TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024057891
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022164868
出願日
2022-10-13
発明の名称
継手の製造装置、継手の製造方法、及び継手
出願人
株式会社オンダ製作所
,
ハジメ産業株式会社
代理人
個人
,
個人
主分類
B29C
45/26 20060101AFI20240418BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】比較的長い第1ストレート部及び第2ストレート部を有する継手、並びに、そうした継手を形成できる製造装置及び製造方法を提供する。
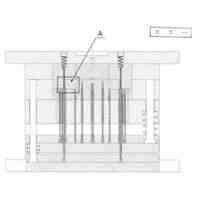
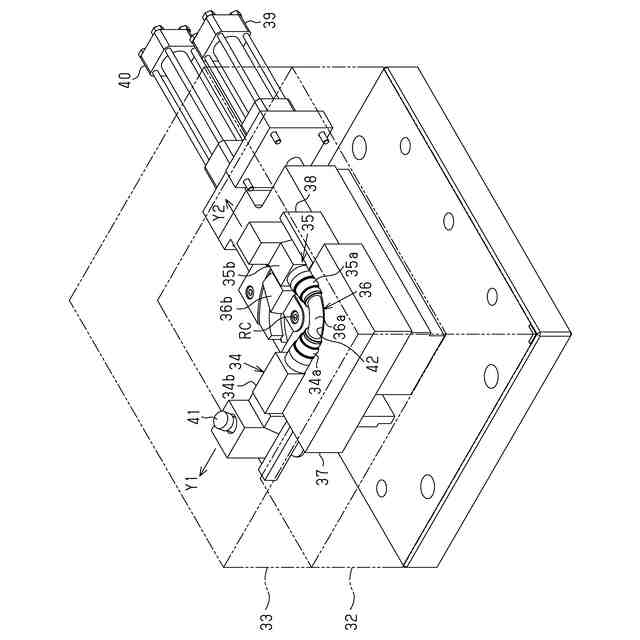
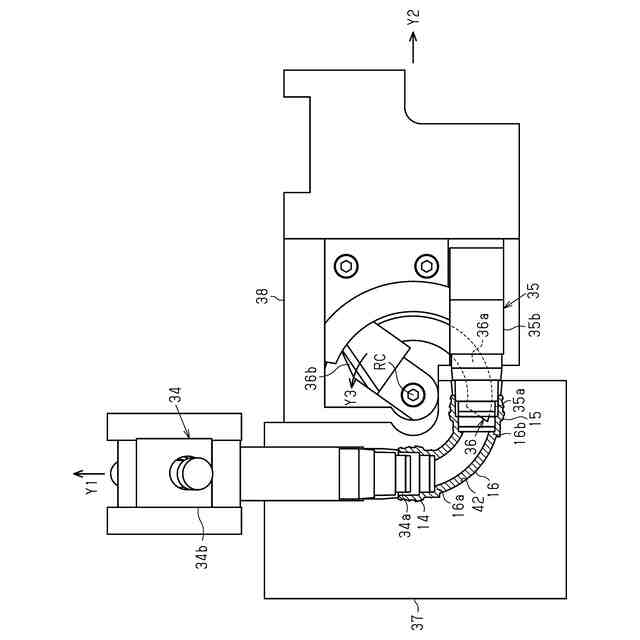
【解決手段】同装置の固定型32と可動型33との間に、第1ブロック37、第2ブロック38、第1コアピン34、第2コアピン35、及び湾曲ピン36が配置される。型締め時、第2ブロック38は第1ブロック37に接し、第1コアピン34及び第2コアピン35は第1ブロック37及び第2ブロック38と可動型33の間に配置される。湾曲ピン36は、第2コアピン35を貫通して第1コアピン34に接する。型開き時、第1コアピン34は第1ブロック37と可動型33との間から抜き出され、湾曲ピン36は第2ブロック38上での回転を通じて第2コアピン35に対し幅方向の側面から露出しつつ第1コアピン34から離れる。第2コアピン35は、第2ブロック38と一体的に第1ブロック37から離れる。
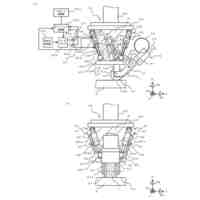
【選択図】図2
特許請求の範囲
【請求項1】
第1ストレート部、第2ストレート部、及び、前記第1ストレート部と前記第2ストレート部とを繋ぐコーナー部を有する継手の製造に用いられるものであり、
型締めされた固定型と可動型との間に、前記第1ストレート部を形成するための第1コアピンと、前記第2ストレート部を形成するための第2コアピンと、前記コーナー部を形成するための湾曲ピンとが配置され、前記固定型及び前記可動型における前記第1コアピン、前記第2コアピン、及び前記湾曲ピンの周囲のキャビティに対し前記継手を形成するための樹脂を射出し、
その後の前記固定型と前記可動型との型開き時に、前記樹脂から前記第1コアピン、前記第2コアピン、及び前記湾曲ピンを抜き出すことによって前記継手を形成する継手の製造装置において、
前記固定型と前記可動型との間には、第1ブロック及び第2ブロックが配置されており、
前記第2ブロックは、前記固定型と前記可動型との型締め時に前記第1ブロックに接する一方、前記固定型と前記可動型との型開き時に前記第1ブロックから離れるよう移動されるものであり、
前記第1コアピンは、前記固定型と前記可動型との型締め時に前記第1ブロックと前記可動型との間に位置し、前記固定型と前記可動型との型開き時に前記第1ブロックと前記可動型との間から抜き出される方向に移動するものであり、
前記第2コアピンは、前記第2ブロックに固定されて前記第1ブロックに向けて突出しており、前記固定型と前記可動型との型締め時に前記第1ブロック及び前記第2ブロックと前記可動型との間に位置し、前記固定型と前記可動型との型開き時に前記第2ブロックと一体に移動するものであり、
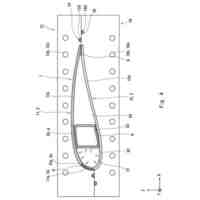
前記湾曲ピンは、前記第2ブロックに対し前記湾曲ピンの湾曲に沿って回転できるよう支持されており、前記固定型と前記可動型との型締め時に前記第2コアピンを貫通して前記第1コアピンに接した状態で、前記第1ブロック及び前記第2ブロックと前記可動型との間に位置し、前記固定型と前記可動型との型開き時に前記湾曲ピンの湾曲に沿った回転を通じて前記第2コアピンに対し幅方向の側面から露出しつつ前記第1コアピンから離れるものである継手の製造装置。
続きを表示(約 1,600 文字)
【請求項2】
前記湾曲ピンは、前記固定型と前記可動型との型締め時であって、前記第2コアピンを貫通して前記第1コアピンに接するとき、前記第1コアピンと前記第2コアピンとの間に対応する箇所の周方向の長さが、前記湾曲ピンの中心線が描く円の全周長さの1/4よりも短くされており
前記第2ブロックは、前記固定型と前記可動型との型開き時、回転する前記湾曲ピンにおける前記第1コアピンと接していた端面が、前記第2コアピンに対し没入開始してから没入完了するまでの間に、前記第1ブロックから離れる移動を開始するものである請求項1に記載の継手の製造装置。
【請求項3】
第1ストレート部、第2ストレート部、及び、前記第1ストレート部と前記第2ストレート部とを繋ぐコーナー部を有し、前記コーナー部の長さが前記コーナー部の中心線の描く円の全周長さの1/4よりも短い継手を製造するためのものであり、
固定型と可動型との型締め時、前記固定型と前記可動型との間に配置された前記第1ストレート部を形成するための第1コアピン、前記第2ストレート部を形成するための第2コアピン、及び前記コーナー部を形成するための湾曲ピンの周囲のキャビティに対し、前記継手を形成するための樹脂を射出し、
その後の前記固定型と前記可動型との型開き時、前記樹脂から前記第1コアピン、前記第2コアピン、及び前記湾曲ピンを抜き出すことによって前記継手を形成する継手の製造方法において、
前記固定型と前記可動型との間には、第1ブロック、及び、その第1ブロックに対し近づいたり離れたりすることが可能な第2ブロックが配置されており、
前記第2コアピンは、前記第2ブロックに固定されて前記第1ブロックに向けて突出しており、
前記湾曲ピンは、前記第2ブロックに対し前記湾曲ピンの湾曲に沿って回転できるよう支持されており、前記第2コアピンを貫通することによって前記第2コアピンの端面と前記第2コアピンの幅方向の側面とから露出することが可能となっており、
前記固定型と前記可動型との型締め時、前記第1ブロックと前記可動型との間に前記第1コアピンを配置し、前記第1ブロックに接する前記第2ブロック及び前記第1ブロックと前記可動型との間に前記第2コアピンを配置し、前記第1ブロック及び前記第2ブロックと前記可動型との間で前記第2コアピンを貫通するように前記湾曲ピンを配置することにより、前記湾曲ピンを前記第1コアピンに当接させ、
前記固定型と前記可動型との型開き時、前記第1コアピンを前記第1ブロックと前記可動型との間から抜き出される方向に移動させ、前記湾曲ピンをその湾曲に沿った回転を通じて前記第1コアピンから離れる方向に移動させつつ前記第2コアピンに対し幅方向の側面から露出させ、前記湾曲ピンにおける前記第1コアピンと接していた端面が前記第2コアピンに対し没入開始してから没入完了するまでの間に、前記第2ブロックを前記第1ブロックから離れるように移動開始することにより、前記第2コアピンを前記第1ブロックと前記可動型との間から抜き出される方向に移動させる継手の製造方法。
【請求項4】
第1ストレート部と、
第2ストレート部と、
前記第1ストレート部と前記第2ストレート部とを繋ぐよう両者に対し一体形成されているコーナー部と、
前記第1ストレート部に接続される第1配管の抜け止めを行う第1ロック機構と、
前記第2ストレート部に接続される第2配管の抜け止めを行う第2ロック機構と、
を備え、
前記コーナー部の長さが、前記コーナー部の中心線の描く円の全周長さの1/4よりも短くされている継手。
【請求項5】
前記コーナー部の内径が、前記コーナー部における前記第1ストレート部側の端部から前記第2ストレート部側の端部に向けて、徐々に大きくなっている請求項4に記載の継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、継手の製造装置、継手の製造方法、及び継手に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
特許文献1の継手は、第1ストレート部と、第2ストレート部と、コーナー部と、第1ロック機構と、第2ロック機構と、を備えている。コーナー部は、第1ストレート部と第2ストレート部とを繋ぐよう両者に対し一体形成されている。第1ロック機構は、第1ストレート部に接続される第1配管の抜け止めを行うものである。第2ロック機構は、第2ストレート部に接続される第2配管の抜け止めを行うものである。
【0003】
上記継手の第1ロック機構及び第2ロック機構は、第1ストレート部及び第2ストレート部に組み付けられる。このため、上記継手では、第1ストレート部及び第2ストレート部に対する第1ロック機構及び第2ロック機構の組み付けを実現できるよう、第1ストレート部及び第2ストレート部が比較的長くなるよう形成されている。特許文献1には、こうした継手を製造するための製造装置及び製造方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第6939374号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
比較的長い第1ストレート部及び第2ストレート部を有する継手、並びに、そうした継手を形成できる製造装置及び製造方法について、特許文献1以外で実現できるようにすることが望まれている。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決する継手の製造装置は、第1ストレート部、第2ストレート部、及び、第1ストレート部と第2ストレート部とを繋ぐコーナー部を有する継手の製造に用いられる。同装置では、型締めされた固定型と可動型との間に、第1ストレート部を形成するための第1コアピンと、第2ストレート部を形成するための第2コアピンと、コーナー部を形成するための湾曲ピンとが配置される。そして、固定型及び可動型における第1コアピン、第2コアピン、及び湾曲ピンの周囲のキャビティに対し上記継手を形成するための樹脂が射出される。その後、固定型と可動型との型開き時に、上記樹脂から第1コアピン、第2コアピン、及び湾曲ピンを抜き出すことによって上記継手が形成される。固定型と可動型との間には、第1ブロック及び第2ブロックが配置されている。第2ブロックは、固定型と可動型との型締め時に第1ブロックに接する一方、固定型と可動型との型開き時に第1ブロックから離れるよう移動される。第1コアピンは、固定型と可動型との型締め時に第1ブロックと可動型との間に位置し、固定型と可動型との型開き時に第1ブロックと可動型との間から抜き出される方向に移動する。第2コアピンは、第2ブロックに固定されて第1ブロックに向けて突出しており、固定型と可動型との型締め時に第1ブロック及び第2ブロックと可動型との間に位置し、固定型と可動型との型開き時に第2ブロックと一体に移動する。湾曲ピンは、第2ブロックに対し湾曲ピンの湾曲に沿って回転できるよう支持されている。湾曲ピンは、固定型と可動型との型締め時、第2コアピンを貫通して第1コアピンに接した状態で、第1ブロック及び第2ブロックと可動型との間に位置する。湾曲ピンは、固定型と可動型との型開き時に湾曲ピンの湾曲に沿った回転を通じて、第2コアピンに対し幅方向の側面から露出しつつ第1コアピンから離れる。
【0007】
上記構成によれば、固定型と可動型との型開き時、第1コアピン、第2コアピン、及び湾曲ピンがキャビティ内の樹脂から抜き出されると、その樹脂によって継手の第1ストレート部、第2ストレート部、及びコーナー部が形成される。すなわち、固定型と可動型との型開き時、第1コアピンが第1ブロックと可動型との間から抜き出される方向に移動することにより、継手の第1ストレート部が形成される。また、固定型と可動型との型開き時、湾曲ピンがその湾曲に沿った回転を通じて第1コアピンから離れ、キャビティ内の樹脂から抜き出されることにより、継手のコーナー部が形成される。その後、第1ブロックに対する第2ブロックの離れる方向への移動を通じて、第2コアピンが第1ブロックと可動型との間から抜き出される方向に移動する。これにより、継手の第2ストレート部が形成される。
【0008】
比較的長い第1ストレート部及び第2ストレート部を有する継手を形成する場合、その第2ストレート部を形成するための第2コアピンも長くなる。このように第2コアピンが長くなるとしても、固定型と可動型との型開きに伴って湾曲ピンが回転する際には、湾曲ピンが第2コアピンの内部を通って第2コアピンに対し幅方向の側面から露出するため、湾曲ピンの回転が第2コアピンによって阻害されることはない。また、第2コアピンを貫通する湾曲ピンにおける第2コアピンとの接触長さを大きくとることができるため、第2コアピンにおける湾曲ピンの支持面積を大きくして湾曲ピンの回転を安定させることができる。
【0009】
上記製造装置において、湾曲ピン及び第2ブロックを次のようにすることが考えられる。すなわち、湾曲ピンは、固定型と可動型との型締め時であって、第2コアピンを貫通して第1コアピンに接するとき、第1コアピンと第2コアピンとの間に対応する箇所の周方向の長さが、湾曲ピンの中心線が描く円の全周長さの1/4よりも短くされる。第2ブロックは、固定型と可動型との型開き時、回転する湾曲ピンにおける第1コアピンと接していた端面が、第2コアピンに対し没入開始してから没入完了するまでの間に、第1ブロックから離れる移動を開始するものとされる。
【0010】
上記構成によれば、固定型と可動型との型締め時、湾曲ピンにおける第1コアピンと第2コアピンとの間に対応する箇所の周方向の長さが、湾曲ピンの中心線が描く円の全周長さの1/4よりも短くされている。これにより、回転する湾曲ピンにおける第1コアピンと接していた端面が、第2コアピンに対し没入開始してから没入完了するまでの間に、第2コアピンを第1ブロックから離れる方向に移動を開始することができる。すなわち、そのように第2コアピンを移動させたとき、キャビティ内の樹脂に対し湾曲ピンが引っ掛かることはない。上述したように第2コアピンを早期に移動させることにより、継手の製造スピードを速くして継手の製造効率を高めることができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
六浦工業株式会社
接着装置
3か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レ株式会社
リーフディスク型フィルター
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
NISSHA株式会社
加飾成形品の製造方法
10日前
東レエンジニアリング株式会社
立体造形方法
1か月前
株式会社イクスフロー
成形装置
27日前
東レエンジニアリング株式会社
立体造形装置
4か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
TOWA株式会社
樹脂成形装置
5か月前
株式会社日本製鋼所
プリプレグ製造装置
18日前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
日産自動車株式会社
複合体
4か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
旭化成株式会社
装置
18日前
旭化成株式会社
装置
1か月前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
株式会社日本製鋼所
プリプレグ製造装置
4日前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
新潟機械株式会社
射出成形機
11日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ