TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024070038
公報種別
公開特許公報(A)
公開日
2024-05-22
出願番号
2022180387
出願日
2022-11-10
発明の名称
成形治具および複合材料製パネル構造体の製造方法
出願人
川崎重工業株式会社
代理人
個人
,
個人
主分類
B29C
43/32 20060101AFI20240515BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形時の積層体の位置を安定して維持するとともに、成形品にしわやうねりが発生することを抑止する。
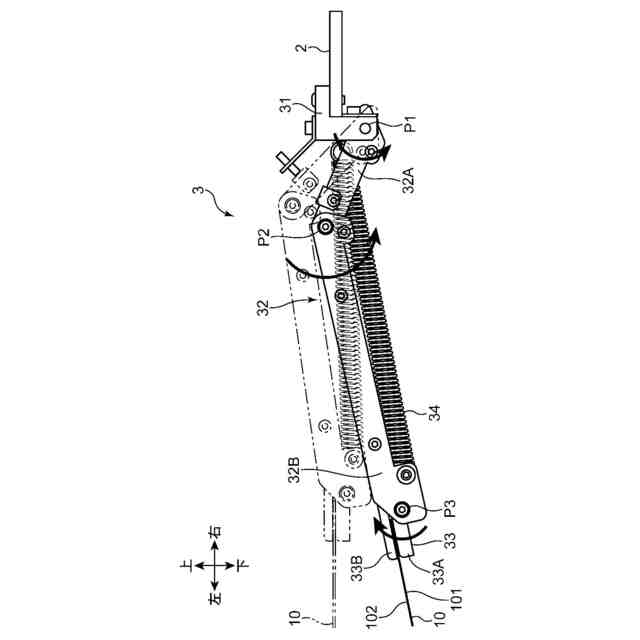
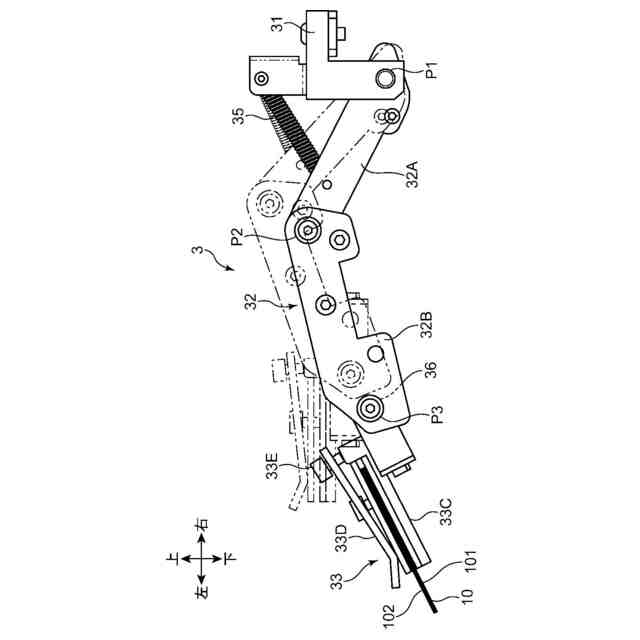
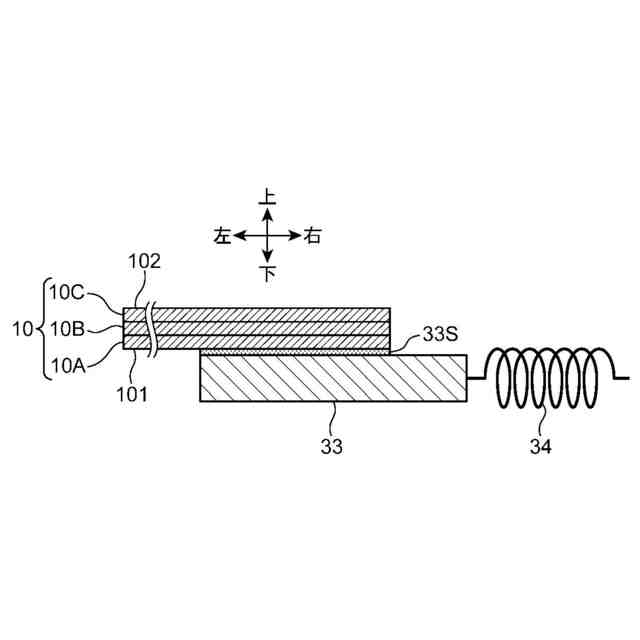
【解決手段】成形治具1は、強化繊維およびマトリクス樹脂を含有する複数のシート材が積層された積層体10をプレス成形によってパネル構造体100に成形するための成形治具である。成形治具1は、フレーム2と複数の支持機構3とを有する。支持機構3は、フレーム固定部31と、フレーム固定部31に揺動可能に支持された支持アーム32と、支持アーム32に支持され、複数のシート材の相対的なすべりを許容するように積層体10を支持する積層体支持部33と、を有する。
【選択図】図3
特許請求の範囲
【請求項1】
強化繊維およびマトリクス樹脂を含有する複数のシート材が積層された積層体をプレス成形によって成形体に成形するための成形治具であって、
フレームと、
前記フレームに装着され、前記積層体を支持する複数の支持機構と、
を備え、
前記複数の支持機構の各々は、
前記フレームに固定された固定部と、
前記固定部に揺動可能に支持された揺動部と、
前記揺動部に支持され、前記複数のシート材の相対的なすべりを許容するように前記積層体を支持する積層体支持部と、
を有する、成形治具。
続きを表示(約 1,300 文字)
【請求項2】
前記固定部と前記積層体支持部との間に介在し、前記積層体支持部が前記プレス成形前の前記積層体に装着されると前記積層体に所定の張力を付与するように弾性変形するばね部を更に備える、請求項1に記載の成形治具。
【請求項3】
前記揺動部は、前記固定部に揺動可能に支持された第1アームと、前記積層体支持部を支持するとともに前記第1アームに揺動可能に支持された第2アームとを含む、請求項1に記載の成形治具。
【請求項4】
前記積層体支持部は、前記第2アームに揺動可能に支持されている、請求項3に記載の成形治具。
【請求項5】
前記積層体は当該積層体に対するプレス方向と交差する第1面と、当該第1面とは反対の第2面とを有し、
前記積層体支持部は、前記積層体の前記第1面を支持する第1支持部と、前記積層体の前記第2面を支持し前記第1支持部に対してスライド移動可能な第2支持部とを有する、請求項1に記載の成形治具。
【請求項6】
前記積層体は当該積層体に対するプレス方向と交差する第1面と、当該第1面とは反対の第2面とを有し、
前記積層体支持部は、前記積層体の前記第1面を支持する第1支持部と、前記第1支持部との間で前記積層体を所定の挟持力で挟持するように前記積層体の前記第2面を支持する第2支持部とを有する、請求項1に記載の成形治具。
【請求項7】
前記支持機構は、前記積層体に対するプレス方向および当該プレス方向と直交する第1方向の各方向における前記積層体の移動を許容し、前記プレス方向および前記第1方向の各々と直交する第2方向における前記積層体の移動を阻止するように前記積層体を支持する、請求項1に記載の成形治具。
【請求項8】
強化繊維およびマトリクス樹脂を含有する複合材料製パネル構造体の製造方法であって、
前記強化繊維および前記マトリクス樹脂を含む複数のシート材を積層して積層体を形成することと、
フレームおよび当該フレームに揺動可能に支持された複数の支持機構を含む成形治具を準備することと、
前記成形治具の前記複数の支持機構によって前記積層体に所定の張力を付与した状態で前記積層体を支持することと、
前記成形治具によって前記積層体を支持した状態で前記積層体をプレス成形することで前記複数のシート材の相対的なすべりを許容しながら前記積層体から前記パネル構造体を成形することと、
を備える、複合材料製パネル構造体の製造方法。
【請求項9】
前記複数の支持機構によって、前記プレス成形前の前記積層体に所定の張力を付与した状態で前記積層体を支持することを更に備える、請求項7に記載の複合材料製パネル構造体の製造方法。
【請求項10】
前記積層体に対するプレス方向および当該プレス方向と直交する第1方向の各方向における前記積層体の移動を許容し、前記プレス方向および前記第1方向の各々と直交する第2方向における前記積層体の移動を阻止するように、前記複数の支持機構によって前記積層体を支持することを更に備える、請求項8に記載の複合材料製パネル構造体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形治具および複合材料製パネル構造体の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
近年、軽く強度の高い特性を有する複合材料が、金属に代わる軽量化材料として、航空機、自動車をはじめとする各種の産業分野で利用されている。このような複合材料の適用が進む中で、高い生産性と低コストでの製造が可能なプレス成形法が注目されている。
【0003】
特許文献1には、強化繊維を含む複数のプリプレグを積層して積層体を形成し、当該積層体をプレス成形することで、パネル構造体を製造する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2022/039226号
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように強化繊維を含む積層体をプレス成形することでパネル構造体を製造する場合、成形時に積層体の位置を正確に維持できないという問題や、成形品にしわやうねりが発生しやすいという問題があった。例えば積層体が熱可塑性樹脂を含む場合、積層体が予熱装置で融点以上に予熱されたのち、金型でプレス成形される。この際、積層体を予熱装置内や金型内で保持するために、積層体の端部に装着された装着部材をバネや糸で吊る方法が主に採用されていた。前記装着部材として、積層体の端部を強い力で挟持するクランプ部材や、積層体に開口された孔部に挿通された線材などが用いられる。しかし、既存のこれらの方法では、予熱時やプレス成形時に積層体全体の位置が変化しやすく、更に、金型による積層体の変形に各層の強化繊維が充分追従できないことから成形品にしわやうねりが発生しやすくなる。
【0006】
本開示の目的は、成形時の積層体の位置を安定して維持するとともに、成形品にしわやうねりが発生することを抑止することが可能な成形治具および複合材料製パネル構造体の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本開示の一の局面に係る成形治具は、強化繊維およびマトリクス樹脂を含有する複数のシート材が積層された積層体をプレス成形によって成形体に成形するための成形治具であって、フレームと、前記フレームに装着され、前記積層体を支持する複数の支持機構と、を備え、前記複数の支持機構の各々は、前記フレームに固定された固定部と、前記固定部に揺動可能に支持された揺動部と、前記揺動部に支持され、前記複数のシート材の相対的なすべりを許容するように前記積層体を支持する積層体支持部と、を有する。
【0008】
また、本開示の他の局面に係る複合材料製パネル構造体の製造方法は、強化繊維およびマトリクス樹脂を含有する複合材料製パネル構造体の製造方法であって、前記強化繊維および前記マトリクス樹脂を含む複数のシート材を積層して積層体を形成することと、フレームおよび当該フレームに揺動可能に支持された複数の支持機構を含む成形治具を準備することと、前記成形治具の前記複数の支持機構によって前記積層体に所定の張力を付与した状態で前記積層体を支持することと、前記成形治具によって前記積層体を支持した状態で前記積層体をプレス成形することで前記複数のシート材の相対的なすべりを許容しながら前記積層体から前記パネル構造体を成形することと、を備える。
【発明の効果】
【0009】
本開示によれば、成形時の積層体の位置を安定して維持するとともに、成形品にしわやうねりが発生することを抑止することができる。
【図面の簡単な説明】
【0010】
図1は、本開示の一実施形態に係る複合材料製パネル構造体の製造方法の工程図である。
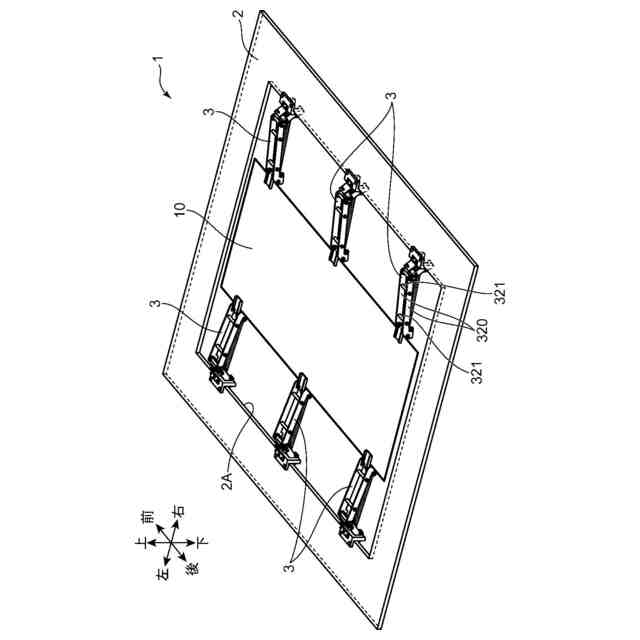
図2は、本開示の一実施形態に係る成形治具の斜視図である。
図3は、本開示の一実施形態に係る成形治具の支持機構の側面図である。
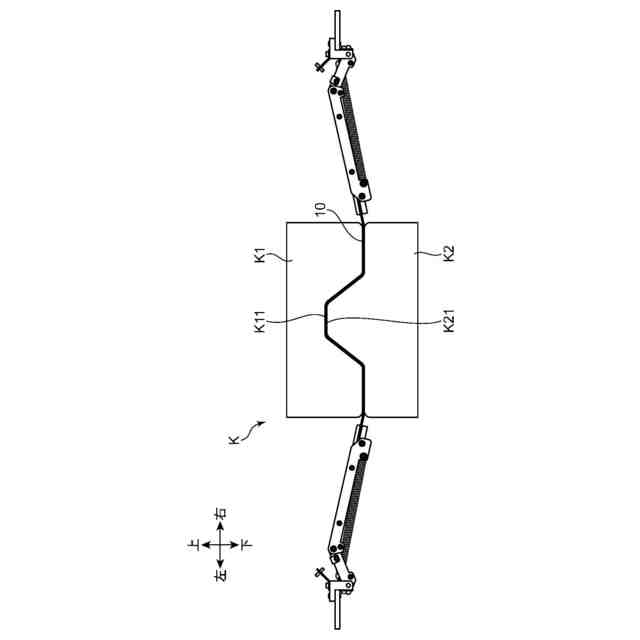
図4は、本開示の一実施形態に係る成形治具に支持された積層体がプレス成形される様子を示す模式図である。
図5は、本開示の一実施形態に係る成形治具に支持された積層体がプレス成形される様子を示す模式図である。
図6は、本開示の一実施形態に係る成形治具に支持された積層体がプレス成形される様子を示す模式図である。
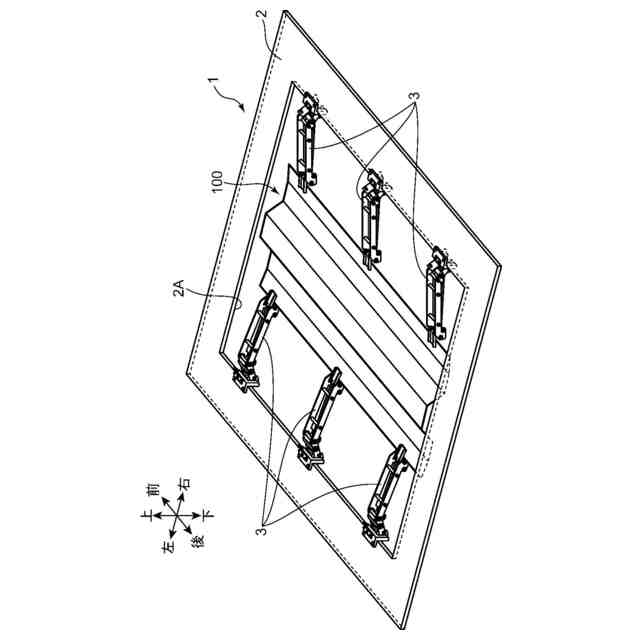
図7は、本開示の一実施形態に係る成形治具の斜視図である。
図8は、本開示の第1変形実施形態に係る成形治具の支持機構の側面図である。
図9Aは、本開示の第2変形実施形態に係る成形治具の支持機構の模式的な側面図である。
図9Bは、本開示の第2変形実施形態に係る成形治具の支持機構の模式的な側面図である。
図10Aは、本開示の第3変形実施形態に係る成形治具の支持機構の模式的な側面図である。
図10Bは、本開示の第3変形実施形態に係る成形治具の支持機構の模式的な側面図である。
図11Aは、積層体において層間すべりが発生する様子を示す模式図である。
図11Bは、積層体においてうねり、よれが発生する様子を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
7か月前
東レ株式会社
金型の製造方法
4か月前
東レ株式会社
シート成形口金
5か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
接合用繊維強化樹脂
8か月前
東レ株式会社
繊維強化樹脂成形体
8か月前
東レ株式会社
積層基材の製造方法
6か月前
睦月電機株式会社
樹脂成形用金型
8か月前
輝創株式会社
接合方法
4か月前
世紀株式会社
造形装置
5か月前
東レ株式会社
延伸フィルムの製造方法
4か月前
AGC株式会社
車両窓用窓ガラス
8か月前
グンゼ株式会社
印刷層の除去方法
4か月前
株式会社不二越
射出成形機
8か月前
六浦工業株式会社
接着装置
4か月前
東レエンジニアリング株式会社
処理装置
8か月前
株式会社吉野工業所
計量キャップ
6か月前
株式会社城北精工所
押出成形用ダイ
3か月前
ダイハツ工業株式会社
3Dプリンタ
6か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
トヨタ自動車株式会社
真空成形方法
23日前
大塚テクノ株式会社
樹脂製の構造体
2か月前
トヨタ自動車株式会社
真空成形装置
1か月前
東レ株式会社
リーフディスク型フィルター
6か月前
株式会社アフィット
粉末焼結積層造形装置
6か月前
東レエンジニアリング株式会社
立体造形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
2か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
三井化学株式会社
光学部材の製造方法
8か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社イクスフロー
成形装置
2か月前
株式会社スリーエス
光造形装置
1か月前
TOWA株式会社
樹脂成形装置
7か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































