TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024058685
公報種別
公開特許公報(A)
公開日
2024-04-26
出願番号
2023178037
出願日
2023-10-16
発明の名称
ピックアンドプレース製造システム及び方法
出願人
ザ・ボーイング・カンパニー
,
The Boeing Company
代理人
園田・小林弁理士法人
主分類
B29C
70/38 20060101AFI20240419BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複合材料を正確でしわがなく時間効率に優れたやり方で複雑な形状に自動的に成形するためのシステム及び方法を提供する。
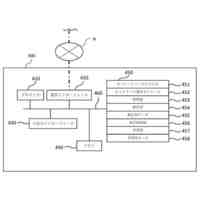
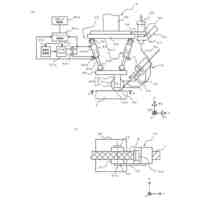
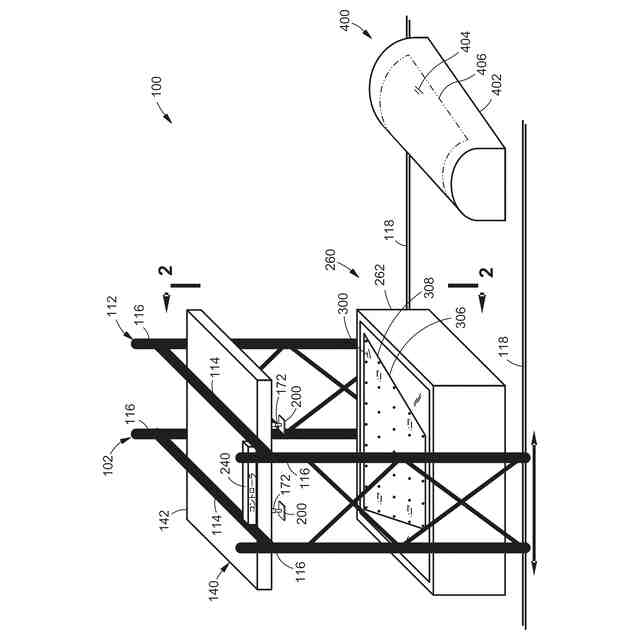
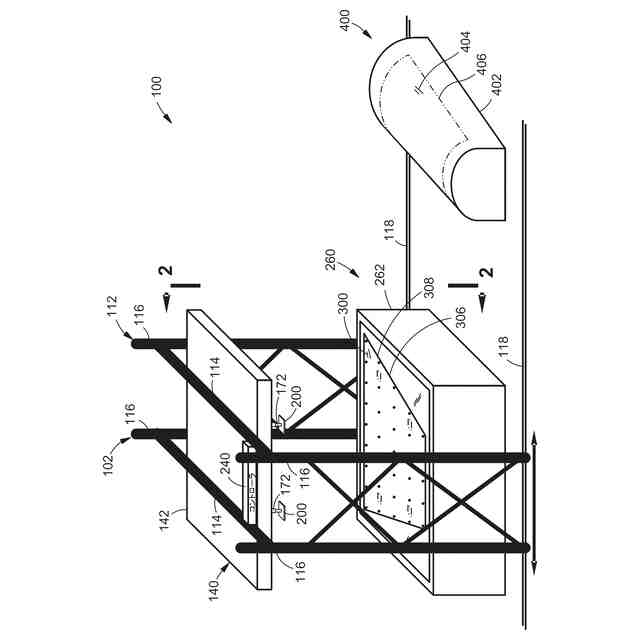
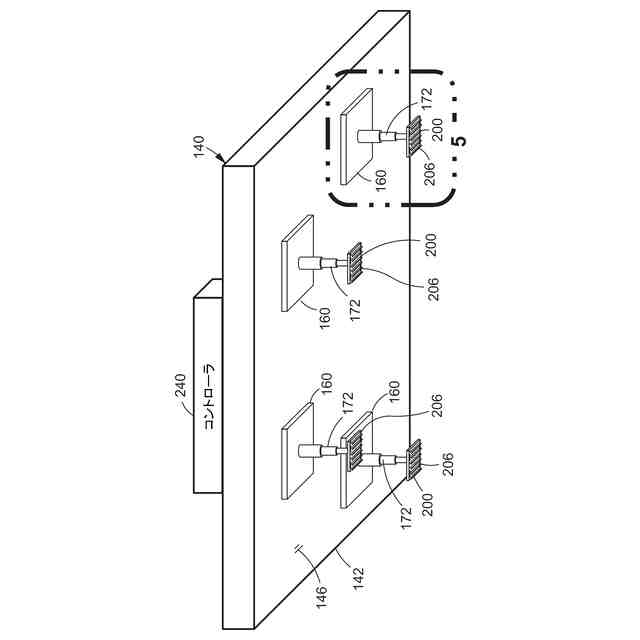
【解決手段】ステータベース142は、電磁場を生成するように構成された一連の電気コイルをカバーする平面的なステータ面を有する。複数の移動体は、各々、電磁場に応じて複数の移動体をステータ面に対して浮上及び移動させるように構成された複数の永久磁石を含む。複数のエンドエフェクタ200が、複数の移動体に結合され、各エンドエフェクタ200は、材料シート300に関連して1以上の機能を実行する。コントローラ240は、ステータ面にわたる複数の移動体の独立した協調移動をもたらすやり方であって、複数のエンドエフェクタ200が材料シート300に係合して動作することをもたらすやり方で、電気コイルを選択的に起動する。
【選択図】図1
特許請求の範囲
【請求項1】
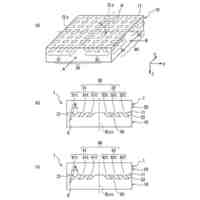
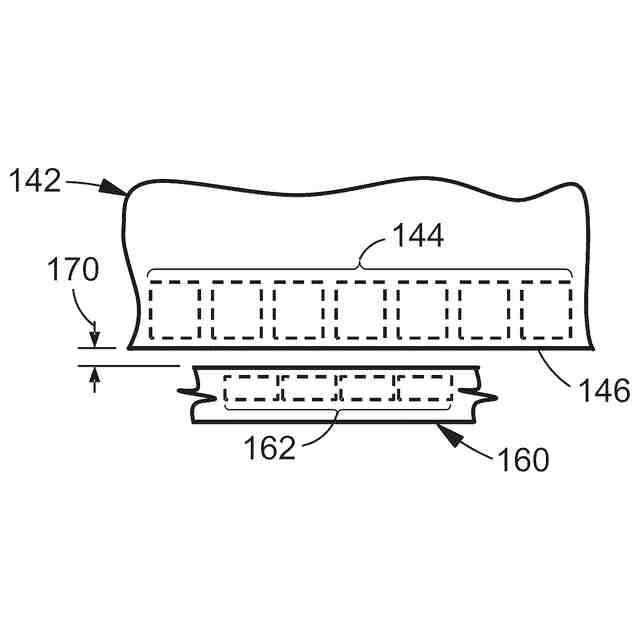
電磁場を生成するように構成された一連の電気コイル(144)をカバーする平面的なステータ面(146)を有するステータベース(142)、
複数の移動体(160)であって、各移動体(160)は複数の永久磁石(162)を含み、前記複数の永久磁石(162)は、前記電磁場に応じて前記複数の移動体(160)を前記ステータ面(146)に対して浮上及び移動させるように構成されている、複数の移動体(160)、
前記複数の移動体(160)に結合された1以上のエンドエフェクタ(200)であって、各エンドエフェクタ(200)は、材料シート(300)に関連して1以上の機能を実行するように構成されている、1以上のエンドエフェクタ(200)、並びに
コントローラ(240)を備え、前記コントローラ(240)は、前記ステータ面(146)にわたる前記複数の移動体(160)の独立した協調移動をもたらすやり方であって、前記1以上のエンドエフェクタ(200)を前記材料シート(300)に係合させて動作させるやり方で、前記電気コイル(144)を選択的に起動するように構成されている、製造システム(100)。
続きを表示(約 2,300 文字)
【請求項2】
前記ステータベース(142)は、互いに横並び関係で配置され且つ前記平面的なステータ面(146)を集合的に画定する複数のタイル(148)で構成され、各タイルは、一連の前記電気コイル(144)を含む、請求項1に記載の製造システム(100)。
【請求項3】
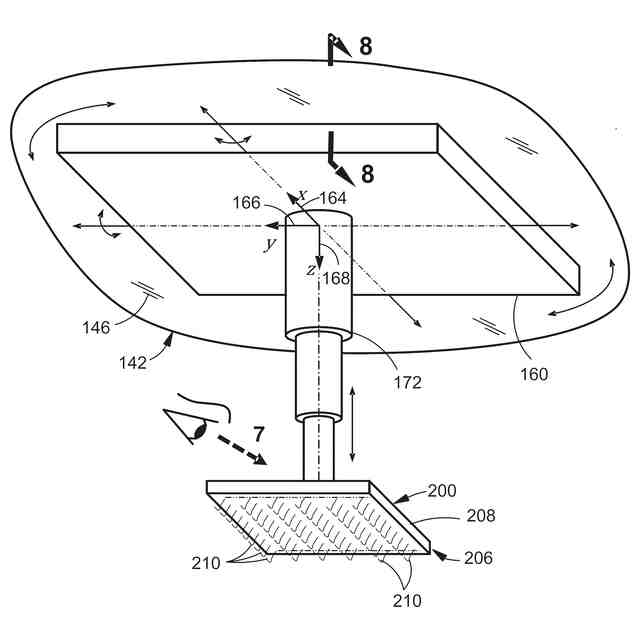
各移動体(160)は、少なくとも2つの自由度で移動するように構成され、前記少なくとも2つの自由度は、
移動体x軸(164)と移動体y軸(166)との平面内での前記ステータ面(146)に平行な平面的運動、及び
前記ステータ面(146)に垂直な移動体z軸(168)の周りの回転運動を含む、請求項1に記載の製造システム(100)。
【請求項4】
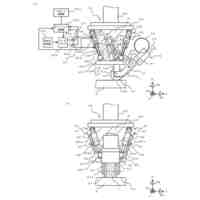
前記複数の移動体(160)のうちの少なくとも1つは、前記ステータ面(146)に垂直な方向にエンドエフェクタ(200)を延伸及び後退させるように構成された伸縮ポスト(172)を含む、請求項1に記載の製造システム(100)。
【請求項5】
前記1以上のエンドエフェクタ(200)のうちの少なくとも1つは、手首関節式機構(174)と多軸ロボット(176)とのうちの少なくとも一方を介して、前記複数の移動体(160)のうちの1つに結合可能である、請求項1に記載の製造システム(100)。
【請求項6】
前記1以上のエンドエフェクタ(200)うちの1以上は、
前記材料シート(300)を切断するように構成された切断デバイス(202)、
前記材料シート(300)のピックアップ及び配置を可能にするために、前記材料シート(300)に係合し、前記材料シート(300)から離脱するように構成されたグリッパ(206)、
ツーリング面(404)又は先に付加された材料シート(300)上の適所に前記材料シート(300)をスポット固定するように構成されたタッキングデバイス(212)、
前記ツーリング面(404)に対して前記材料シート(300)を圧密するように構成された圧密デバイス(216)、並びに
前記ツーリング面(404)上での前記材料シート(300)のピックアップ、配置、及び成形を能動的にモニタするように構成された検査デバイス(220)、のうちの少なくとも1つを備える、請求項1に記載の製造システム(100)。
【請求項7】
前記コントローラ(240)は、前記材料シート(300)をツーリング面(404)に付加する前に、前記複数の移動体(160)及び前記1以上のエンドエフェクタ(200)に、前記材料シート(300)を三次元スペース内で支持しながら、前記材料シート(300)を前記ツーリング面(404)と相補的な形状に成形させるように構成されている、請求項1に記載の製造システム(100)。
【請求項8】
ベース搬送システム(102)、
前記ベース搬送システム(102)によって移動可能に支持されたステータベース(142)であって、電磁場を生成するように構成された一連の電気コイル(144)をカバーする平面的なステータ面(146)を有するステータベース(142)、
前記ステータベース(142)に関連付けられた複数の移動体(160)であって、各移動体(160)は複数の永久磁石(162)を含み、前記複数の永久磁石(162)は、前記電磁場に応じて前記複数の移動体(160)を前記ステータ面(146)に対して浮上させて移動させるように構成されている、複数の移動体(160)、
前記複数の移動体(160)に結合され、材料シート(300)に関連して1以上の機能を実行するように構成された複数のエンドエフェクタ(200)、並びに
コントローラ(240)を備え、前記コントローラ(240)は、
前記ステータ面(146)にわたる前記複数の移動体(160)の独立した協調移動をもたらすやり方であって、材料ピックアップステーション(260)において前記複数のエンドエフェクタ(200)を前記材料シート(300)に係合させるやり方で、前記電気コイル(144)を選択的に起動すること、及び
前記ベース搬送システム(102)に、前記ステータベース(142)を運動の包絡線を通して移動させ、それによって、前記材料シート(300)を前記材料ピックアップステーション(260)から材料配置ステーション(400)へ搬送させること、を実行するように構成されている、製造システム(100)。
【請求項9】
前記ベース搬送システム(102)は、ロボットデバイス(104)、軌道システム、オーバーヘッドガントリ(112)のうちの少なくとも1つを含む、請求項8に記載の製造システム(100)。
【請求項10】
材料シート(300)を処理する方法であって、
平面的なステータ面(146)を有するステータベース(142)内の一連の電気コイル(144)を起動し、それによって、電磁場を生成すること、
複数の移動体(160)の各移動体(160)内の複数の永久磁石(162)が前記電磁場に反応したことに応じて、前記複数の移動体(160)を前記ステータ面(146)にわたり協調したやり方で浮上及び移動させること、並びに
前記複数の移動体(160)に結合された複数のエンドエフェクタ(200)を使用して、材料シート(300)に1以上の機能を実行することを含む、方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
[0001] 本開示は、広くは、製造システムに関し、特に、複数の浮上する移動体で構成されるピックアンドプレース製造システムに関する。各浮上する移動体は、エンドエフェクタを支持し、材料シートに同時に係合して動作するような協調したやり方でステータ面にわたり移動可能である。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
[0002] 複合材料は、高比強度、高比剛性、及び高耐食性といったそれらの好適な特性のため、広範な用途で使用されている。一例における複合材料は、樹脂(例えば、エポキシ)が予め含侵された繊維状材料(例えば、炭素繊維)で構成される。複合材ファブリックなどの複合材料は、概して、平坦な又は平面的な形状で製造され、機能的な最終製品を製造するためには二次成形が必要である。複合材料の二次成形には、幾つかの方法が開発されている。
【0003】
[0003] 二次成形の1つの方法は、手作業の動作である。その場合、1人以上の技術者が、プライカッターを使用して原材料から切り出された後の複合材料のシート又はプライをピックアップする。技術者は、プライカッターからレイアップ工具まで各プライを1枚ずつ手作業で運び、そこで各プライをレイアップ工具のツーリング面上に慎重に位置決めする。技術者は、各プライを手作業でツーリング面の輪郭に合わせて成形する。その成形プロセスは、ほとんど無計画であり、時間がかかり、プライを手作業で扱うため成形された製品にしわが寄ることもある。
【0004】
[0004] 別の1つの方法は、一方向テープ又はファブリックをレイアップ工具の上に自動付加するために、自動繊維配置機、輪郭テープ積層機、又はファブリック分配機などの、自動積層機(ALM)の使用を含む。このようなALMは、複合材料をツーリング面の輪郭に適合させるための機構を含む。しかし、複合材料のせん断強度とALMの嵩高性とは、複合材料を連続して成形できるレイアップ工具の形状を制限し得る。更に、ALMの材料堆積速度は、概して、ツーリング面の複雑さが増すにつれて低下する。
【0005】
[0005] スタンプ成形とダイヤフラム成形は、複合材料の単一平面成形のための、又は複雑さの程度が小さい成形のための方法である。複合材料のせん断強度は、スタンプ成形やダイヤフラム成形を使用して成形され得る形状の複雑さにおける制限要因であり得る。例えば、材料のせん断強度は、成形プロセス中に複合材料に加えられ得る力の大きさを制限し得る。複合材料の成形性が高ければ、スタンプ成形やダイヤフラム成形を使用して、複雑な形状を連続的に成形できるが、その場合、材料強度が犠牲になる可能性がある。
【0006】
[0006] 複合材料を成形する他の方法も利用可能である。しかし、このような方法は、重要なエリアにおける複合材料のブリッジや制御不能な伸長などの課題をもたらす可能性があり、成形された製品にしわや他の望ましくないフィーチャをもたらす可能性がある。ブリッジ問題を克服するためのアプローチも開発されているが、そのようなアプローチでは、複合材料を上手く成形できるレイアップ工具の形状が限られる。
【0007】
[0007] このように、複合材料を正確でしわがなく時間効率に優れたやり方で複雑な形状に自動的に成形するためのシステム及び方法が、当該技術分野で必要とされている。
【発明の概要】
【0008】
[0008] 複合材料の自動成形に関連する上述の必要性は、電磁場を生成するように構成された一連の電気コイルをカバーする平面的なステータ面を有するステータベースを備える製造システムを提供する本開示によって対処される。加えて、製造システムは、複数の移動体を含む。各移動体は、電磁場に応じて複数の移動体をステータ面に対して浮上及び移動させるように構成された複数の永久磁石を含む。製造システムはまた、複数の移動体に結合された1以上のエンドエフェクタも含む。各エンドエフェクタは、材料シートに関連して1以上の機能を実行するように構成されている。更に、製造システムは、コントローラを含む。該コントローラは、ステータ面にわたる複数の移動体の独立した協調移動をもたらすやり方であって、複数のエンドエフェクタが材料シートに係合して動作することをもたらすやり方で、電気コイルを選択的に起動する。
【0009】
[0009] また、ベース搬送システムを有する製造システムも開示される。加えて、製造システムは、ベース搬送システムに移動可能に支持されたステータベースであって、電磁場を生成するように構成された一連の電気コイルをカバーする平面的なステータ面を有するステータベースを含む。また、製造システムは、ステータベースに関連付けられた複数の移動体も含む。各移動体は、電磁場に応じて移動体をステータ面に対して浮上させて移動させるように構成された複数の永久磁石を含む。更に、製造システムは、複数の移動体に結合された複数のエンドエフェクタであって、材料シートに関連して1以上の機能を実行するように構成された複数のエンドエフェクタを含む。製造システムは、更に、以下のことを実行するように構成されたコントローラを含む。それは、ステータ面にわたる移動体の独立した協調移動をもたらすやり方であって、材料ピックアップステーションにおいて、複数のエンドエフェクタが材料シートに係合することをもたらすやり方で、電気コイルを選択的に起動すること、及び、ベース搬送システムに運動の包絡線を通してステータベースを移動させ、それによって、材料シートを材料ピックアップステーションから材料配置ステーションへ搬送することである。
【0010】
[00010] また、材料シートを処理する方法も開示される。該方法は、平面的なステータ面を有するステータベース内の一連の電気コイルを起動し、それによって、電磁場を生成することを含む。加えて、該方法は、各移動体内の複数の永久磁石が電磁場に反応したことに応じて、複数の移動体をステータ面にわたり協調したやり方で浮上及び移動させることを含む。該方法はまた、複数の移動体に結合された複数のエンドエフェクタを使用して、材料シートに1以上の機能を実行することも含む。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
トヨタ自動車株式会社
真空成形装置
2日前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
NISSHA株式会社
加飾成形品の製造方法
14日前
UBEマシナリー株式会社
シミュレータ装置
4か月前
株式会社イクスフロー
成形装置
1か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
旭化成株式会社
装置
22日前
株式会社日本製鋼所
プリプレグ製造装置
22日前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
日産自動車株式会社
複合体
4か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
3か月前
株式会社日本製鋼所
プリプレグ製造装置
8日前
旭化成株式会社
装置
1か月前
東レエンジニアリング株式会社
テープ貼付装置
3か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ