TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024057471
公報種別
公開特許公報(A)
公開日
2024-04-24
出願番号
2022164237
出願日
2022-10-12
発明の名称
空気入りタイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29D
30/06 20060101AFI20240417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】効率よくシーラント入りの空気入りタイヤを製造できる空気入りタイヤの製造方法を提供する。
【解決手段】空気入りタイヤの製造方法は、加硫済みの空気入りタイヤを準備する第1工程S1と、粘性シール剤を成分とする環状リングを空気入りタイヤとは別に準備する第2工程S2と、空気入りタイヤの内腔面に環状リングを貼付ける第3工程S3を含む。
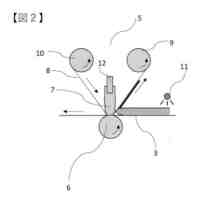
【選択図】 図2
特許請求の範囲
【請求項1】
空気入りタイヤの製造方法であって、
加硫済みの空気入りタイヤを準備する第1工程と、
粘性シール剤を成分とする環状リングを前記空気入りタイヤとは別に準備する第2工程と、
前記空気入りタイヤの内腔面に前記環状リングを貼付ける第3工程を含む、
空気入りタイヤの製造方法。
続きを表示(約 660 文字)
【請求項2】
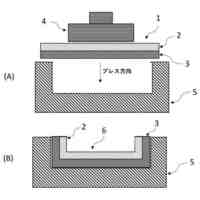
前記第2工程は、金型に区画された環状のキャビティ空間内に前記粘性シール剤を充填する工程を含む、請求項1に記載の空気入りタイヤの製造方法。
【請求項3】
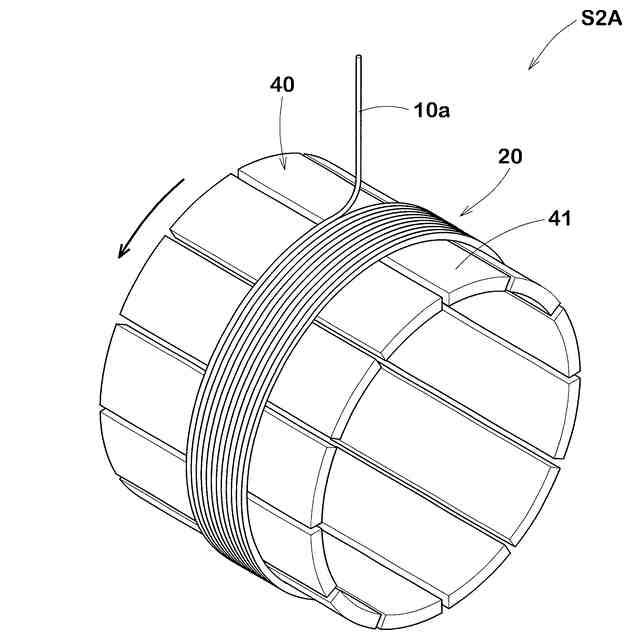
前記第2工程は、回転するドラムの外周面に前記粘性シール剤を周方向に沿ってらせん状に巻付ける工程を含む、請求項1に記載の空気入りタイヤの製造方法。
【請求項4】
前記第2工程は、前記環状リングの内周面を被覆層で被覆する工程を含む、請求項1に記載の空気入りタイヤの製造方法。
【請求項5】
前記第2工程は、前記環状リングの少なくとも一部を軸方向から視てひだ状に蛇行させる工程を含む、請求項4に記載の空気入りタイヤの製造方法。
【請求項6】
前記被覆層は、フイルム状に形成される、請求項4に記載の空気入りタイヤの製造方法。
【請求項7】
前記被覆層は、前記内周面から剥離可能に形成される、請求項6に記載の空気入りタイヤの製造方法。
【請求項8】
前記被覆層は、多孔質状の制音体である、請求項5に記載の空気入りタイヤの製造方法。
【請求項9】
前記制音体の密度は、5~60kg/m
3
である、請求項8に記載の空気入りタイヤの製造方法。
【請求項10】
前記制音体は、エーテル結合とエステル結合が混在する分子構造を有する、請求項8に記載の空気入りタイヤの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、空気入りタイヤの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、空気入りタイヤの内腔面にパンク防止用のシーラント層が形成された空気入りタイヤが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-023027号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1において、シーラント層は、ノズルから連続的に吐出される略紐状のシーラント材が加硫済みの空気入りタイヤの内周面に沿って連続的にらせん状に配置されることにより形成される。
【0005】
しかしながら、上述した工法は、シーラント層の形成に少なくない時間を要し、シーラント入りの空気入りタイヤの生産性の低下を招く一因となっている。
【0006】
本発明は、以上のような実状に鑑み案出されたもので、効率よくシーラント入りの空気入りタイヤを製造できる空気入りタイヤの製造方法を提供することを主たる目的としている。
【課題を解決するための手段】
【0007】
本発明は、空気入りタイヤの製造方法であって、
加硫済みの空気入りタイヤを準備する第1工程と、
粘性シール剤を成分とする環状リングを前記空気入りタイヤとは別に準備する第2工程と、
前記空気入りタイヤの内腔面に前記環状リングを貼付ける第3工程を含む。
【発明の効果】
【0008】
本発明の前記製造方法は、前記第1工程で加硫済みの前記空気入りタイヤが準備され、前記第2工程で前記環状リングが前記空気入りタイヤとは別に準備される。そして、前記第3工程で前記空気入りタイヤの前記内腔面に前記環状リングが貼付けられる。ここで、前記第1工程と前記第2工程は、並列的に同時に進行可能である。また、前記第3工程は、従来の略紐状のシーラント材をらせん状に配置して貼付ける工程と比較すると、極めて短時間で完了する。従って、本発明によると、効率よくシーラント入りの空気入りタイヤを製造できるようになる。
【図面の簡単な説明】
【0009】
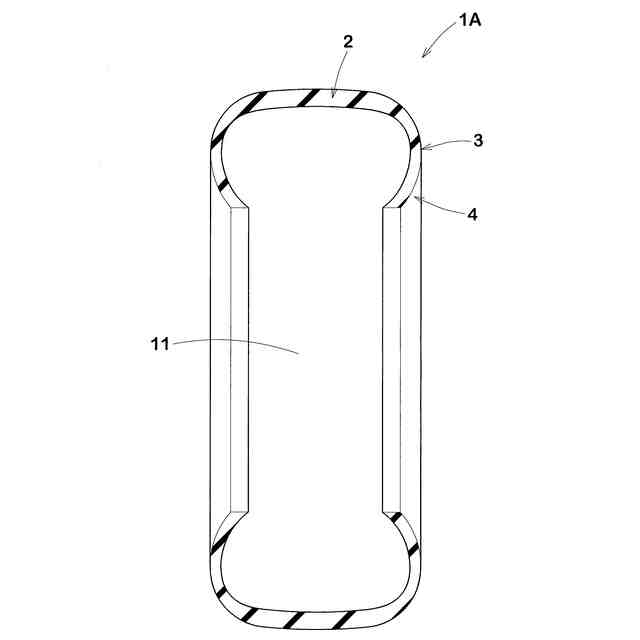
本発明の製造方法で製造される空気入りタイヤの断面図である。
本発明の製造方法の流れを示すフローチャートである。
図2の第1工程で準備される空気入りタイヤを示す断面図である。
図2の第2工程で準備される環状リングを示す断面図である。
図2の第3工程で環状リングが貼付けられる状況を示す断面図である。
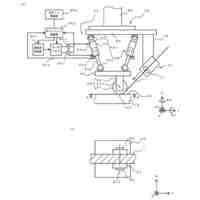
図2の第2工程の詳細を示す断面図である。
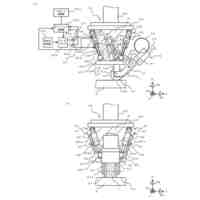
図6の第2工程とは別の第2工程の詳細を示す断面図である。
図4の環状リングの変形例を示す断面図である。
図8の環状リングを蛇行させる工程を示す断面図である。
図9の環状リングを空気入りタイヤに貼付ける第3工程を示す断面図である。
図4の環状リングの別の変形例である環状リングを示す断面図である。
図11の環状リングのバリエーションを示す断面図である。
図11の環状リングの別のバリエーションを示す断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施の一形態が図面に基づき説明される。
図1は、本発明の製造方法で製造される空気入りタイヤ1の断面図である。本製造方法で製造される空気入りタイヤ1は、内腔面にパンク防止用のシーラント層10が形成されたシーラント入りの空気入りタイヤ1である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社不二越
射出成形機
6か月前
株式会社吉野工業所
計量キャップ
4か月前
東レエンジニアリング株式会社
処理装置
6か月前
六浦工業株式会社
接着装置
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レ株式会社
リーフディスク型フィルター
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社城北精工所
押出成形用ダイ
1か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
TOWA株式会社
樹脂成形装置
5か月前
NISSHA株式会社
加飾成形品の製造方法
10日前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
株式会社イクスフロー
成形装置
27日前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
株式会社日本製鋼所
プリプレグ製造装置
18日前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
旭化成株式会社
装置
18日前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ