TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024056588
公報種別
公開特許公報(A)
公開日
2024-04-23
出願番号
2022163600
出願日
2022-10-11
発明の名称
成形体及びその製造方法
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
70/42 20060101AFI20240416BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、強度に優れる成形体及びその製造方法を提供することを目的とする。
【解決手段】連続繊維強化樹脂を含む第1及び第2の板状部材を含む成形体であり、(I)樹脂を含む第3及び第4の部材をさらに有し、第1の板状部材と第2の板状部材とは、それぞれの一辺同士が接して溝状部を形成しており、第3の部材は溝状部において、第4の部材は溝状部以外の部分において、それぞれ第1及び第2の板状部材の両方に接合している、構造;及び/又は(II)樹脂を含む第5の部材をさらに有し、第1の板状部材と第2の板状部材とは、それぞれの主面の一部がオーバーラップして接合し、かつ貫通孔を有しているオーバーラップ部分を有し、第5の部材はオーバーラップ部分の貫通孔を貫通して第1及び第2の板状部材の両方に接合している、構造を有し、各部材間の接合面積が特定の関係式をみたすことを特徴とする、成形体。
【選択図】なし
特許請求の範囲
【請求項1】
連続強化繊維を含む連続繊維強化樹脂を含む、第1の板状部材及び第2の板状部材を含む成形体であり、
以下の構造:
(I)樹脂を含む、1つ又は複数の第3の部材及び1つ又は複数の第4の部材をさらに有し、
前記第1の板状部材と前記第2の板状部材とは、前記第1の板状部材の一辺と前記第2の板状部材の一辺とが接するように配置されて、前記第1の板状部材の一辺を含む側面と前記第2の板状部材の一辺を含む側面とからなる溝状部を形成しており、
各前記第3の部材は、前記溝状部の少なくとも一部において、前記第1の板状部材と前記第2の板状部材の両方に接合しており、
各前記第4の部材は、前記溝状部以外の部分において、前記第1の板状部材と前記第2の板状部材の両方に接合している、構造;及び/又は
(II)樹脂を含む1つ又は複数の第5の部材をさらに有し、
前記第1の板状部材と前記第2の板状部材とは、それぞれの主面の一部がオーバーラップして接合しているオーバーラップ部分を有し、該オーバーラップ部分は1つ又は複数の貫通孔h
12
を有し、
各前記第5の部材は、前記オーバーラップ部分の前記1つ又は複数の貫通孔h
12
を介して前記第1の板状部材及び前記第2の板状部材を貫通して、前記第1の板状部材と前記第2の板状部材の両方に接合している、構造
を有し、
下記式で求められる値Aが2.0以上であることを特徴とする、成形体。
A={(S
31
+S
32
+S
41
+S
42
)+(S
12
+S
51
+S
52
)}/{(S
31
+S
32
)+S
12
}
式中、
S
31
は、各前記第3の部材と前記第1の板状部材との接合面積の合計、
S
32
は、各前記第3の部材と前記第2の板状部材との接合面積の合計、
S
41
は、各前記第4の部材と前記第1の板状部材との接合面積の合計、
S
42
は、各前記第4の部材と前記第2の板状部材との接合面積の合計
、
S
12
は、前記第1の板状部材と前記第2の板状部材との接合面積の合計、
S
51
は、各前記第5の部材と前記第1の板状部材との接合面積の合計、
S
52
は、各前記第5の部材と前記第2の板状部材との接合面積の合計
を表す。
続きを表示(約 830 文字)
【請求項2】
前記構造(I)において、前記第1の板状部材が1つ又は複数の貫通孔h
1
を有し、且つ/又は前記第2の板状部材が1つ又は複数の貫通孔h
2
を有し、
前記第4の部材が、前記貫通孔h
1
を介して前記第1の板状部材を貫通している、且つ/又は前記貫通孔h
2
を介して前記第2の板状部材を貫通している、請求項1に記載の成形体。
【請求項3】
前記第1の板状部材と前記第2の板状部材とが、同じ1枚の板状部材の一部が屈曲されてなる、請求項1又は2に記載の成形体。
【請求項4】
前記構造(I)において、前記第1の板状部材及び前記第2の板状部材に含まれる樹脂と、前記第3の部材及び前記第4の部材に含まれる樹脂とが同種であり、
前記構造(II)において、前記第1の板状部材及び前記第2の板状部材に含まれる樹脂と、前記第5の部材に含まれる樹脂とが同種である、
請求項1又は2に記載の成形体。
【請求項5】
前記構造(I)において、前記第3の部材及び前記第4の部材が、不連続強化繊維を含む不連続繊維強化樹脂を含み、
前記構造(II)において、前記第5の部材が、不連続強化繊維を含む不連続繊維強化樹脂を含む、
請求項1又は2に記載の成形体。
【請求項6】
請求項1又は2に記載の成形体の製造方法であり、
連続強化繊維を含む連続繊維強化樹脂を予熱し、予熱した前記連続繊維強化樹脂を成形体用金型内に設置し、型締めして第1の板状部材及び第2の板状部材を成形した後、
前記成形体用金型内に樹脂を射出して第3の部材及び第4の部材を成形すること、及び/又は、前記成形体用金型内に樹脂を射出して第5の部材を成形すること
を含む
ことを特徴とする、成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体及びその製造方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
連続繊維で強化された連続繊維強化樹脂は、軽量で且つ高い機械的強度を有していることから、近年、自動車分野、船舶分野、航空分野、医療分野等の軽量性及び高い機械的強度が求められている分野において、使用が拡大されている。
【0003】
連続繊維強化樹脂基材は、通常、板状である。そのため、連続繊維強化樹脂基材から箱型等の立体的な形状の成形体を成形する際には、連続した強化繊維が形状に追従せず、折曲した部分で繊維が引き伸ばされることにより、機械的強度の低下が生じるという問題があった。また、成形体の角部等を形成する部分で余剰が生じる等の問題があった。
この余剰部分をなくす方法として、連続繊維強化樹脂基材を切出加工した後、切断箇所を接合することにより、成形体を成形する方法が知られている(例えば、特許文献1)。
【0004】
また、成形体は、機械的強度等の観点から、1枚の基材で成形することが望ましいが、自動車部材のような比較的大型の成形体を成形する場合、1枚の基材を用意するには、重量や取り扱いやすさ、コストの点から製造可能な大きさに限度がある。
そこで、小さい基材を複数枚並べてオーバーラップさせて接合することにより、大型の成形体を成形する方法が知られている(例えば、特許文献2)。
【先行技術文献】
【特許文献】
【0005】
特許第5272418号公報
特許第6972539号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、連続繊維強化樹脂基材を切出加工した後、切断箇所を接合する方法では、切断箇所で繊維の破断、配向の乱れ等が生じ、局所的な機械的強度の低下が生じるという問題があった。
また、複数枚の基材を並べて接合することにより得られた成形体においても、機械的強度の点で更なる改良の余地がある。
【0007】
そこで、本発明は、かかる従来技術の問題点に鑑み、強度に優れる成形体及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
即ち、本発明は、下記に示すとおりである。
[1]
連続強化繊維を含む連続繊維強化樹脂を含む、第1の板状部材及び第2の板状部材を含む成形体であり、
以下の構造:
(I)樹脂を含む、1つ又は複数の第3の部材及び1つ又は複数の第4の部材をさらに有し、
前記第1の板状部材と前記第2の板状部材とは、前記第1の板状部材の一辺と前記第2の板状部材の一辺とが接するように配置されて、前記第1の板状部材の一辺を含む側面と前記第2の板状部材の一辺を含む側面とからなる溝状部を形成しており、
各前記第3の部材は、前記溝状部の少なくとも一部において、前記第1の板状部材と前記第2の板状部材の両方に接合しており、
各前記第4の部材は、前記溝状部以外の部分において、前記第1の板状部材と前記第2の板状部材の両方に接合している、構造;及び/又は
(II)樹脂を含む1つ又は複数の第5の部材をさらに有し、
前記第1の板状部材と前記第2の板状部材とは、それぞれの主面の一部がオーバーラップして接合しているオーバーラップ部分を有し、該オーバーラップ部分は1つ又は複数の貫通孔h
12
を有し、
各前記第5の部材は、前記オーバーラップ部分の前記1つ又は複数の貫通孔h
12
を介して前記第1の板状部材及び前記第2の板状部材を貫通して、前記第1の板状部材と前記第2の板状部材の両方に接合している、構造
を有し、
下記式で求められる値Aが2.0以上であることを特徴とする、成形体。
A={(S
31
+S
32
+S
41
+S
42
)+(S
12
+S
51
+S
52
)}/{(S
31
+S
32
)+S
12
}
式中、
S
31
は、各前記第3の部材と前記第1の板状部材との接合面積の合計、
S
32
は、各前記第3の部材と前記第2の板状部材との接合面積の合計、
S
41
は、各前記第4の部材と前記第1の板状部材との接合面積の合計、
S
42
は、各前記第4の部材と前記第2の板状部材との接合面積の合計、
S
12
は、前記第1の板状部材と前記第2の板状部材との接合面積の合計、
S
51
は、各前記第5の部材と前記第1の板状部材との接合面積の合計、
S
52
は、各前記第5の部材と前記第2の板状部材との接合面積の合計
を表す。
[2]
前記構造(I)において、前記第1の板状部材が1つ又は複数の貫通孔h
1
を有し、且つ/又は前記第2の板状部材が1つ又は複数の貫通孔h
2
を有し、
前記第4の部材が、前記貫通孔h
1
を介して前記第1の板状部材を貫通している、且つ/又は前記貫通孔h
2
を介して前記第2の板状部材を貫通している、[1]に記載の成形体。
[3]
【発明の効果】
【0009】
本発明によれば、強度に優れる成形体及びその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
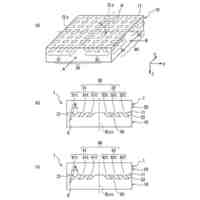
図1(a)は、構造(I)を有する本実施形態の成形体の一例を示す、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。図1(b)は、図1(a)の成形体の第1の板状部材と第2の板状部材との配置、及び溝状部を示す図である。図1(c1)及び(c2)は、貫通孔を有する構造(I)を有する本実施形態の成形体の一例を示す図である。図1(c1)は、第2の板状部材の厚み方向から見た概略平面図であり、図1(c2)は、図1(c1)の成形体の、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。
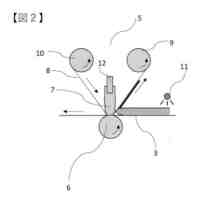
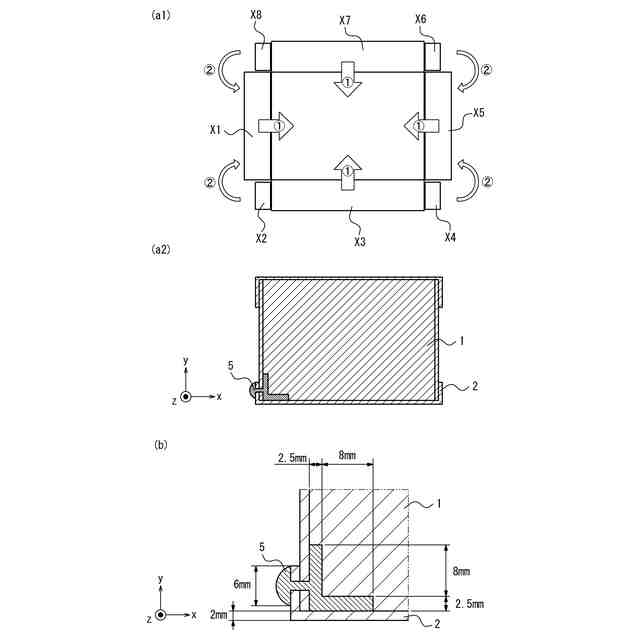
図2は、構造(II)を有する本実施形態の成形体の一例を示す図である。図2(a1)は、第2の板状部材の厚み方向から見た成形体の概略平面図であり、図2(a2)は、図2(a1)の成形体の、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。
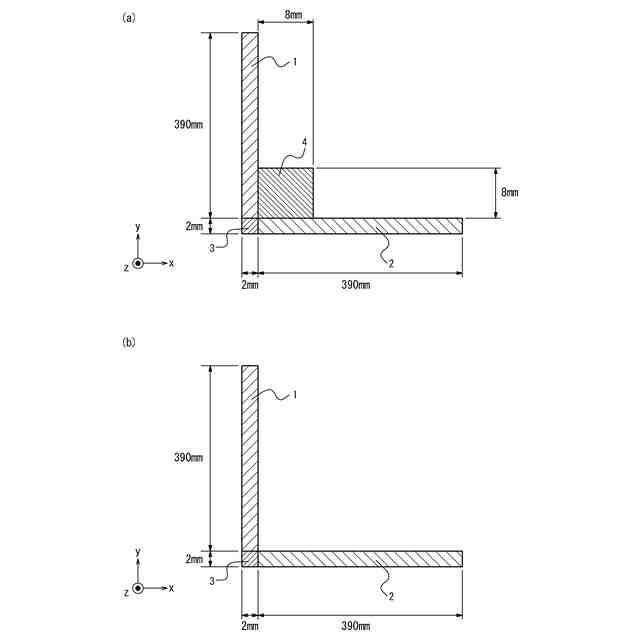
図3(a)及び(b)は、それぞれ実施例1及び2の成形体を示す、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。
図4(a)及び(b)は、それぞれ実施例3及び4の成形体を示す、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。
図5(a)及び(b)は、それぞれ実施例5及び比較例1の成形体を示す、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。
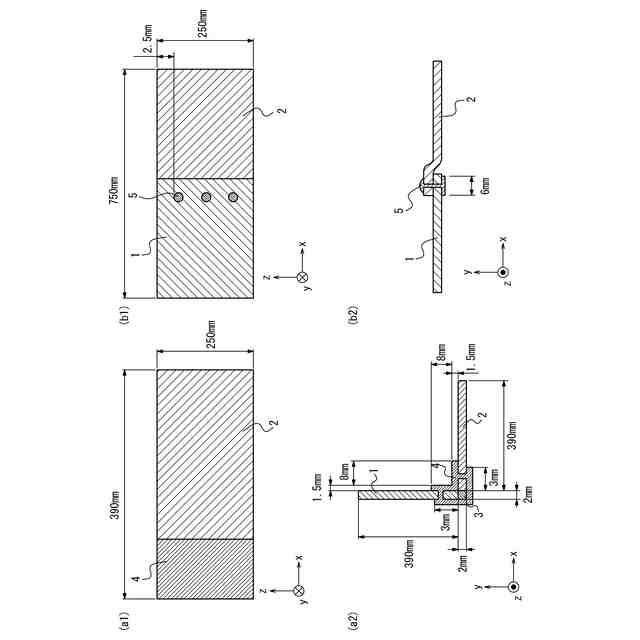
図6(a1)及び(a2)は、実施例6の成形体を示す図であり、図2(a1)は、第2の板状部材の厚み方向から見た概略平面図であり、図2(a2)は、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。また、図6(b1)及び(b2)は、実施例7の成形体を示す図であり、図2(b1)は、第2の板状部材の厚み方向から見た概略平面図であり、図2(b2)は、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。
図7(a1)及び(a2)は、実施例8の成形体を示す図であり、図7(a1)は、第2の板状部材の厚み方向から見た概略平面図であり、図7(a2)は、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。また、図7(b1)及び(b2)は、実施例9の成形体を示す図であり、図7(b1)は、第2の板状部材の厚み方向から見た概略平面図であり、図7(b2)は、第1の板状部材及び第2の板状部材の厚み方向概略断面図である。
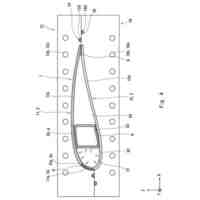
図8(a1)は、実施例10の成形体の製造に用いた連続繊維強化樹脂基材の形状を示す概略平面図である。図8(a2)は、実施例10の成形体の、第1の板状部材及び第2の板状部材の厚み方向概略断面図であり、図8(b)は、図8(a2)の構造(II)の部分の拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
六浦工業株式会社
接着装置
3か月前
トヨタ自動車株式会社
真空成形装置
1日前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
株式会社イクスフロー
成形装置
1か月前
NISSHA株式会社
加飾成形品の製造方法
13日前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
旭化成株式会社
装置
1か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
株式会社日本製鋼所
プリプレグ製造装置
21日前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
日産自動車株式会社
複合体
4か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
旭化成株式会社
装置
21日前
東レエンジニアリング株式会社
テープ貼付装置
3か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
3か月前
株式会社日本製鋼所
プリプレグ製造装置
7日前
世紀株式会社
造形装置及び造形方法
4か月前
住友重機械工業株式会社
射出成形機
1か月前
新潟機械株式会社
射出成形機
14日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ