TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024060633
公報種別
公開特許公報(A)
公開日
2024-05-07
出願番号
2022168005
出願日
2022-10-20
発明の名称
除去対象部位の除去装置
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B22D
31/00 20060101AFI20240425BHJP(鋳造;粉末冶金)
要約
【課題】除去対象部位を除去する際に、除去対象部位が散乱することを抑制する技術を提供する。
【解決手段】ワークが有するバリと方案部分とのうち少なくとも一方である除去対象部位を除去する除去装置は、先端が連結部により連結され、連結部よりも基端側にスリットを有する棒状部材と、ワークに対して棒状部材を相対移動させて、スリットを除去対象部位に差し込む第1駆動部と、スリットを除去対象部位に差し込んだ状態で、棒状部材を中心軸回りに回転させる第2駆動部と、を備える。
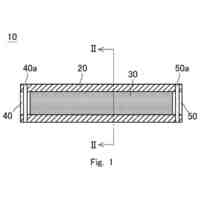
【選択図】図1
特許請求の範囲
【請求項1】
ワークが有するバリと方案部分とのうち少なくとも一方である除去対象部位を除去する除去装置であって、
先端が連結部により連結され、前記連結部よりも基端側にスリットを有する棒状部材と、
前記ワークに対して前記棒状部材を相対移動させて、前記スリットを前記除去対象部位に差し込む第1駆動部と、
前記スリットを前記除去対象部位に差し込んだ状態で、前記棒状部材を中心軸回りに回転させる第2駆動部と、を備える、除去装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、除去対象部位の除去装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ダイカスト鋳造によって鋳造品を製造する場合、金属溶融材料は、湯口や湯道等の流路を経て金型内に供給される。このとき、金型の合わせ面や摺動面等の隙間に溶融材料が流れ込むことで、バリが形成される場合がある。さらに、溶融材料が凝固した後には、金型により形成された製品部分と、流路内の溶融材料が凝固することによって形成された方案部分とが一体となっている。そこで、従来、製品部分と、バリおよび方案部分と、を振動により分離する技術が知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2008-302394号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の技術では、製品部分から分離させたバリおよび方案部分が、意図しない位置に落下したり、飛散したりするおそれがある。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
本開示の一形態によれば、除去対象部位の除去装置が提供される。ワークが有するバリと方案部分とのうち少なくとも一方である除去対象部位を除去する除去装置は、先端が連結部により連結され、前記連結部よりも基端側にスリットを有する棒状部材と、前記ワークに対して前記棒状部材を相対移動させて、前記スリットを前記除去対象部位に差し込む第1駆動部と、前記スリットを前記除去対象部位に差し込んだ状態で、前記棒状部材を中心軸回りに回転させる第2駆動部と、を備える。この形態によれば、除去装置は、スリットに除去対象部位を差し込んだ状態で棒状部材を中心軸回りに回転させることで、製品部分から除去対象部位を分離させることができる。そして、除去装置は、製品部分から分離させた除去対象部位をスリットに差し込んだ状態において、棒状部材を移動させた後に回転させることで、除去対象部位を所望の位置に落下させることができる。これにより、製品部分から分離させた除去対象部位が、意図しない位置に落下したり飛散したりすることを抑制できる。さらに、この形態によれば、棒状部材の先端は、連結部によって連結されている。これにより、スリットに除去対象部位を差し込んだ状態で回転させることにより生じる応力に起因して、棒状部材の先端が変形することを抑制できる。
本開示は、上記の除去装置以外の種々の形態で実現することが可能である。例えば、除去装置の製造方法、除去装置の制御方法、その制御方法を実現するコンピュータプログラム、そのコンピュータプログラムを記録した一時的でない記録媒体等の形態で実現することができる。
【図面の簡単な説明】
【0007】
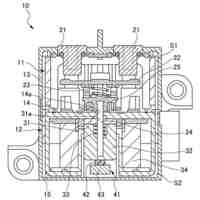
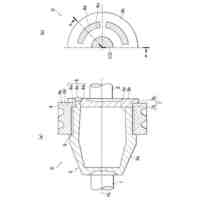
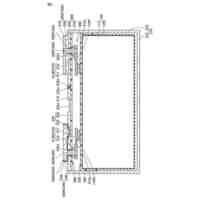
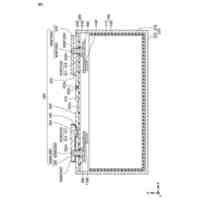
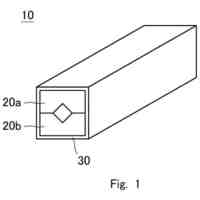
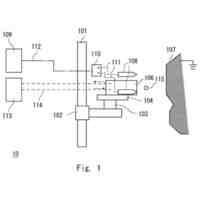
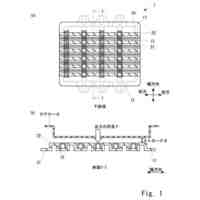
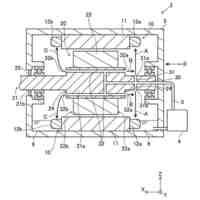
除去装置の概略構成を示す図。
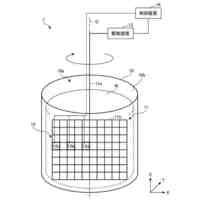
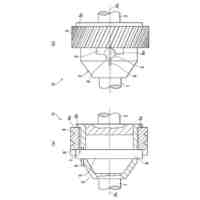
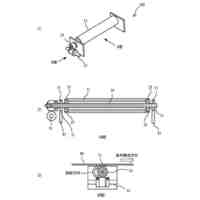
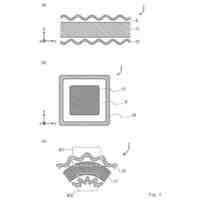
除去装置を用いた除去対象部位の除去方法を説明するための図。
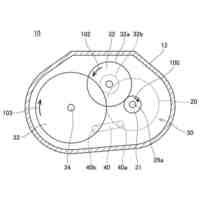
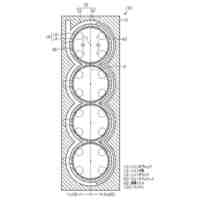
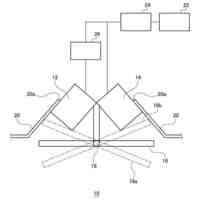
連結部の有無による差異を説明するための図。
【発明を実施するための形態】
【0008】
A.実施形態:
図1は、除去装置100の概略構成を示す図である。図1には、互いに直交する3つの空間軸であるXYZ軸が描かれている。本実施形態では、X軸に沿ったX方向は、重力方向に沿った方向である。詳細には、+X方向が重力方向であり、-X方向が反重力方向である。Y軸に沿ったY方向、および、Z軸に沿ったZ方向は、水平方向に沿った方向である。以下においては、YZ平面によって形成される水平面に除去装置100を設置した水平設置状態を前提として説明する。
【0009】
除去装置100は、溶融材料を金型内に供給して凝固させることにより製造されるワークWの製品部分WP以外の余剰部分である除去対象部位WR1,WR2を除去する。ワークWは、例えば、スライドコアや入子を有する金型を備えたダイカストマシンによって製造される鋳造品である。ダイカスト鋳造によりワークWを製造する場合、溶融材料は、湯口や湯道等の流路を経て金型内に供給される。このとき、金型の合わせ面や摺動面等の隙間に溶融材料が流れ込むことで、金型により形成される製品部分WPと一体にバリが形成される場合がある。同様に、金型と入子との嵌合部や金型とスライドコアとの型合わせ部に隙間が生じている場合にも、隙間に流れ込んだ溶融材料が凝固して、製品部分WPと一体にバリが形成され得る。さらに、溶融材料が凝固した後には、湯口や湯道等の流路内の溶融材料が凝固することによって形成された方案部分が、製品部分WPと一体になっている。そこで、除去装置100は、ワークWが有するバリと方案部分とのうち少なくとも一方である除去対象部位WR1,WR2と製品部分WPとを分離させて、ワークWから除去対象部位WR1,WR2を除去する。
【0010】
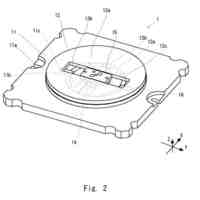
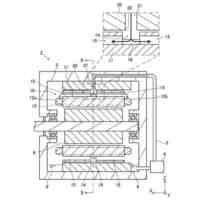
除去装置100は、除去装置100の各構成要素を制御する制御部10と、ワークWを回転可能に保持するワーク保持部1と、ワーク保持部1を支持する装置基部2と、を備える。制御部10は、例えば、CPUとメモリとを備えたコンピュータである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
継電器
11日前
トヨタ自動車株式会社
モータ
今日
トヨタ自動車株式会社
コイル
14日前
トヨタ自動車株式会社
気化器
2日前
トヨタ自動車株式会社
報知装置
2日前
トヨタ自動車株式会社
撹拌装置
14日前
トヨタ自動車株式会社
駆動装置
4日前
トヨタ自動車株式会社
差動装置
14日前
トヨタ自動車株式会社
差動装置
14日前
トヨタ自動車株式会社
エンジン
14日前
トヨタ自動車株式会社
制御装置
11日前
トヨタ自動車株式会社
蓄電セル
11日前
トヨタ自動車株式会社
搬送装置
11日前
トヨタ自動車株式会社
蓄電セル
14日前
トヨタ自動車株式会社
報知装置
10日前
トヨタ自動車株式会社
コイル線
14日前
トヨタ自動車株式会社
学習装置
8日前
トヨタ自動車株式会社
電気機器
今日
トヨタ自動車株式会社
コイル線
14日前
トヨタ自動車株式会社
二次電池
2日前
トヨタ自動車株式会社
コイル線
14日前
トヨタ自動車株式会社
塗布装置
7日前
トヨタ自動車株式会社
測定治具
4日前
トヨタ自動車株式会社
充電装置
15日前
トヨタ自動車株式会社
プレス装置
15日前
トヨタ自動車株式会社
収容ケース
15日前
トヨタ自動車株式会社
電気モータ
15日前
トヨタ自動車株式会社
電気自動車
9日前
トヨタ自動車株式会社
電気自動車
9日前
トヨタ自動車株式会社
電気モータ
14日前
トヨタ自動車株式会社
高圧タンク
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ