑制できるレーザー加工方法を提供することを目的とする。
【課題を解決するための手段】
【0004】
本発明の一態様は、
少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で前記第1の対象物及び前記第2の対象物を含む複数の対象物を加工するレーザー加工方法であって、
前記第1の対象物をレーザー加工する場合、検知手段により前記第1の対象物が所定位置に搬送されたことを検知する第1の検知工程と、
前記第2の対象物をレーザー加工する場合、前記検知手段により前記第2の対象物が前記所定位置に搬送されたことを検知する第2の検知工程と、
前記第1の検知工程で前記第1の対象物を検知した時間から前記第2の検知工程で前記第2の対象物を検知するまでの時間と、前記第1の対象物及び前記第2の対象物の搬送速度とから前記第2の対象物の加工開始位置を決定する決定工程と、
集光手段の有効径内において、前記決定工程で決定した前記第2の対象物の前記加工開始位置に前記レーザー光を走査して加工終了位置まで前記レーザー光を照射する照射工程と、
を含むレーザー加工方法である。
【0005】
本発明の他の態様は、
少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で前記第1の対象物及び前記第2の対象物を含む複数の対象物を加工するレーザー加工装置であって、
少なくとも前記第1の対象物及び前記第2の対象物の順に搬送する搬送手段と、
前記レーザー光で前記対象物を加工する加工手段と、
前記対象物を検知する検知手段と、
前記第2の対象物の加工開始位置を決定する決定手段と、
を有し、
前記検知手段は、前記第1の対象物をレーザー加工する場合、前記第1の対象物が所定位置に搬送されたことを検知し、前記第2の対象物の加工開始位置から加工終了位置まで前記レーザー光で加工する場合、前記第2の対象物が前記所定位置に搬送されたことを検知し、
前記決定手段は、前記検知手段により第1の対象物を検知した時間から前記第2の対象物を検知するまでの時間と、前記第1の対象物及び前記第2の対象物の搬送速度とから前記第2の対象物の前記加工開始位置を決定し、
前記加工手段は、集光手段の有効径内において、前記決定手段により決定した前記第2の対象物の前記加工開始位置に前記レーザー光を走査して前記加工終了位置まで前記レーザー光を照射するレーザー加工装置である。
【発明の効果】
【0006】
本発明の一態様によれば、少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で対象物を加工する際に、加工不良品の発生を抑制できる。
【図面の簡単な説明】
【0007】
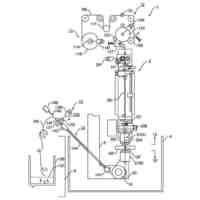
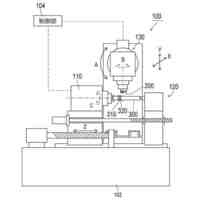
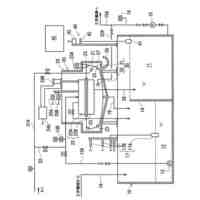
図1は、第1の実施形態に係るレーザー加工装置の一例を示す概略図である。
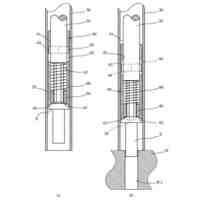
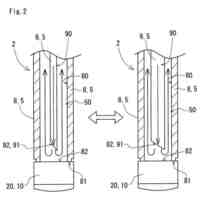
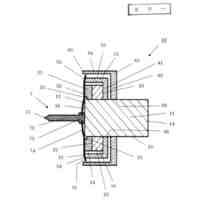
図2は、レーザー加工装置における集光手段の一例を示す概略図である。
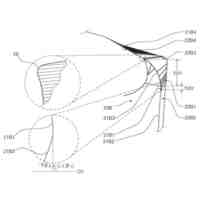
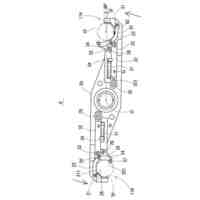
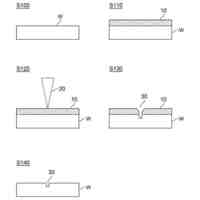
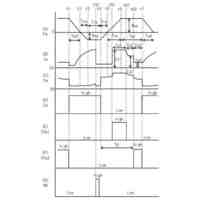
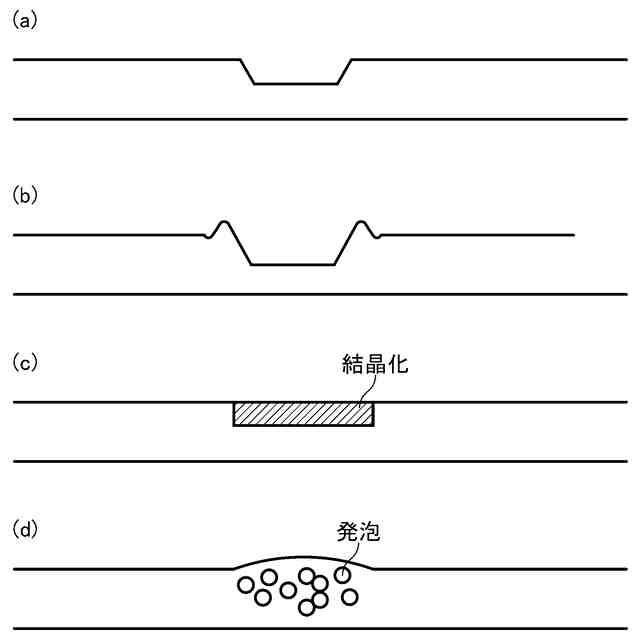
図3は、対象物である容器本体の性状変化の一例を示す説明図である。
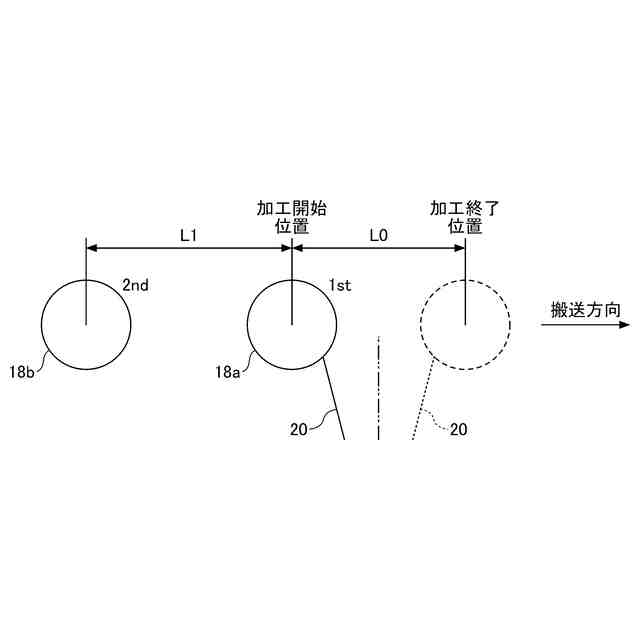
図4は、第1の実施形態に係るレーザー加工方法における、第1の対象物の加工開始位置の一例を示す概略図である。
図5は、第1の対象物の加工終了状態の一例を示す概略図である。
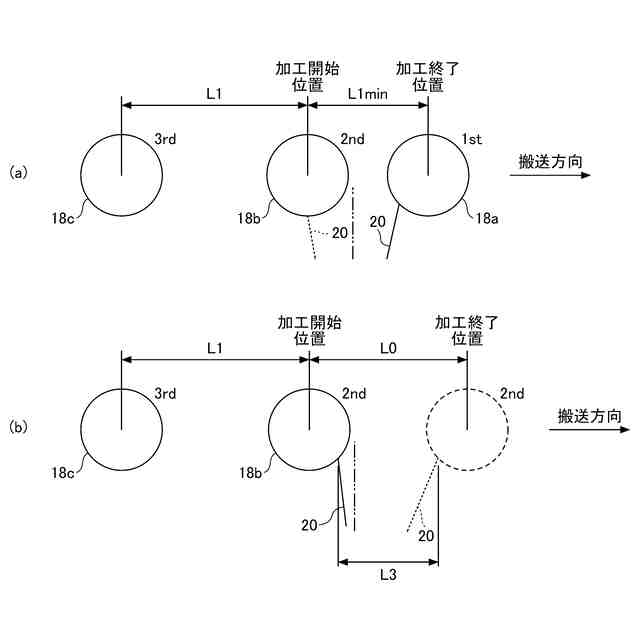
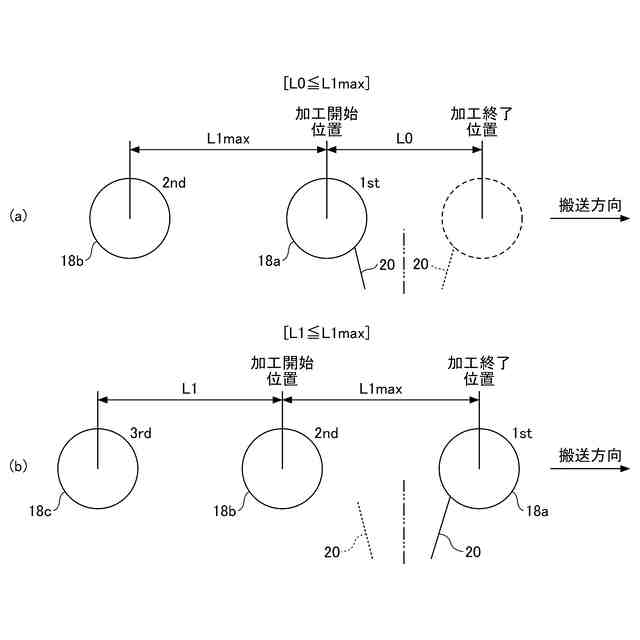
図6は、第1の実施形態に係るレーザー加工方法における加工開始位置から加工終了位置までの距離L0の条件を示す概略図である。
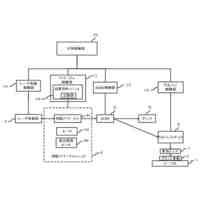
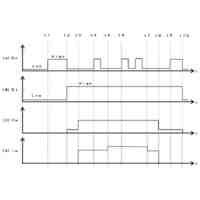
図7は、第2の実施形態に係るレーザー加工方法における処理の流れの一例を示すフローチャートである。
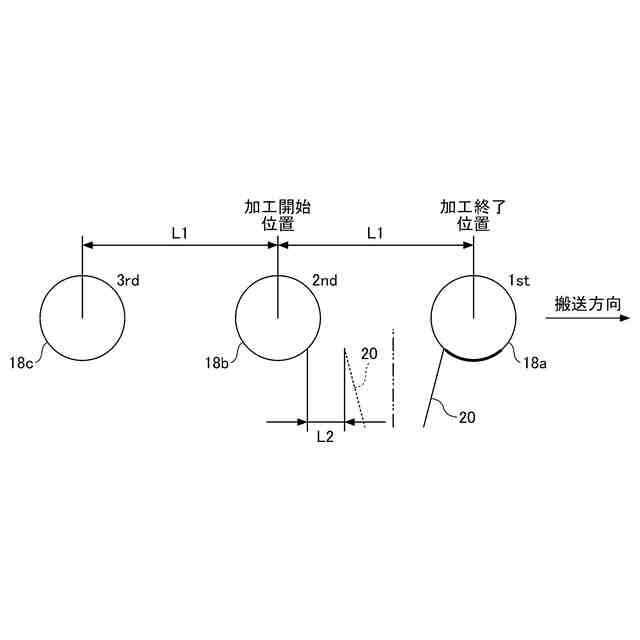
図8は、第2の実施形態に係るレーザー加工方法における加工状態の一例を示す概略図である。
図9は、第2の実施形態に係るレーザー加工方法における加工状態の他の一例を示す概略図である。
図10は、第2の実施形態に係るレーザー加工方法における加工状態の他の一例を示す概略図である。
図11は、第2の実施形態に係るレーザー加工方法における加工状態の他の一例を示す概略図である。
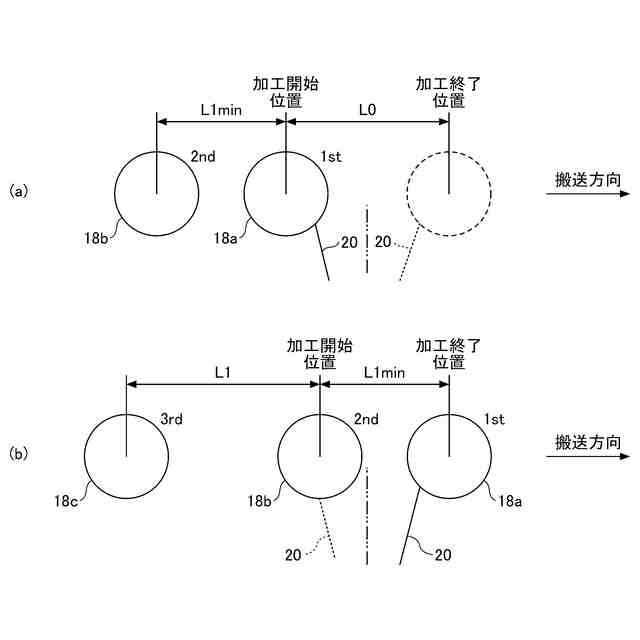
図12は、第2の実施形態に係るレーザー加工方法における、レンズ有効径L3と最小値L1minの関係の一例を示す概略図である。
図13は、第2の実施形態に係るレーザー加工方法における、レンズ有効径L3と最大値L1maxの関係の一例を示す概略図である。
図14は、第2の実施形態に係るレーザー加工方法における、複数のレーザー装置を搬送方向に配置した場合の対象物の配置の一例を示す概略図である。
図15は、複数のレーザー装置を用いた第3の実施形態に係るレーザー加工方法における、対象物の配置の一例を示す概略図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施の形態について、詳細に説明する。本明細書において数値範囲を示す「~」は、別段の断わりがない限り、その前後に記載された数値を下限値及び上限値として含むことを意味する。
【0009】
(レーザー加工方法及びレーザー加工装置)
本発明の一実施形態に係るレーザー加工方法は、少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で少なくとも前記第1の対象物及び前記第2の対象物を含む複数の対象物を加工するレーザー加工方法であって、
前記第1の対象物をレーザー加工する場合、検知手段により前記第1の対象物が所定位置に搬送されたことを検知する第1の検知工程と、
前記第2の対象物をレーザー加工する場合、前記検知手段により前記第2の対象物が前記所定位置に搬送されたことを検知する第2の検知工程と、
前記第1の検知工程で前記第1の対象物を検知した時間から前記第2の検知工程で前記第2の対象物を検知するまでの時間と、前記第1の対象物及び前記第2の対象物の搬送速度とから前記第2の対象物の加工開始位置を決定する決定工程と、
集光手段の有効径内において、前記決定工程で決定した前記第2の対象物の前記加工開始位置に前記レーザー光を走査して前記加工終了位置まで前記レーザー光を照射する照射工程と、
を含む。
【0010】
本発明の一実施形態に係るレーザー加工装置は、少なくとも第1の対象物及び第2の対象物の順に搬送し、レーザー光で少なくとも前記第1の対象物及び前記第2の対象物を含む複数の対象物を加工するレーザー加工装置であって、
少なくとも前記第1の対象物及び前記第2の対象物の順に搬送する搬送手段と、
前記レーザー光で前記対象物を加工する加工手段と、
前記対象物を検知する検知手段と、
前記第2の対象物の加工開始位置を決定する決定手段と、
を有し、
前記検知手段は、前記第1の対象物をレーザー加工する場合、前記第1の対象物が所定位置に搬送されたことを検知し、前記第2の対象物の加工開始位置から加工終了位置まで前記レーザー光で加工する場合、前記第2の対象物が前記所定位置に搬送されたことを検知し、
前記決定手段は、前記検知手段により第1の対象物を検知した時間から前記第2の対象物を検知するまでの時間と、前記第1の対象物及び前記第2の対象物の搬送速度とから前記第2の対象物の前記加工開始位置を決定し、
前記加工手段は、集光手段の有効径内において、前記決定手段により決定した前記第2の対象物の前記加工開始位置に前記レーザー光を走査して前記加工終了位置まで前記レーザー光を照射する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
個人
低周波振動発生出力方法
2か月前
日東精工株式会社
ねじ締め機
5か月前
津田駒工業株式会社
工作機械
3か月前
個人
パワーデバイスの接合方法
4か月前
日東精工株式会社
ねじ締め装置
4か月前
日東精工株式会社
着座確認装置
3か月前
株式会社コスメック
クランプ装置
4か月前
株式会社FUJI
工作機械
2か月前
アズビル株式会社
溶接方法
3か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社不二越
ドリル
1日前
株式会社不二越
ドリル
3か月前
株式会社コスメック
着脱装置
2か月前
日東精工株式会社
チャックユニット
27日前
株式会社ダイヘン
くびれ検出制御方法
2か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
津田駒工業株式会社
回転テーブル装置
4か月前
ダイハツ工業株式会社
冷却構造
27日前
日進工具株式会社
被覆切削工具
1か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
個人
クーラント装置
3か月前
株式会社不二越
管用タップ
3か月前
株式会社不二越
エンドミル
4か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
株式会社FUJI
工具交換アーム
5か月前
株式会社不二越
複合加工機
5か月前
国立大学法人 東京大学
加工方法
21日前
株式会社不二越
管用タップ
1か月前
ビアメカニクス株式会社
レーザ加工装置
15日前
ニフコプラント株式会社
ろ過装置
5か月前
株式会社小島半田製造所
はんだ線
3か月前
一文機工株式会社
スタッド溶接用プラグ
5か月前
株式会社ダイヘン
正逆送給アーク溶接方法
4か月前
株式会社ダイヘン
被覆アーク溶接制御方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ