TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024062968
公報種別
公開特許公報(A)
公開日
2024-05-10
出願番号
2023183328
出願日
2023-10-25
発明の名称
多軸3Dプリントに基づく自己支持構造の最適化設計及び製造方法
出願人
個人
,
浙江大学
,
ZHEJIANG UNIVERSITY
代理人
前田・鈴木国際特許弁理士法人
主分類
G06F
30/20 20200101AFI20240501BHJP(計算;計数)
要約
【課題】多軸3Dプリントに基づく自己サポート構造の最適化設計を提供する。
【解決手段】SIMPモデルに基づく構造のトポロジー最適化方法を採用して、複雑な構造の最適な構成設計を実現し、2値画像に変換し、トポロジー最適化の結果に対して後処理を行うステップと、構造境界及びオーバーハング角度を決定し、タイプに従って、異なるプリントパーティションのプリント方向を決定するステップと、角度制約の統合最適化を行うステップと構造情報を抽出し、3D実体モデルを確立後にパーティションスライスしてプリントパスを生成し、支持なしの多軸3Dプリント製造を行うステップと、を含む。最適化中に自己支持構造を生成し、プリント中に支持を追加する必要がなく、任意の傾斜角での複雑な自己支持構造の最適な構成プリントを実現し、自己支持構造を3Dプリントする時に体積の増加とパフォーマンスの大幅な低下という問題を解決する。
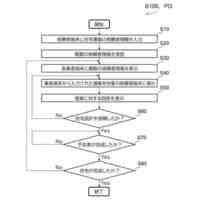
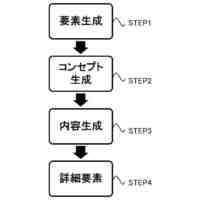
【選択図】図1
特許請求の範囲
【請求項1】
多軸3Dプリントに基づく自己支持構造の最適化設計及び製造方法であって、
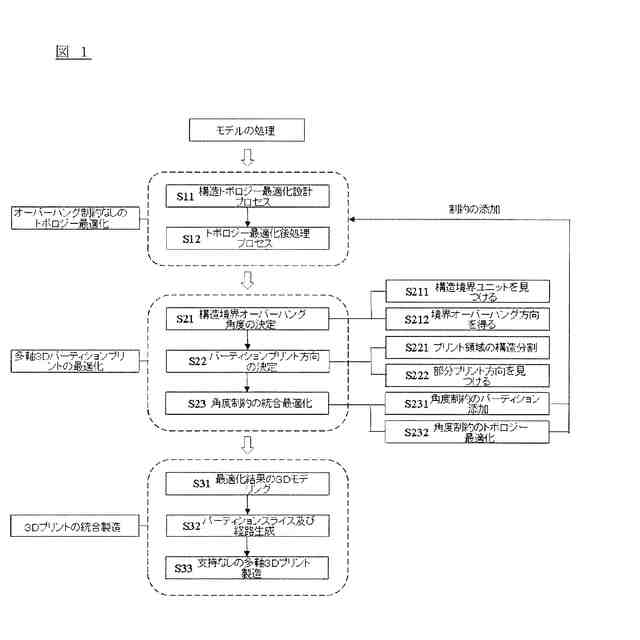
SIMPモデルに基づく構造のトポロジー最適化方法を採用して、複雑な構造の最適な構成設計を実現し、次に画像を2値画像に変換し、トポロジー最適化の結果に対して後処理を行う、オーバーハング制約なしのトポロジー最適化ステップS1と、
まず構造境界を抽出し、次に構造境界のオーバーハング角度を決定し、構造に対してプリントパーティションを分割し、プリントパーティションを分類し、タイプに従って、異なるプリントパーティションのプリント方向を決定し、角度制約の統合最適化を行う、多軸3Dパーティションプリントの最適化ステップS2と、
最適化結果から構造情報を抽出し、部材の組み立て及びノードの生成処理後、3D実体モデルを確立し、実体モデルのパーティションスライスを行い、且つプリント経路を生成し、支持なしの多軸3Dプリント製造を行う、3Dプリントの統合製造ステップS3と、を含むことを特徴とする、自己支持構造の最適化設計及び製造方法。
続きを表示(約 3,400 文字)
【請求項2】
ステップS1は具体的には、
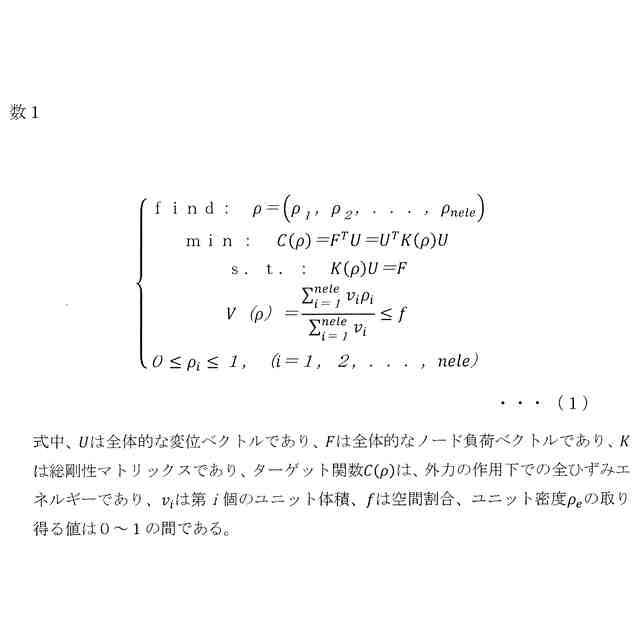
S1.1、構造のトポロジー最適化設計:密度に基づくSIMPモデルを採用してトポロジー最適化方法として、4つのノードの矩形ユニットを利用して設計ドメインを離散し、特定の負荷条件と境界条件の場合、設計ドメイン内の各ユニットの密度ρ
e
=ρ
1
,ρ
2
、…ρ
nele
を設計変数として、構造のトポロジー最適化の式は式(1)であり、
TIFF
2024062968000030.tif
114
164
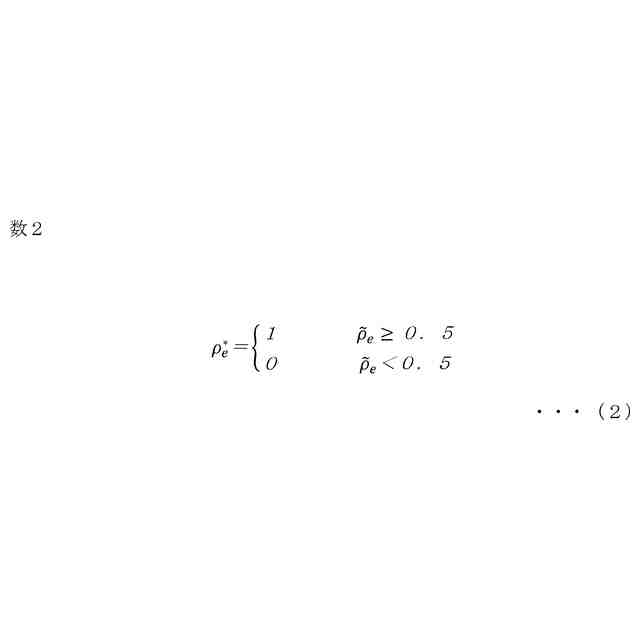
トポロジー最適化により得られた構造に対して、heaviside投影変換を行い、次にユニット密度ρ
e
が0~1の間にあるユニットに対して、閾値δ=0.5を設定し、ユニット密度ρ
e
の二値化処理式は式(2)であり、
TIFF
2024062968000031.tif
45
137
S1.2、トポロジー最適化後処理接続ドメイン識別により、得られた2値画像における孤立ユニット及び小さな穴に対して、後処理を行うことであることを特徴とする、請求項1に記載の自己支持構造の最適化設計及び製造方法。
【請求項3】
ステップS2は具体的には、
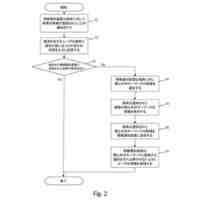
S2.1、構造境界オーバーハング角度の決定:マトリックス形式で、ステップS1で取得された2値画像を入力し、各ユニットの隣接ドメイン内の密度値を取得し、あるユニット領域内の密度が0である場合、該ユニットは、境界ユニットであり、境界ユニットの、隣接ドメイン内において二値化処理されていない時のユニット密度をフィッティングし、境界ユニットの勾配法線ベクトルを得て、勾配法線ベクトルの直交方向を境界オーバーハング方向として、最小自乗法を採用して隣接ドメイン内のユニット密度をフィッティングし、ユニット密度の勾配方向を取得し、
S2.2、パーティションプリント方向の決定:グラフィック特徴ポイントを抽出し、特徴ポイントを利用してグリッドを分割して、設計ドメインを離散し、異なるプリントパーティションを得て、プリントパーティション内に含まれたユニットタイプに応じてプリントパーティションを分類し、それぞれ異なる領域のプリント方向を決定し、
S2.3、角度制約統合最適化:ステップS2.2で決定された構造部分プリント方向により各パーティション内のユニットに対して、角度制約を行い、プリント不十分領域の補足最適化設計及びプリントを実現することを特徴とする、請求項1に記載の自己支持構造の最適化設計及び製造方法。
【請求項4】
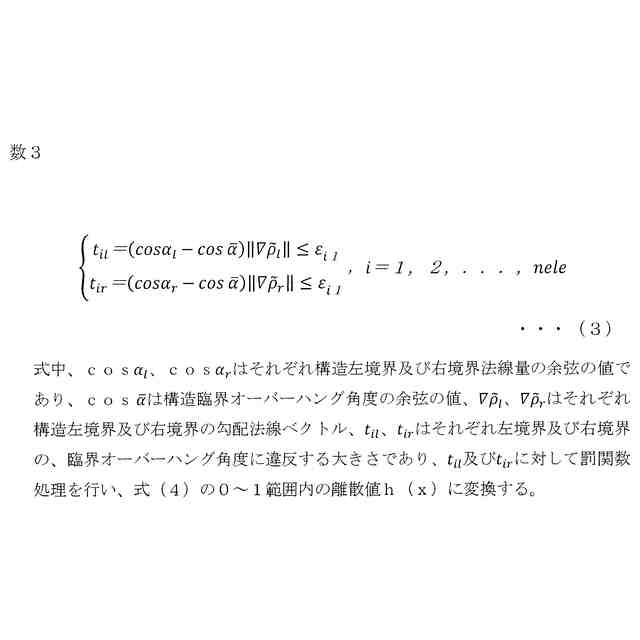
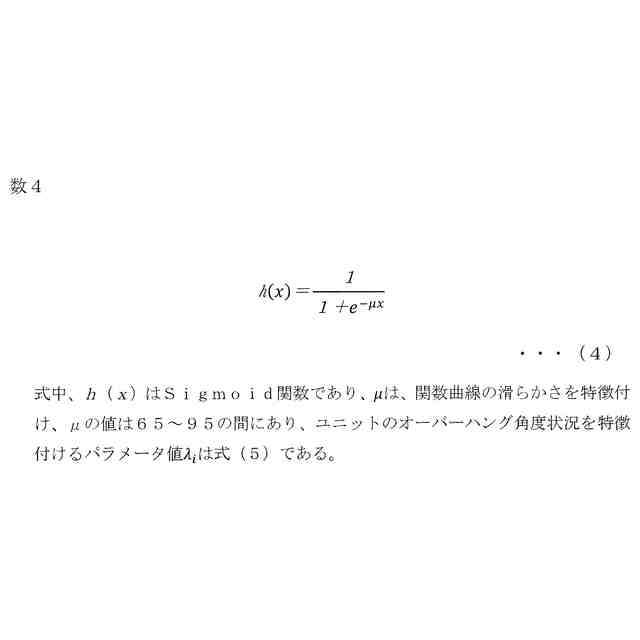
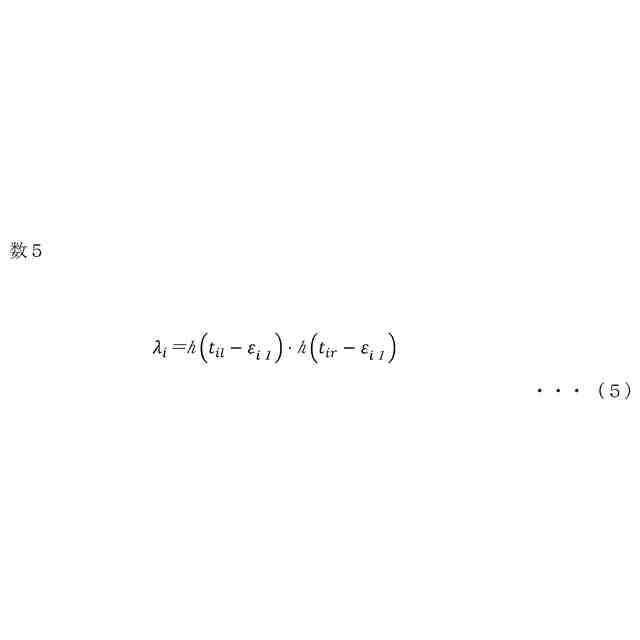
ステップS2.1において、6つのユニットモード又は9つのユニットモードで各ユニット支持ドメインを分割し、各ユニット支持ドメインを左支持ドメインと右支持ドメインに分割し、それぞれ最小二乗法によりユニット密度をフィッティングして構造左境界と右境界の法線量を取得し、左境界及び右境界の法線量をそれぞれ構造成形方向と、内積にし、構造左境界及び右境界の、臨界オーバーハング角度に違反する大きさは式(3)であり、
TIFF
2024062968000032.tif
94
168
TIFF
2024062968000033.tif
82
162
TIFF
2024062968000034.tif
45
161
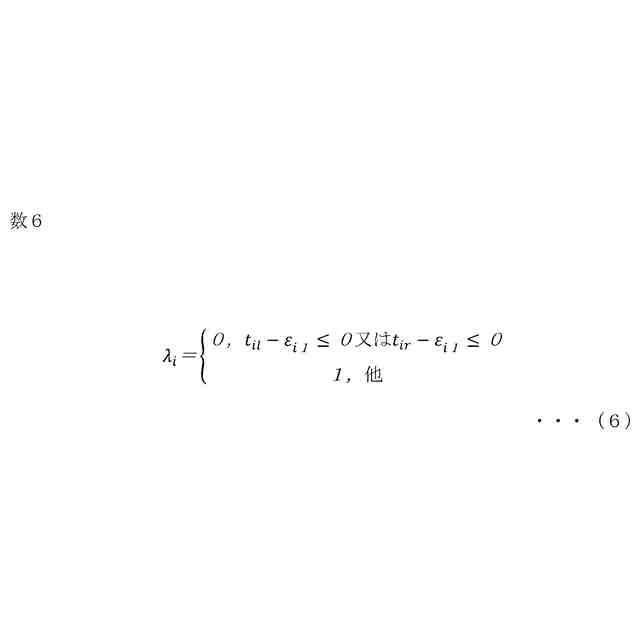
ユニットが構造臨界オーバーハング角度に違反する場合、λ
i
値が1であり、逆の場合、0であって式(6)である
TIFF
2024062968000035.tif
73
160
ことを特徴とする、請求項3に記載の自己支持構造の最適化設計及び製造方法。
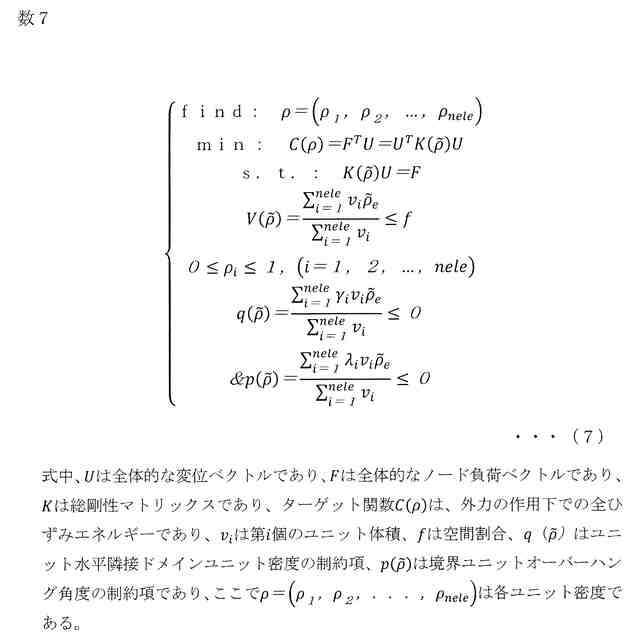
【請求項5】
ステップS2.1において、構造トポロジー最適化の式に境界ユニットオーバーハング角度の制約項及びユニット水平隣接ドメインユニット密度の制約項を添加して、該制約項は、トポロジー最適化を特徴付けた後に構造境界ユニットオーバーハング特徴のパラメータ値λ
i
を考慮し、
境界ユニットオーバーハング角度の制約項、および、ユニット水平隣接ドメインユニット密度の制約項を考慮した後の最適化式は、式(7)であり、
TIFF
2024062968000036.tif
160
162
γ
i
は、トポロジー最適化を特徴付けた後の構造境界ユニットオーバーハング特徴を考慮したパラメータ値であり、γ
i
は、λ
i
の解を求めるプロセスを参照して得られ、構造左境界及び右境界がオーバーハング特徴に違反する大きさは式(8)であり、
TIFF
2024062968000037.tif
91
160
境界ユニットオーバーハング特徴状況を特徴付けたパラメータ値γ
i
は式(9)であり、
TIFF
2024062968000038.tif
52
160
ユニットが構造オーバーハング特徴に違反する場合、γ
i
値が1であり、逆の場合、γ
i
値が0であって、式(10)である
TIFF
2024062968000039.tif
57
156
ことを特徴とする、請求項4に記載の自己支持構造の最適化設計及び製造方法。
【請求項6】
ステップS2.2において、プリントパーティションを3つのクラスにまとめ、プリントパーティションは、クラスI領域、クラスII領域、およびクラスIII領域を含み、クラスI領域は、構造ユニットのみを含み、クラスII領域は、境界ユニットを含み、クラスIII領域は、境界ユニットを含まないだけでなく構造ユニットも含まず、ここで、構造における、垂直支持を有する部分に対してプリントパーティションのタイプ判断を行う時、垂直支持部分におけるすべてのユニットは、境界ユニットと見なさず、
クラスI領域の部分プリント方向は、オーバーハング角度範囲内において、任意に調整され、クラスII領域の部分プリント方向は、境界ユニットの傾斜方向によって決定され、クラスIII領域の部分プリント方向は、任意に設定されることを特徴とする、請求項5に記載の自己支持構造の最適化設計及び製造方法。
【請求項7】
ステップS2.2において、水平に隣接する領域内のプリント方向の角度差値は、最大偏向角より大きく、異なるプリントパーティションの部分最適なプリント方向は、式(11)によって決定される
TIFF
2024062968000040.tif
106
164
ことを特徴とする、請求項6に記載の自己支持構造の最適化設計及び製造方法。
【請求項8】
ステップS2.3において、各パーティションにおける境界ユニットの傾斜方向により、各パーティションの最適な部分プリント方向を決定し、各パーティション内のユニット最適な部分プリント方向の線形角度制約項において、構造部分プリント方向でユニットオーバーハング角度状況を特徴付けるパラメータ値λ
i
(φ
i
)を採用し、各プリントパーティション内のユニットの線形角度制約を考慮した式は、式(12)である
TIFF
2024062968000041.tif
171
162
ことを特徴とする、請求項7に記載の自己支持構造の最適化設計及び製造方法。
【請求項9】
ステップS3において、Rhinoソフトウェアにより3Dモデリングを行い、Curaソフトウェアにより、3Dモデリングで得られた実体モデルをスライスし且つプリント経路を生成することを特徴とする、請求項1に記載の自己支持構造の最適化設計及び製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、構造工学の技術分野に属し、特に多軸3Dプリントに基づく自己支持構造の最適化設計及び製造方法に関する。多軸とは、3Dプリント回転軸の総数が、プリントヘッドの回転軸及びベースの回転軸を含む3軸より大きいことを指す。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
エンジニアリング構造の複雑さの増加につれて、複雑な構造の3Dプリントの需要は増加し続け、従来の構造設計方法は競合しにくいことがよくあり、トポロジー最適化はこのために、有効な解決手段を提供する。トポロジー最適化後の構造は、優れた機械的性質、合理的な材料分布を有するが、幾何学的構造はより複雑である場合がよくあり、従来の製造プロセスによって推奨および適用しにくい。
【0003】
3Dプリント技術は、従来の製造プロセスに比べて、高効率、高精度等の利点があり、複雑な構造の加工と製造によりよく適応する。しかしながら、プリントプロセスの成功を確保するために、3Dプリントはやはり、構造が対応する製造上の制約を満たす必要があり、多くの製造制約において、重力によるオーバーハング効果は、3Dプリントの主な製造制約の1つである。オーバーハング効果とは、構造境界と水平面の夾角が臨界値以下である(例えば:DMLSの臨界角は45°)場合、重力が存在するため、材料堆積プロセスに、崩れ落ちる現象があり、構造プリント品質に影響を与え、さらにプリントの失敗をもたらす。この制約は、3Dプリントによって、幾何学的形状部材を製造する能力を大幅に制限する。
【0004】
オーバーハング効果を克服するために、構造のオーバーハング部位に支持構造を添加して、プリントが完了した後に、物理又は化学手段を利用して支持を除去することができる。しかしながら支持構造の使用により、追加の材料消費をもたらし、金属構造をプリントに添加する必要がある支持は、除去しにくい場合が多い。構造成形方向を調整することにより、支持構造体積の最小化を実現できるが、やはり支持構造の使用を完全に回避することができない。
【0005】
オーバーハング効果を克服する別の方法は、構造の設計上の見地から、構造最適化設計に角度制約を導入して角度製造制約を満たす最適な機械的性質構造を取得し、即ち3Dプリント向けの自己支持構造トポロジー最適化設計である。現在では、この方法に関する関連研究は主に、3軸3Dプリントに集中し、製造制約を満たす自己支持構造を取得することができ、支持の使用を回避するが、材料の使用量の大幅な増加及び構造性能の大幅な降下をもたらす場合が多い。
【0006】
機械産業の急速な発展に伴い、航空宇宙および車両工学の分野で多軸3Dプリント技術が広く使用されている。3軸3Dプリンターに比べて、多軸3Dプリンターは、自由に回転するベースを有するため、プリントプロセスにプリント方向を動的調整することにより、プリントプロセスに、構造にオーバーハング効果が現れることを回避し、3軸3Dプリント向けの自己支持構造の体積の増加及び性能の大幅な降下という問題を効果的に解決する。したがって、合理的、有効な多軸3Dプリント製造と自己支持構造の最適化設計の結合は、複雑な構造の統合最適化設計及び製造の重要な要素である。
【0007】
以上より、多軸3Dプリントに基づく自己支持構造の最適化設計及び製造方法を研究し、任意の傾斜角での複雑な自己支持構造の最適な構成である多軸3Dプリントの統合設計及び製造を実現することは、非常に必要である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は従来技術における欠点を克服し、多軸3Dプリントに基づく自己支持構造の最適化設計及び製造方法を提供することである。
【課題を解決するための手段】
【0009】
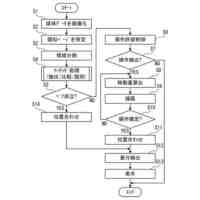
このような多軸3Dプリントに基づく自己支持構造の最適化設計及び製造方法は、ステップS1、S2、S3を含み、
S1、オーバーハング制約なしのトポロジー最適化:SIMPモデルに基づく構造のトポロジー最適化方法を採用して、複雑な構造の最適な構成設計を実現し、次に画像を2値画像に変換し、トポロジー最適化の結果に対して後処理を行う。
S2、多軸3Dパーティションプリントの最適化:まず構造境界を抽出し、次に構造境界のオーバーハング角度を決定し、構造に対してプリントパーティションを分割し、プリントパーティションを分類し、タイプに従って、異なるプリントパーティションのプリント方向を決定し、角度制約の統合最適化を行う。
S3、3Dプリントの統合製造:最適化結果から構造情報を抽出し、部材の組み立て及びノードの生成処理後、3D実体モデルを確立し、実体モデルのパーティションスライスを行い、且つプリント経路を生成し、支持なしの多軸3Dプリント製造を行う。
【0010】
好ましくは、ステップS1は具体的には、
S1.1、構造のトポロジー最適化設計:密度に基づくSIMPモデルを採用してトポロジー最適化方法として、4つのノードの矩形ユニットを利用して設計ドメインを離散し、特定の負荷条件と境界条件の場合、設計ドメイン内の各ユニットの密度ρ
e
=ρ
1
,ρ
2
、…ρ
nele
を設計変数として、構造のトポロジー最適化の式は、式(1)である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
情報提示方法
17日前
個人
プログラム
16日前
個人
RFタグ読取装置
1か月前
個人
自動精算システム
25日前
個人
プログラム
9日前
個人
アカウントマップ
10日前
個人
売買システム
1か月前
個人
管理サーバ
1か月前
個人
市場受発注システム
23日前
個人
発想支援方法及びシステム
20日前
日本精機株式会社
車両用表示装置
1か月前
日本精機株式会社
車両用表示装置
1か月前
個人
分類処理プログラム及び方法
20日前
個人
学習装置及び推論装置
9日前
井関農機株式会社
ロボット作業車両
25日前
株式会社発明屋
電池指向の構造設計
3日前
富士通株式会社
金融システム
17日前
個人
VRによる人体各部位の立体化
1か月前
株式会社SEKT
文字認識装置
1か月前
個人
未来型家系図構築システム
1か月前
トヨタ自動車株式会社
推定装置
1か月前
キヤノン株式会社
情報処理装置
1か月前
トヨタ自動車株式会社
管理装置
4日前
株式会社プレニーズ
仲介システム
10日前
トヨタ自動車株式会社
表認識装置
1か月前
富士通株式会社
プロセッサ
2日前
トヨタ自動車株式会社
画像処理装置
1か月前
ダイハツ工業株式会社
移動支援装置
1か月前
ブラザー工業株式会社
無線通信装置
23日前
富士通株式会社
情報処理プログラム
1か月前
個人
情報処理装置およびプログラム
1か月前
村田機械株式会社
人員配置システム
20日前
トヨタ自動車株式会社
作業評価装置
1か月前
トヨタ自動車株式会社
作業評価装置
1か月前
個人
販売支援システム
25日前
トヨタ自動車株式会社
情報通知方法
23日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ