TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024067450
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2022177533
出願日
2022-11-04
発明の名称
発泡成形品及びその製造方法
出願人
株式会社フジシール
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29C
44/58 20060101AFI20240510BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】低密度ポリエチレンを用いた超臨界発泡射出成形において、ゲート跡周囲における微細凹部の発生を低減する。
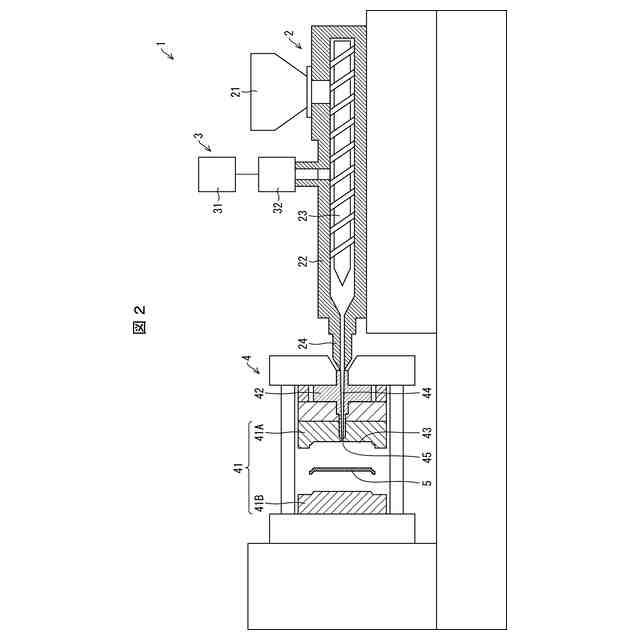
【解決手段】発泡成形品の製造方法は、ゲート(45)の周囲に算術平均粗さが5μm以上であるシボ領域(46)が形成された金型(41)に、低密度ポリエチレンと超臨界流体とを含む溶融樹脂を射出する射出工程と、複数の空隙を含む発泡層を有する蓋材を金型(41)から回収する回収工程と、を含む。
【選択図】図4
特許請求の範囲
【請求項1】
金型内のキャビティにゲートから溶融樹脂を射出して発泡成形品を製造する方法であって、
対向する一対の平面状のキャビティ面のうちの一方のキャビティ面に前記ゲートが形成され、前記一方のキャビティ面の少なくとも前記ゲート周囲に算術平均粗さが5μm以上であるシボ領域が形成された前記金型に、低密度ポリエチレンと超臨界流体とを含む前記溶融樹脂を射出する射出工程と、
複数の空隙を含む発泡層を有する前記発泡成形品を前記金型から回収する回収工程と、
を含む発泡成形品の製造方法。
続きを表示(約 640 文字)
【請求項2】
前記射出工程にて前記キャビティへ射出される前記溶融樹脂の樹脂量は、前記キャビティの容量の70%以上95%以下である、請求項1に記載の発泡成形品の製造方法。
【請求項3】
前記低密度ポリエチレンは、曲げ弾性率が100MPa以上630MPa以下である、請求項1に記載の発泡成形品の製造方法。
【請求項4】
前記シボ領域は、前記ゲートの中心から半径15mm以内の範囲に形成される、請求項1に記載の発泡成形品の製造方法。
【請求項5】
前記一方のキャビティ面の中心位置に前記ゲートが形成され、
前記一対の平面状のキャビティ面は、前記ゲートから射出される前記溶融樹脂の射出方向に対して垂直方向へ延在し、
前記発泡成形品は、前記一対の平面状のキャビティ面によって成形される平板状成形部を含む、請求項1から4のいずれか1項に記載の発泡成形品の製造方法。
【請求項6】
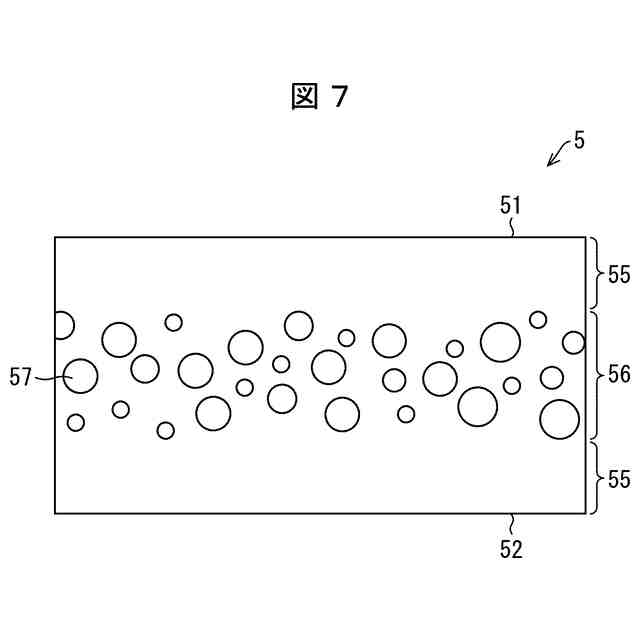
超臨界流体を含む溶融樹脂を金型内に射出して製造される、発泡成形品であって、
複数の空隙を含む発泡層を有し、低密度ポリエチレンを含む樹脂から構成される平板状成形部と、
前記平板状成形部の厚み方向に対向する一対の面のうちの一方の面に形成されるゲート跡と、
前記一方の面の少なくとも前記ゲート跡周囲に前記金型から転写され、算術平均粗さが2.9μm以上であるシボ模様と、
を含む発泡成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡成形に関し、より詳しくは、超臨界流体を用いた超臨界発泡射出成形に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、プラスチック使用量を削減する手段の一つとして発泡成形が知られている。発泡成形の利点としては、発泡効果による樹脂使用量の低減、ヒケまたはソリ等の成形後の変形が少ないことが挙げられる。また近年では、超臨界流体による超臨界発泡射出成形が提案されている(特許文献1及び特許文献2)。超臨界発泡射出成形の利点としては、超臨界流体を樹脂に混合することにより溶融樹脂の粘度が下がり、流動性が良くなることが挙げられる。
【先行技術文献】
【特許文献】
【0003】
特開2022-126982号公報
特開2022-030089号公報
国際公開第2013/077390号
特開2010-115857号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、本発明者らが、比較的高い可撓性が求められる発泡成形品(例えば、食品等を収容する密閉容器の蓋材等)を超臨界発泡射出成形で試作したところ、発泡成形品のゲート跡(ゲート痕)周囲に細かな凹みまたは窪み(以下、「微細凹部」と称する場合がある。)が複数発生し、外観不良となることが判明した。
【0005】
図13は、低密度ポリエチレンを用いた超臨界発泡射出成形により製造した発泡成形品のゲート跡GMの周囲を示す写真である。図13に示すように、超臨界発泡射出成形により製造した発泡成形品のゲート跡GMの周囲には、樹脂の流れに応じた模様状に生じる所謂スワールマークとは異なり、ゲート跡GMを囲むように複数の微細凹部Cが発生する。特に低密度ポリエチレン等の曲げ弾性率が比較的低い樹脂材料を用いた場合に、微細凹部Cの発生が顕著になることを本発明者らは見出した。
【0006】
なお、金型内に予めエアを注入して金型内圧力を発泡圧以上に保圧した後、溶融樹脂をキャビティに射出するカウンタープレッシャ法(特許文献3及び特許文献4)を使用すれば、微細凹部Cの発生が低減され得る。しかしながら、カウンタープレッシャ法を使用する場合、金型構造が複雑化するため金型コストが高くなり、製品単価の安い発泡成形品の生産には不向きである。
【0007】
本発明は、上記課題に鑑みてなされたものであって、低密度ポリエチレンを用いた超臨界発泡射出成形において、ゲート跡周囲における微細凹部の発生を低減して発泡成形品の外観不良を改善することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するために、本発明の一態様に係る発泡成形品の製造方法は、金型内のキャビティにゲートから溶融樹脂を射出して発泡成形品を製造する方法であって、対向する一対の平面状のキャビティ面のうちの一方のキャビティ面に前記ゲートが形成され、前記一方のキャビティ面の少なくとも前記ゲート周囲に算術平均粗さが5μm以上であるシボ領域が形成された前記金型に、低密度ポリエチレンと超臨界流体とを含む前記溶融樹脂を射出する射出工程と、複数の空隙を含む発泡層を有する前記発泡成形品を前記金型から回収する回収工程と、を含む。
【0009】
前記課題を解決するために、本発明の一態様に係る発泡成形品は、超臨界流体を含む溶融樹脂を金型内に射出して製造される、発泡成形品であって、複数の空隙を含む発泡層を有し、低密度ポリエチレンを含む樹脂から構成される平板状成形部と、前記平板状成形部の厚み方向に対向する一対の面のうちの一方の面に形成されるゲート跡と、前記一方の面の少なくとも前記ゲート跡周囲に前記金型から転写され、算術平均粗さが2.9μm以上であるシボ模様と、を含む。
【発明の効果】
【0010】
本発明の一態様によれば、低密度ポリエチレンを用いた超臨界発泡射出成形において、ゲート跡周囲における微細凹部の発生を低減して発泡成形品の外観不良を改善することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
7か月前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
4か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
接合用繊維強化樹脂
8か月前
東レ株式会社
繊維強化樹脂成形体
8か月前
睦月電機株式会社
樹脂成形用金型
8か月前
東レ株式会社
積層基材の製造方法
6か月前
輝創株式会社
接合方法
4か月前
世紀株式会社
造形装置
5か月前
東レ株式会社
延伸フィルムの製造方法
4か月前
グンゼ株式会社
印刷層の除去方法
4か月前
AGC株式会社
車両窓用窓ガラス
8か月前
株式会社不二越
射出成形機
8か月前
六浦工業株式会社
接着装置
4か月前
東レエンジニアリング株式会社
処理装置
8か月前
株式会社吉野工業所
計量キャップ
6か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
株式会社アフィット
粉末焼結積層造形装置
6か月前
ダイハツ工業株式会社
3Dプリンタ
6か月前
トヨタ自動車株式会社
真空成形方法
23日前
株式会社城北精工所
押出成形用ダイ
3か月前
パナック株式会社
複合体の製造方法
9か月前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
東レ株式会社
リーフディスク型フィルター
6か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
株式会社イクスフロー
成形装置
2か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
2か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社スリーエス
光造形装置
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ


































