TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024071166
公報種別
公開特許公報(A)
公開日
2024-05-24
出願番号
2022181975
出願日
2022-11-14
発明の名称
塗装システム
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B05B
13/02 20060101AFI20240517BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】塗装の構成が異なる複数の車種を容易に塗装することができる塗装システムを提供すること。
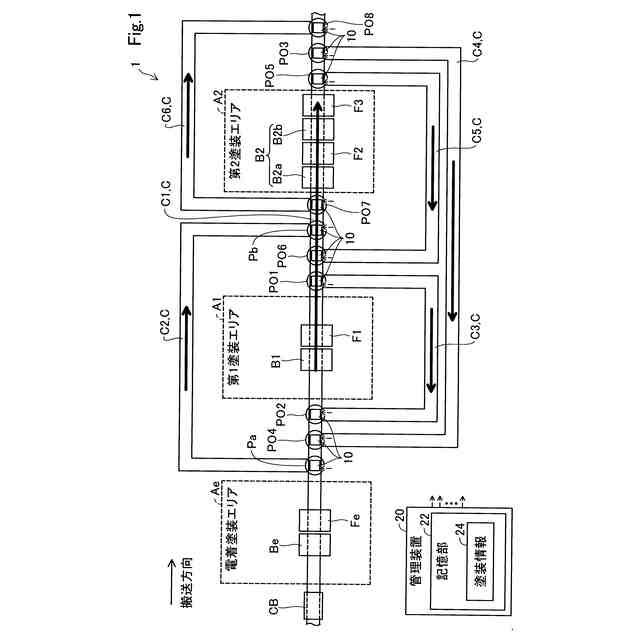
【解決手段】車体に第1塗膜層を形成するための第1塗装ブースと、車体に第1塗膜層とは異なる第2塗膜層を形成するための第2塗装ブースと、車体を支持して搬送方向に搬送する第1搬送ラインであって、第1塗装ブースと第2塗装ブースとを通過する第1搬送ラインと、車体を支持して搬送方向に搬送する第2搬送ラインであって、第1塗装ブースを通過せずに、第1塗装ブースと第2塗装ブースとの間の接続点にて第1搬送ラインと接続する第2搬送ラインと、を備える、塗装システム。
【選択図】図1
特許請求の範囲
【請求項1】
塗装を行う塗装システムであって、
車体に第1塗膜層を形成するための第1塗装ブースと、
前記車体に前記第1塗膜層とは異なる第2塗膜層を形成するための第2塗装ブースと、
前記車体を支持して搬送方向に搬送する第1搬送ラインであって、前記第1塗装ブースと前記第2塗装ブースとを通過する第1搬送ラインと、
前記車体を支持して前記搬送方向に搬送する第2搬送ラインであって、前記第1塗装ブースを通過せずに、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の接続点にて前記第1搬送ラインと接続する第2搬送ラインと、を備える、塗装システム。
続きを表示(約 2,400 文字)
【請求項2】
請求項1に記載の塗装システムであって、
前記第1塗装ブースは、前記第2塗装ブースの上流側にあり、
前記塗装システムは、前記第1搬送ライン上の前記第1塗装ブースの前記上流側に電着塗装を行う電着ブースをさらに備え、
前記第2搬送ラインは、前記電着ブースと前記第1塗装ブースとの間にある前記第1搬送ライン上の分岐点から分岐する、塗装システム。
【請求項3】
請求項2に記載の塗装システムであって、さらに、
前記車体に予め付与された識別子を取得する取得部と、
前記識別子と、複数の塗膜で構成された塗膜構成とが予め対応付けられた塗装情報を記憶する記憶部と、
前記分岐点に配置され、前記車体の搬送先を前記第1搬送ラインと前記第2搬送ラインとの何れかに切り替える切替機構と、を備え、
前記切替機構は、
前記取得部により取得された前記識別子と前記塗装情報とを用いて前記搬送先を切り替える、塗装システム。
【請求項4】
請求項1に記載の塗装システムであって、
前記車体は、複数の塗膜で構成された塗膜構成が互いに異なる複数の車種を有し、
前記第1塗膜層は、少なくとも第1塗膜を含み、
前記第2塗膜層は、少なくとも第2塗膜を含み、
前記複数の車種は、
前記塗膜構成が、前記第1塗膜を含まず、少なくとも単層の前記第2塗膜を含む第1車種と、
前記塗膜構成が、少なくとも、単層の前記第1塗膜と単層の前記第2塗膜とを含む第2車種と、を含み、
前記第1塗装ブースは、前記第2塗装ブースの上流側にあり、単層の前記第1塗膜を形成可能に構成されており、
前記第2塗装ブースは、単層の前記第2塗膜を形成可能に構成されている、塗装システム。
【請求項5】
請求項4に記載の塗装システムであって、
前記第2塗膜層は、さらに第3塗膜と、第4塗膜とを含み、
前記第1車種は、前記塗膜構成に、さらに、単層の前記第3塗膜と単層の前記第4塗膜とを含み、
前記第2車種は、前記塗膜構成に、さらに、単層の前記第3塗膜と単層の前記第4塗膜とを含み、
前記複数の車種は、さらに、
前記塗膜構成が、少なくとも、単層の前記第1塗膜と、単層の前記第2塗膜と、単層の前記第3塗膜と、単層の前記第4塗膜とを含むとともに、前記第1塗膜と、前記第4塗膜とのうち、少なくともいずれか一方が複数層である第3車種を含み、
前記第1塗装ブースは、
通過する前記車体に対して、単層の前記第1塗膜と、単層の前記第4塗膜とのいずれか一方を形成可能に構成されている、塗装システム。
【請求項6】
請求項1に記載の塗装システムであって、
前記第1塗膜層は、第1塗膜を含み、
前記第2塗膜層は、少なくとも第2塗膜と第3塗膜とを含み、
前記第2塗膜と前記第3塗膜とは有色であるとともに、前記第2塗膜と前記第3塗膜とは互いに色が異なり、
前記第2塗装ブースでは、
前記車体の外板部に前記第2塗膜を形成する第1形成工程と、
前記車体の内板部に前記第3塗膜を形成する第2形成工程と、
前記外板部に前記第3塗膜を形成する第3形成工程と、がこの順に行われる、塗装システム。
【請求項7】
請求項1に記載の塗装システムであって、
前記第1塗装ブースは、前記第2塗装ブースの上流側にあり、
前記車体を支持して前記搬送方向の逆方向に搬送する第3搬送ラインであって、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の第1点から分岐して、前記第1搬送ライン上の前記第1塗装ブースより前記上流側にある第2点にて合流する第3搬送ラインをさらに有する、塗装システム。
【請求項8】
請求項7に記載の塗装システムであって、
前記車体を支持して前記搬送方向の逆方向に搬送する第4搬送ラインであって、前記第1搬送ライン上の前記第2塗装ブースより下流側にある第3点から分岐して、前記第1搬送ライン上の前記第1塗装ブースより前記上流側にある第4点にて合流する第4搬送ラインをさらに有する、塗装システム。
【請求項9】
請求項8に記載の塗装システムであって、
前記車体を支持して前記搬送方向の逆方向に搬送する第5搬送ラインであって、前記第1搬送ライン上の前記第2塗装ブースより前記下流側にある第5点から分岐して、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の第6点にて合流する第5搬送ラインを有する、塗装システム。
【請求項10】
塗装を行う塗装システムであって、
前記塗装システムは、複数の塗膜で構成された塗膜構成が互いに異なる複数の車種の車体を塗装し、
前記複数の車種のそれぞれの前記塗膜構成について、共通の塗膜以外の塗膜を形成するための第1塗装ブースと、
前記共通の塗膜を形成するための第2塗装ブースと、
前記車体を支持して搬送方向に搬送する第1搬送ラインであって、前記第1塗装ブースと前記第2塗装ブースとを通過する第1搬送ラインと、
前記車体を支持して前記搬送方向に搬送する第2搬送ラインであって、前記第1塗装ブースを通過せずに、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の接続点にて前記第1搬送ラインと接続する第2搬送ラインと、を備える、塗装システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、塗装システムに関する。
続きを表示(約 5,200 文字)
【背景技術】
【0002】
従来、車体には、塗装ブースにおいて、塗料が噴霧されることにより、塗装が施される(例えば、特許文献1)。一般に、塗装工程では、複数の塗膜が層状に形成される。そして、形成される塗膜の種類および塗膜の数は、車種によって様々である。
【先行技術文献】
【特許文献】
【0003】
特開2004-354054号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
塗装工程が行われる製造ラインでは、形成される塗膜の種類や数は予め決められている。このため、塗装の構成が異なる複数の車種を塗装することが容易ではない場合がある。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の第一形態によれば、塗装を行う塗装システムが提供される。この塗装システムは、車体に第1塗膜層を形成するための第1塗装ブースと、前記車体に前記第1塗膜層とは異なる第2塗膜層を形成するための第2塗装ブースと、前記車体を支持して搬送方向に搬送する第1搬送ラインであって、前記第1塗装ブースと前記第2塗装ブースとを通過する第1搬送ラインと、前記車体を支持して前記搬送方向に搬送する第2搬送ラインであって、前記第1塗装ブースを通過せずに、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の接続点にて前記第1搬送ラインと接続する第2搬送ラインと、を備える。この形態によれば、第1搬送ラインを用いて、車体に第1塗膜層と第2塗膜層とを形成できるとともに、第2搬送ラインを用いて、車体に第1塗膜層を形成せずに第2塗膜層を形成できる。よって、異なる車種の塗装を容易に行うことができる。
(2)上記形態の塗装システムであって、前記第1塗装ブースは、前記第2塗装ブースの上流側にあり、前記塗装システムは、前記第1搬送ライン上の前記第1塗装ブースの前記上流側に電着塗装を行う電着ブースをさらに備え、前記第2搬送ラインは、前記電着ブースと前記第1塗装ブースとの間にある前記第1搬送ライン上の分岐点から分岐してもよい。この形態によれば、車種に拘わらず、第1搬送ラインを用いて車体を搬送することにより、同じ電着ブースを使用して電着塗装を行うことができる。
(3)上記形態の塗装システムであって、さらに、前記車体に予め付与された識別子を取得する取得部と、前記識別子と、複数の塗膜で構成された塗膜構成とが予め対応付けられた塗装情報を記憶する記憶部と、前記分岐点に配置され、前記車体の搬送先を前記第1搬送ラインと前記第2搬送ラインとの何れかに切り替える切替機構と、を備え、前記切替機構は、前記取得部により取得された前記識別子と前記塗装情報とを用いて前記搬送先を切り替えてもよい。この形態によれば、車種に応じて、切替機構によって自動で車体の搬送先を切り替えることができる。
(4)上記形態の塗装システムであって、前記車体は、複数の塗膜で構成された塗膜構成が互いに異なる複数の車種を有し、前記第1塗膜層は、少なくとも第1塗膜を含み、前記第2塗膜層は、少なくとも第2塗膜を含み、前記複数の車種は、前記塗膜構成が、前記第1塗膜を含まず、少なくとも単層の前記第2塗膜を含む第1車種と、前記塗膜構成が、少なくとも、単層の前記第1塗膜と単層の前記第2塗膜とを含む第2車種と、を含み、前記第1塗装ブースは、前記第2塗装ブースの前記上流側にあり、単層の前記第1塗膜を形成可能に構成されており、前記第2塗装ブースは、単層の前記第2塗膜を形成可能に構成されていてもよい。この形態によれば、第2車種の車体を第1搬送ラインに搬送させて、車体に第1塗膜と第2塗膜とを順に形成することができる。
(5)上記形態の塗装システムであって、前記第2塗膜層は、さらに第3塗膜と、第4塗膜とを含み、前記第1車種は、前記塗膜構成に、さらに、単層の前記第3塗膜と単層の前記第4塗膜とを含み、前記第2車種は、前記塗膜構成に、さらに、単層の前記第3塗膜と単層の前記第4塗膜とを含み、前記複数の車種は、さらに、前記塗膜構成が、少なくとも、単層の前記第1塗膜と、単層の前記第2塗膜と、単層の前記第3塗膜と、単層の前記第4塗膜とを含むとともに、前記第1塗膜と、前記第4塗膜とのうち、少なくともいずれか一方が複数層である第3車種を含み、前記第1塗装ブースは、通過する前記車体に対して、単層の前記第1塗膜と、単層の前記第4塗膜とのいずれか一方を形成可能に構成されていてもよい。この形態によれば、第1塗装ブースを使用して、第4塗膜が複数層形成される第3車種を塗装することができ、第2塗装ブースの生産能力を適正化して、塗装工程を効率的に行うことができる。
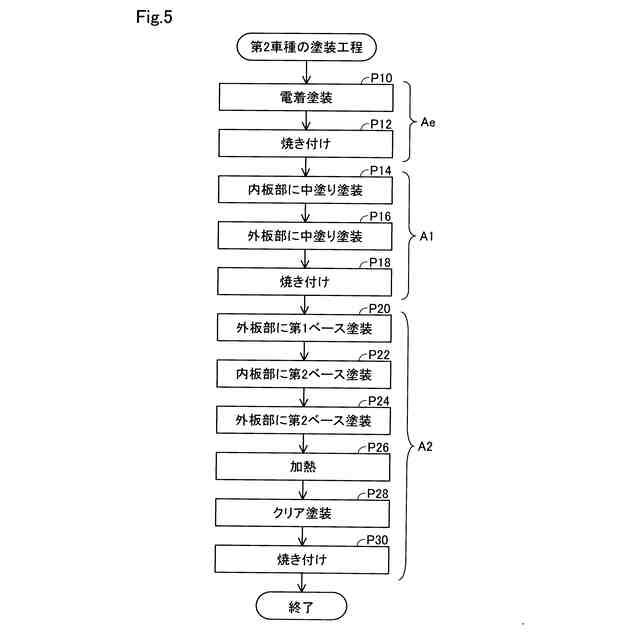
(6)上記形態の塗装システムであって、前記第1塗膜層は、第1塗膜を含み、前記第2塗膜層は、少なくとも第2塗膜と第3塗膜とを含み、前記第2塗膜と前記第3塗膜とは有色であるとともに、前記第2塗膜と前記第3塗膜とは互いに色が異なり、前記第2塗装ブースでは、前記車体の外板部に前記第2塗膜を形成する第1形成工程と、前記車体の内板部に前記第3塗膜を形成する第2形成工程と、前記外板部に前記第3塗膜を形成する第3形成工程と、がこの順に行われてもよい。この形態によれば、第1形成工程にて、車体の内板部に第2塗膜の塗料が付着した場合であっても、第2形成工程にて形成される第3塗膜により、第2塗膜は隠蔽されるため、車両の美観の低下を抑制することができる。
(7)上記形態の塗装システムであって、前記第1塗装ブースは、前記第2塗装ブースの前記上流側にあり、前記車体を支持して前記搬送方向の逆方向に搬送する第3搬送ラインであって、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の第1点から分岐して、前記第1搬送ライン上の前記第1塗装ブースより前記上流側にある第2点にて合流する第3搬送ラインをさらに有してもよい。この形態によれば、第3搬送ラインを用いることにより、第1塗膜が複数層形成される車体を効率良く塗装することができる。
(8)上記形態の塗装システムであって、前記車体を支持して前記搬送方向の逆方向に搬送する第4搬送ラインであって、前記第1搬送ライン上の前記第2塗装ブースより下流側にある第3点から分岐して、前記第1搬送ライン上の前記第1塗装ブースより前記上流側にある第4点にて合流する第4搬送ラインをさらに有していてもよい。この形態によれば、第4搬送ラインを用いて、車体を第1塗装ブースに搬送し、第1塗装ブースにて第4塗膜を塗装することにより、第4塗膜が複数層形成される車体を効率良く塗装することができる。
(9)上記形態の塗装システムであって、前記車体を支持して前記搬送方向の逆方向に搬送する第5搬送ラインであって、前記第1搬送ライン上の前記第2塗装ブースより前記下流側にある第5点から分岐して、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の第6点にて合流する第5搬送ラインを有していてもよい。この形態によれば、第5搬送ラインを用いることにより、互いに色が異なる複数の第2ベース塗膜の各々が、車体に配される車体を効率良く塗装することができる。
(10)本開示の第二形態によれば、塗装を行う塗装システムが提供される。この塗装システムは、複数の塗膜で構成された塗膜構成が互いに異なる複数の車種の車体を塗装し、前記複数の車種のそれぞれの前記塗膜構成について、共通の塗膜以外の塗膜を形成するための第1塗装ブースと、前記共通の塗膜を形成するための第2塗装ブースと、前記車体を支持して搬送方向に搬送する第1搬送ラインであって、前記第1塗装ブースと前記第2塗装ブースとを通過する第1搬送ラインと、前記車体を支持して前記搬送方向に搬送する第2搬送ラインであって、前記第1塗装ブースを通過せずに、前記第1塗装ブースと前記第2塗装ブースとの間の前記第1搬送ライン上の接続点にて前記第1搬送ラインと接続する第2搬送ラインと、を備える。この形態によれば、車種に拘わらず、車体について第2塗装ブースを通過させることにより、複数の車種で共通の塗膜を形成できる。そして、複数の車種に共通の塗膜以外の塗膜については、第1塗装ブースを用いて塗装することにより、異なる車種の塗装を容易に行うことができる。
(11)上記形態の塗装システムであって、前記複数の車種は、前記塗膜構成が、第1塗膜を含まず、第2塗膜と第3塗膜とを含む第1車種と、前記塗膜構成が、前記第1塗膜と、前記第2塗膜と、前記第3塗膜とを含む第2車種と、を含み、前記第1塗装ブースは、前記共通の塗膜以外の塗膜としての前記第1塗膜を塗装可能に構成され、前記第2塗装ブースは、前記共通の塗膜としての前記第2塗膜と前記第3塗膜とを塗装可能に構成されていてもよい。この形態によれば、第1車種の車体については、第2搬送ラインを用いて、第1塗膜を形成せずに、第2塗膜と第3塗膜とを形成することができる。そして、第2車種の車体については、車体に第1塗膜と、第2塗膜と、第3塗膜とを順に形成することができる。
(12)上記形態の塗装システムであって、前記第1車種は、前記第2塗膜と、前記第3塗膜とをそれぞれ単層含むとともに、単層の第4塗膜を含み、前記第2車種は、前記第1塗膜と、前記第2塗膜と、前記第3塗膜とをそれぞれ単層含むとともに、単層の前記第4塗膜を含み、前記複数の車種は、さらに、前記塗膜構成が、単層の前記第1塗膜と、単層の前記第2塗膜と、単層の前記第3塗膜と、単層の前記第4塗膜とを少なくとも含むとともに、前記第1塗膜と、前記第4塗膜とのうち、少なくともいずれか一方が複数層である第3車種を含み、前記第1塗装ブースは、通過する前記車体に対して、前記第1塗膜と、前記第4塗膜との何れか一方を形成可能に構成されていてもよい。この形態によれば、第1塗装ブースを使用して、第4塗膜が複数層形成される第3車種を塗装することができ、第2塗装ブーの生産能力を適正化して、塗装システムが行う塗装工程を効率的に行うことができる。
本開示は、塗装システム以外の種々の形態で実現することも可能である。例えば、塗装方法などの形態で実現することができる。
【図面の簡単な説明】
【0007】
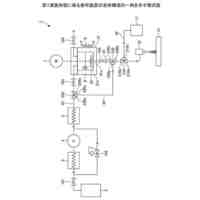
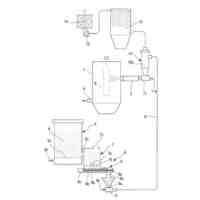
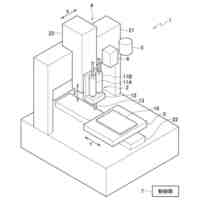
塗装システムの構成を示す模式図。
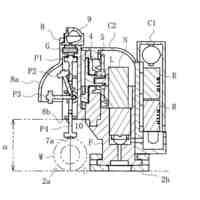
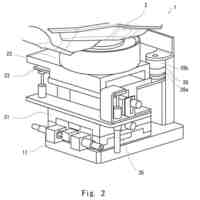
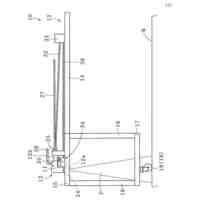
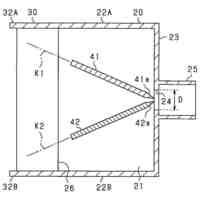
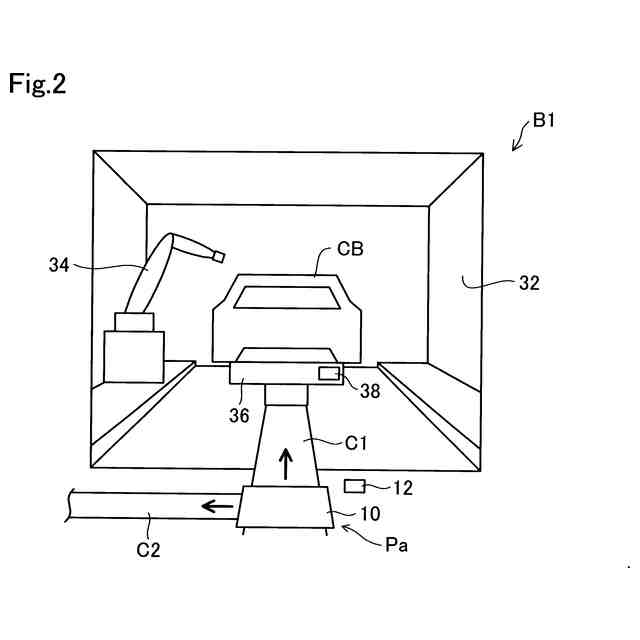
第1塗装ブースを説明する図。
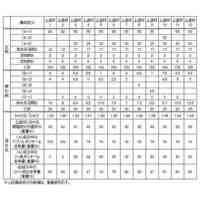
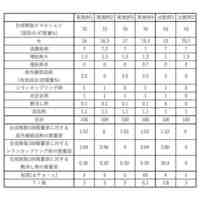
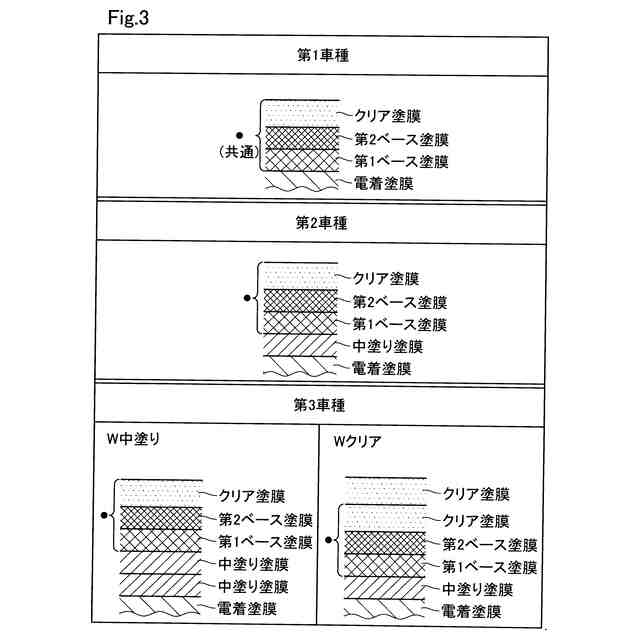
車種と塗膜構成との対応関係を示す表。
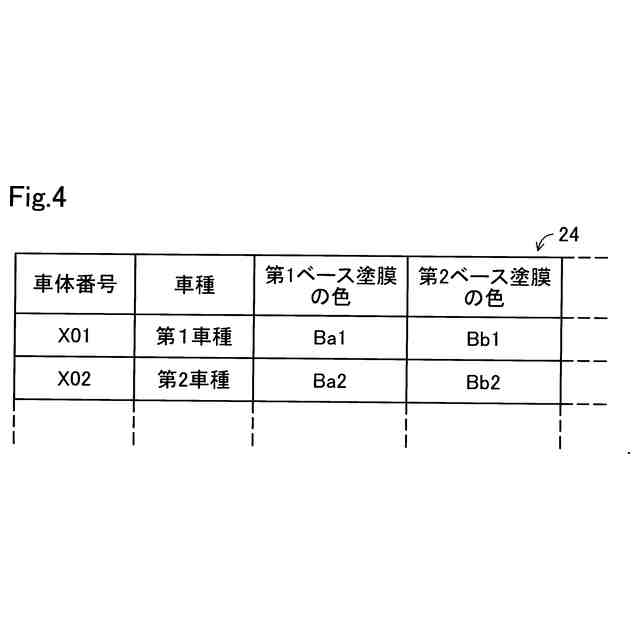
塗膜情報を説明する図。
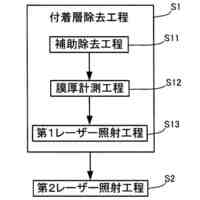
第2車種の塗装工程を示すフローチャート。
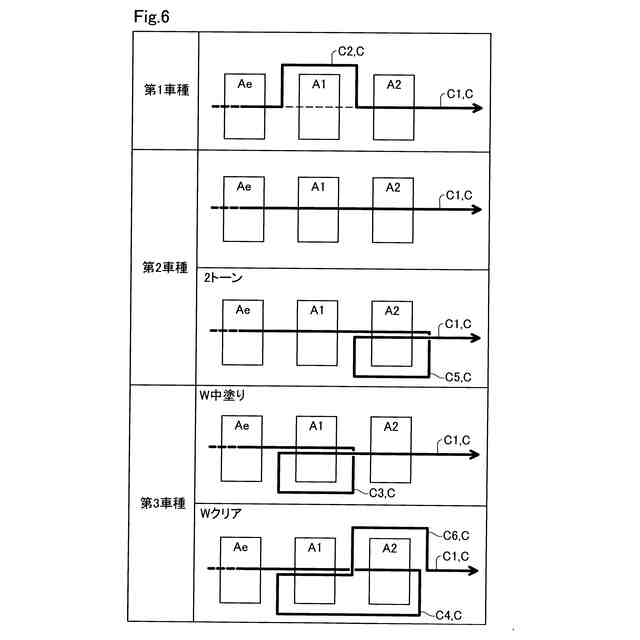
各車種の塗装システムにおける搬送経路をまとめた表。
【発明を実施するための形態】
【0008】
A.実施形態:
A1.塗装システム構成:
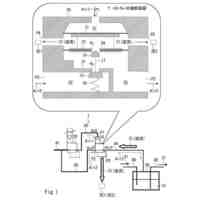
図1は、車体CBに塗装を行う塗装システム1の構成を示す模式図である。図2は、第1塗装ブースB1を説明する図である。図3は、車種と塗膜構成との対応関係を示す表である。図4は、後述する塗装情報24を説明する図である。図1に示すように、塗装システム1は、電着塗装エリアAeと、第1塗装エリアA1と、第2塗装エリアA2と、複数の搬送ラインCとを備える。複数の搬送ラインCは、第1搬送ラインC1と、第2搬送ラインC2と、第3搬送ラインC3と、第4搬送ラインC4と、第5搬送ラインC5と、第6搬送ラインC6とを含む。搬送ラインCは、車体CBを支持して搬送する。電着塗装エリアAeと、第1塗装エリアA1と、第2塗装エリアA2とは、この順に配置されている。第1搬送ラインC1は、電着塗装エリアAeと、第1塗装エリアA1と、第2塗装エリアA2とを順に通過する。第1搬送ラインC1は、電着塗装エリアAeから第2塗装エリアA2に向かう搬送方向に車体CBを搬送する。
【0009】
電着塗装エリアAeは、車体CBに電着塗膜を形成するためのエリアである。電着塗装エリアAeは、電着ブースBeと、乾燥炉Feとを備える。電着ブースBeには、図示しない電着塗装液を収容する電着液槽が配置されている。
【0010】
第1塗装エリアA1は、車体CBに第1塗膜としての中塗り塗膜を形成するためのエリアである。第1塗装エリアA1には、第1塗装ブースB1と乾燥炉F1とが、搬送方向の上流から下流に向かって、この順に配置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
3日前
ベック株式会社
被膜形成方法
2か月前
ベック株式会社
被膜形成方法
2か月前
株式会社リコー
塗工装置
1か月前
三菱製紙株式会社
液体塗布装置
1か月前
トヨタ自動車株式会社
塗工装置
3日前
株式会社新免鉄工所
表面処理方法
2か月前
東レエンジニアリング株式会社
塗布装置
2か月前
東レエンジニアリング株式会社
塗布装置
2か月前
関西ペイント株式会社
複層塗膜形成方法
13日前
有限会社加藤軽合金
マーキング装置
2か月前
御崎コンベヤー株式会社
液体塗布装置
1か月前
株式会社リコー
塗布装置
11日前
株式会社オンテックス
木目調塗装用器具
2か月前
旭サナック株式会社
粉体塗装装置
25日前
東洋製罐株式会社
成形品確認装置
1か月前
トヨタ自動車株式会社
シール材塗布装置
1か月前
株式会社三和技巧
塗装装置
2か月前
株式会社オンテックス
木目調塗装用刷毛
2か月前
有限会社ガリュー
噴射ノズル
2か月前
トヨタ紡織株式会社
ミスト発生装置
2か月前
株式会社ニチリン
塗布装置
1か月前
株式会社吉野工業所
ポンプ装置
6日前
理想科学工業株式会社
塗布装置
1か月前
近畿日本鉄道株式会社
エア噴射ノズル
1か月前
株式会社吉野工業所
蓄圧式吐出具
1か月前
ヤマホ工業株式会社
伸縮式散布杆
17日前
兵神装備株式会社
ノズル、及び液供給システム
1か月前
トヨタ自動車東日本株式会社
積層塗膜形成方法
10日前
株式会社リコー
液体吐出装置および液体吐出方法
16日前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
TOPPANホールディングス株式会社
スリットコータ
1か月前
三和合板株式会社
化粧板の製造装置
1か月前
菊水化学工業株式会社
塗装方法及び積層構造
1か月前
株式会社吉野工業所
トリガー式吐出具
1か月前
積水ポリマテック株式会社
マスク方法及びマスク部材
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ